Изобретение относится к станкостроению и может быть ис юльзовано в металлооб- рабатываюнлей нромышленности для управ- . подачей :илифовального станка.
Це:1ь изобретения - повышение точности ои аботки и упрощение настройки устрой- cT ia ,а счет адаптивного управления ве;1и- чиной припуск , на выхаживание.
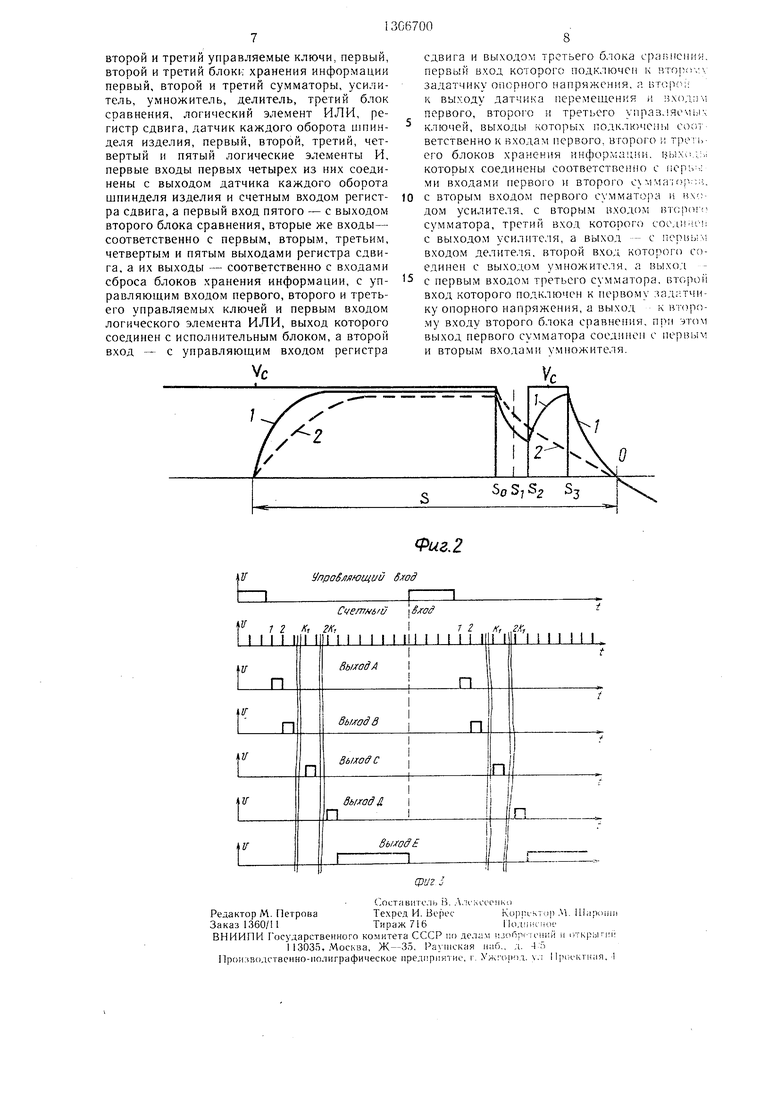
На фиг. 1 изображена блок-схема устроив ;ва д:1я программного управления; на фи . 2 графики С ьема припуска и скорости (юлачи п1., 1Ы1ого суппорта;на
. Л време 1ные диаграммы напряжений на ;5хода выходах регистра сдвига.
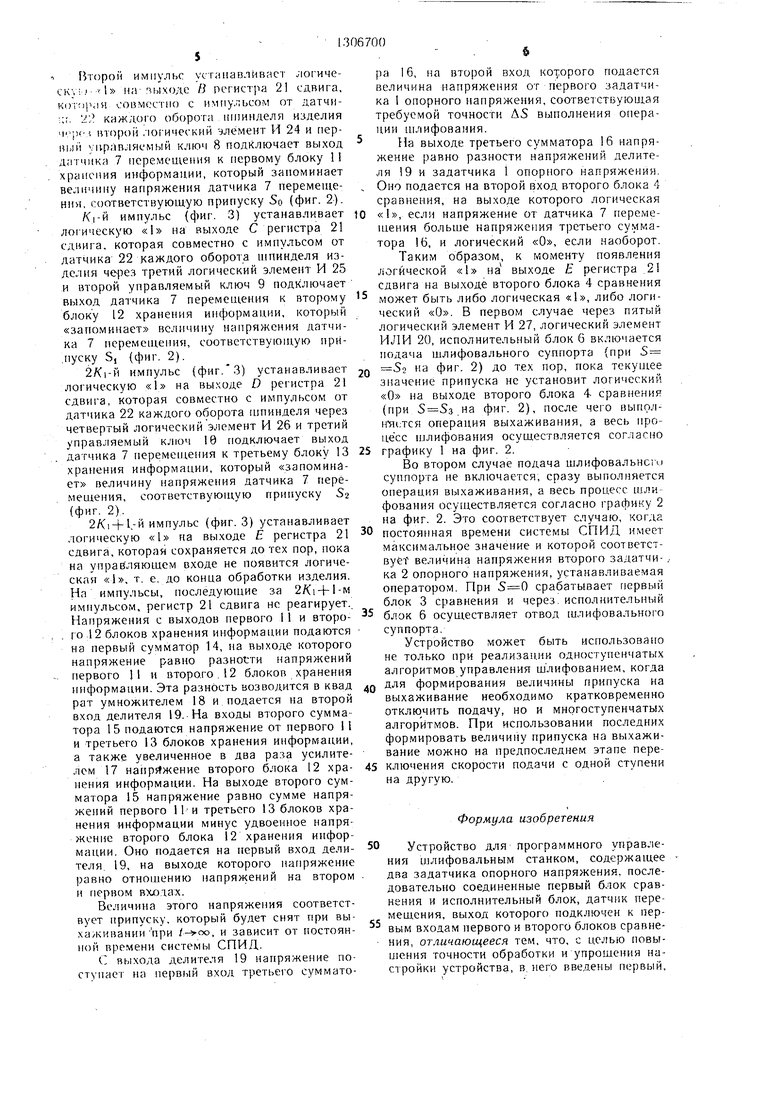
УСТР )ii 1 одержит первый 1 и второй 2 зад. тч1 кп сюрпого напряжения, первый 3, ВТО oil и :ретий Г) блоки сравнения, ис- IIO.I , ггельпы;; блок 6, датчик 7 перемещепия, 1.ервыр 8. в:()рой 9 и третий 10 управляемые к.лочи. перв пй 11, второй 12 и третий 13 блоки х|)ан1 ПИЯ информации, первый 14, BToptjM if) ii третий 16 сумматоры, усили- fi.ib 17, умножитель 18, делите;1ь 19, .логический y. ieMi пт ИЛИ 20, регистр 21 сдвига с пятью выходами А, В, С, D, Е, соответст- licHiio первы- , вторым, третьим, четвертым 11 пятым, длтчик 22 каждого оборота пшин- деля изде. пш первый 23, второй 24, третий 25, чствер,1Й 26 и пятый 27 логические .1сме1Г1 ы И. первые входы первых четырех пч них 1Л) с вы.ходом датчика 22 кажд()1 о обсфота пипшделя из.телия и счет- пым входом регистра 21 сдвига, а первый вход пятого с выходом второго блока 4 сравпонии, вторые же ходы - соответственно выхо U1MH А. В, С, D и /Т регистра 21 сдвига, а их выход|1| - соответственно с Bxo.i сброс:) б.юков 11, 12 и 13 хранения ппформ;1ции, управ. 1ЯЮ1ЦИМ входом первого вп рогп Д и трет1 его 10 управляемых к.поч. if. с иегг ым ходом логического э.че- менг., V . |И .. 0. В1з1ход которого соединен г исп: .iHi: 1мьп1)1м 6.1ОКОМ 6, В второй вход -- с упр..:1в.1ЯК)1цим входом регистра 21 сдвига : 1 |)етьего б.лока 5 сравнения, пер- iibiii вход (лч1 подключеп к второму 1адатчику 2 опорпого панряжения, а вто- Р ;)йк ;ii5ixoj;. .г.тчика 7 Г еремеп|е1Н1я
и Bxo.ujvi iiepBOi i) 8, второго 9 и TpeTi ei o К) управляемых кл1Оче11, выходы которых под- ключепы оотво . ;- вечно к в.ходам первого I 1, 1; и грсгьего 13 блоков хранения : ии, вь лоды которых соединены Beii io с пс;1вь ми входами lepiso- вТ()рО1Ч) i i сумматоров, с вторым вход..)м ) 14 и вхо.аом си- .1ИТ(., ii 17, . sropMM входом второго cyxiMfi- тора : . х трет - вход которого соединен с выходом уси. 1и 17, а выход с нс)вым .вх(.).чом де. ш 11. . П, вторся ,.ход которого соеди1Н - с умножнге.1я 18, а выход -- I первым входом третьего сумматора 16, второй вход которого подключеп к первому ..адатчпку i опорного напряжепия, а выход - к второму входу второго блока 4 сравнения, при этом выход первого сумма
5
тора 14 соединен с первым и вторым в.ходами умножителя 18.
Необходимость введенных блоков вытекает из следующих выкладок. При выхаживании величина припуска во времени изменяется по соотношению
S(t)Sk + (1)
где S() - текуш,ее значение нрипуска;
S - припуск, который может быть не сошлифован при выхаживании (исчерпан натяг в системе СПИД) т. е. погрешность шлифования;
Si, - припуск, снимаемый в процессе выхаживания нри
Т - постоянная времени системы СПИД;
t -- текущее вре.мя выхаживания.
новую неременную в COOTHOHICВведемние (1). По;1ожим
/ - /((2)
п
где п - число оборотов шпинделя за одну
секунду, об/с;
/ - число оборотов шпинделя, отсчитываемое от начала выхаживания. Постоянную времени систем СПИД представим, исходя из (2), в виде
Т -Л. г
J f ,
П
Из (3) следует, что Т„ Т-п,
i3
4)
имеет размерность -- обороты и представляет собой постоянную времепи системы СПИД, выраженную через обороты пнин- деля. После подстановки (2) и (3) в (I) получим
S S. + Sft/e (5)
При Л О (начало выхаживания и начало отсчета оборотов шпинделя) соотно- нение (5) принимает вид
So Sk+Sb.(6)
При К К (шпиндель повернулся на К оборотов)
S, 5,+ S,
При К -2К 2К оборотов)
S. S,+5,,/e
Очевидно, что
S,
7)
ч (шпиндель повер1 улся на
:8)
с0/1 -Ki,
-о| о.(,( 1 -ег„ ),
Si -S, Sh( } S;,e Разделив
(9) на
- Q Si -S i
(10), ПОЛУЧИМ
(И)
Из (11) следует, что Г„ К,/1п(.
После подстановки (12) в (9) получим So-5, 5б(1-е-.)
5,( 1 -7г, 5б( 1 - г )
О( - Si
/So-25,+S2 v ../
(14)
Из (13) определим 8ь:
s. Sa-2Si+S2
Таким образом получена зависимость, позволяющая определить величину припуска Sb, снимаемого в процессе выхаживания при , которая согласно (11), (12) и (13) зависит от постоянной времени системы СПИД.
С целью получения высокой точности шлифования выхаживание, во-первых, еле- дует начать с припуска 5з, величина которого меньше, чем 5ь, в противном случае даже при согласно (1) припуск не будет сошлифован полностью, во-вторых,
(,-А5/(15)
где AS - требуемая точность шлифования.
Реализация соотношения (15) обеспечивает окончание выхаживания при припуске, равном требуемой точности, причем при малом натяге в системе СПИД.
Соотношение (14) в устройстве реализуется следующим образом.
Припускаем So, Si, S2, S(, соответствуют напряжения f/o, 0, U2,.Ub датчика 7 перемещения. Поэтому соотношение (14) можно представить в виде
и.
i {oz;M
(16)
t/o-2L ,-f-i/2
Для получения напряжений UQ, И и f/2 в устройство введены блок 5 сравнения, который через исполнительный блок 6 обеспечивает кратковременное (не более 2% от машинного времени обработки) отключение подачи шлифовального суппорта до выполнения операдии выхаживания (фиг. 2); датчик 22 каждого оборота шпинделя изделия, который при каждом обороте шпинделя вы- рабатыйает сигнал малой длительности; регистр 21 сдвига, на выходах В, С, D которого формируются напряжения (фиг. 3) в зависимости от числа импульсов, поступающих на его счетный вход от датчика 22 каждого оборота шпинделя изделия, и используются (совместно с логическими элементами И 24, 25 и 26) для управления ключами 8, 9 и 10, подсоединяющими при , н (см. соотношение (5), (6), (7) и (8)) выход датчика 7 перемеще
10
15
20
25
30
35
40
45
50
55
соотзетстпенно к б.покам 11, I храиелил информации, KOTCipi.ic .лпглш нают напряжения L o. f/i и U-2.
Для получения напряжения (/,-,, ссютпетст- вуютего припуску Sr,. в устройство nne/ieui i два сумматора 4 и 1-5, усилитель 17 е кочф- фицие1гтом усяления, .равным 2; умном и- тель 18 и делитель 19, которые пГюенеиин.чкп- реализацию правой чаети соотногиения (16). На выходе делителя 19 напряже 1ие еоотнет- ствует прниуску 5/, и равно и/,.
Таким образом, в течение кратковременного прекращения подачи (нлифопального суппорта, предшествующего оиерации вы- хаживация, устройство формирует сигнал, соответствующий припуску 5ь, который снимается в процессе выхаживания при . Причем при смене технологического процесса никаких подетроечиых операций в устройстве производить не следует - оно без вмешательства оператора вычисляет (в масштабе) величину Sfr, зависящую от постоянной времени системtji СПИД, которая используется для формирования уровня напряжения, определяющег о начало процесса выхаживания.
Согласно (15) величина этого уровня
U, Ub-U..,(17)
где (УЗ-напряжение, определяющее начало выхаживания;
Ub - напряжение, соответствующее припуску Sb ,
напряжение, соответствующее требуемой точности шлифования.
Введенный в устройство третий сумматор 16 совместно е первым задатчиком I опорного напряжения реализует (17). Таким образом, на выходе третьего сумматора величина напряжения соответствует принуску, с которого следует начать выхаживание.
Устройство работает следующим образом.
При скорости подачи VV шлифовального суппорта (фиг. 2) снимается припуск с обрабатываемого изделия. При припуске So, которому соответствует напряжение второго задатчика 2 опорного напряжения, на выходе третьего блока 5 сравнения появляется логический «О, который через логический элемент ИЛИ 20 и исполнительный блок 6 прекращает подачу щлифовального суппорта и «разрешает регистру 21 сдвига (на управляющем входе «О) отсчитывать импульсы напряжений, поступающие на его счетный.вход от датчика 22 каждого оборота шпинделя изделия (один импульс на один оборот шпинделя). Первый импульс (после появления «О на управляющем входе) устанавливают на выходе А регистра 21 сдвига логическую «1 (фиг. 3), которая совместно с импульсом напряжения от датчика 22 каждого оборота шпинделя изделия через первый логический элемент И 23 осуществляется сброс информации, .краняпАейся в б. ю ках II, 12 и 13 хранения информации.
10
. Vropoii импульс устанавливает ;1огиче- ..| 1 на tiixoAc В регистра 21 сдвига, KovJip.iH совместно с импу. Тьсом от датчи- .(;. 2. кнждого оборота шпинделя изделия м. |)- . второй . юсический И 24 и пер- вий -црапляс мый ключ 8 подключает выход датчика 7 перемещения к первому блоку 1 хранения информации, который запоминает величину напряжения датчика 7 перемещения, соответствующую припуску So (фиг. 2). /(|-й импульс (фиг. 3) устанавливает логическую «1 на выходе С регистра 21 сдвига, которая совместно с импульсом от датчика 22 каждого оборота шпинделя изделия третий логический элемент И 25 и второй управляемый ключ 9 подключает выход датчика 7 перемещения к второму блоку 12 хранения информации, который «запоминает величину напряжения датчика 7 перемен1ения, соответствующую прН- .пуску S, (фиг. 2).
импульс (фиг. З) устанавливает 2о логическую «1 на выходе D регистра 21 сдвига, которая совместно с импульсом от датчика 22 каждого оборота 1нпин.аеля через четвертый логический эле.мент И 26 и третий управляемый к,, ноч 19 подключает выход
15
датчика 7 перемещения к третьему блоку 13 25 графику 1 на фиг. 2.
ра 16, на второй вход которого подается величина напряжения от первого задатчн- ка 1 опорного напряжения, соответст зуюи;ая требуемой точности Д5 выполнения операции плифования.
На выходе третьего сумматора 16 напряжение равно разности напряжений делителя 19 и задатчика 1 опорного напряжения. Оно подается на второй вход второго блока 4 сравнения, на выходе которого логическая «1, если напряжение от датчика 7 перемещения больще напряжения третьего сумматора б, и логический «О, если наоборот.
Таким образом, к моменту появления логической «1 на выходе Е регистра ,21 сдвига на выходе второго блока 4 сравнения может быть либо логическая «1, либо логический «О. В первом случае через пятый логический элемент И 27, логический элемент ИЛИ 20, исполнительный блок 6 включается подача шлифовального суппорта (при S 52 на фиг. 2) до rex пор, пока rcKyuiee значение припуска не установит логический «О на выходе второго блока 4 сравнения (при .на фиг. 2), после чего выпол- операция выхаживания, а весь процесс нллифования осуществляется согласно
хранения информации, который «запоминает величину напряжения датчика 7 перемещения, соответствующую припуску Sa (фиг. 2).
2К1--Ь1.-й импульс (фиг. 3) устанавливает логическую «1 на выходе Е регистра 21 сдвига, которая сохраняется до тех пор, пока на управляющем входе не появится логическая «1, т. е. до конца обработки изделия. На импульсы, последующие за 2Ki + l-M импульсом, регистр 21 сдвига не реагирует.
Во втором случае подача шлифовальнсги суппорта не включается, сразу выполняется операция выхаживания, а весь процесс шли фования осуществляется согласно графику 2 на фиг. 2. Это соответствует случаю, когда 30 постоянная времени системы СПИД имеет максимальное значение и которой соответствует величина напряжения второго задатчи- ка 2 опорного напряжения, устанавливаемая оператором. При срабатывает первый блок 3 сравнения и через, исполнительный
Напряжения с выходов первого 11 и второ- блок 6 осуществляет отвод шлифовального го 12 блоков хранения информации подаются суппорта.
на первый сумматор 14, на выходе которогоУстройство может быть использовано
напряжение равно paзнotти напряжений не только при реализаи.ик одноступенчатых первого 11 и второго. 12 блоков хранения алгоритмов управления шлифованием, когда информации. Эта разность возводится в квад 0 формирования величины припуска на
выхаживание необходимо кратковременно отклю чить подачу, но и многоступенчатых алгоритмов. При использовании последних формировать величину припуска на выхажират умножителем 18 и подается на второй вход делителя 19.-На входы второго сумма-тора 15 подаются напряжение от первого 11 и третьего 13 блоков хранения информации, а также увеличенное в два раза усилитевание можно на предпоследнем этапе перелем 17 напр5 жение второго блока 12 хра- 45 ключения скорости подачи с одной ступени
пения информации. На выходе второго сумматора 15 напряжение равно сумме напряжений первого 11 и TpeTbv ro 13 блоков хранения информации минус удвоенное напряжение второго блока 12 хранения информации. Оно подается на первый вход делителя, 19, на выходе которого напряжение равно отношению напряжений на втором и первом входах.
Величина этого напряжения соответствует припуску, который будет снят при вы
на другую.
Формула изобретения
50 Устройство для программного управления шлифовальным станком, содержащее два задатчика опорного напряжения, последовательно соединенные первый блок сравнения и исполнительный блок, датчик перемещения, выход которого подключен к перхажипании при , и зависит от постоян- вым входам первого и второго блоков сравненой времени системы СПИД.
С выхода делителя 19 напряжение поступает на первый вход третьего сумматония, отличающееся тем, что, с целью повышения точности обработки и упрощения настройки устройства, в. него введены первый.
0
о
5
5 графику 1 на фиг. 2.
ра 16, на второй вход которого подается величина напряжения от первого задатчн- ка 1 опорного напряжения, соответст зуюи;ая требуемой точности Д5 выполнения операции плифования.
На выходе третьего сумматора 16 напряжение равно разности напряжений делителя 19 и задатчика 1 опорного напряжения. Оно подается на второй вход второго блока 4 сравнения, на выходе которого логическая «1, если напряжение от датчика 7 перемещения больще напряжения третьего сумматора б, и логический «О, если наоборот.
Таким образом, к моменту появления логической «1 на выходе Е регистра ,21 сдвига на выходе второго блока 4 сравнения может быть либо логическая «1, либо логический «О. В первом случае через пятый логический элемент И 27, логический элемент ИЛИ 20, исполнительный блок 6 включается подача шлифовального суппорта (при S 52 на фиг. 2) до rex пор, пока rcKyuiee значение припуска не установит логический «О на выходе второго блока 4 сравнения (при .на фиг. 2), после чего выпол- операция выхаживания, а весь процесс нллифования осуществляется согласно
графику 1 на фиг. 2.
Во втором случае подача шлифовальнсги суппорта не включается, сразу выполняется операция выхаживания, а весь процесс шли фования осуществляется согласно графику 2 на фиг. 2. Это соответствует случаю, когда постоянная времени системы СПИД имеет максимальное значение и которой соответствует величина напряжения второго задатчи- ., ка 2 опорного напряжения, устанавливаемая оператором. При срабатывает первый блок 3 сравнения и через, исполнительный
блок 6 осуществляет отвод шлифовального суппорта.
вание можно на предпоследнем этапе перена другую.
Формула изобретения
50 Устройство для программного управления шлифовальным станком, содержащее два задатчика опорного напряжения, последовательно соединенные первый блок сравнения и исполнительный блок, датчик перемещения, выход которого подключен к перния, отличающееся тем, что, с целью повышения точности обработки и упрощения настройки устройства, в. него введены первый.
второй и третий управляемые ключи, первый, второй и третий блоки хранения информации первый, второй и третий сумматоры, усилитель, умножитель, делитель, третий блок сравнения, логический элемент ИЛИ, регистр сдвига, датчик каждого оборота шпинделя изделия, первый, второй, третий, четвертый и пятый логические элементы И, первые входы первых четырех из них соединены с выходом датчика каждого оборота шпинделя изделия и счетным входом регистра сдвига, а первый вход пятого - с выходом второго блока сравнения, вторые же входы- соответственно с первым, вторым, третьим, четвертым и пятым выходами регистра сдвига, а их выходы - соответственно с входами сброса блоков хранения информации, с управляющим входом первого, второго и третьего управляемых ключей и первым входом логического элемента ИЛИ, выход которого соединен с исполнительным блоком, а второй вход - с управляющим входом регистра
сдвига и выходом третьего олока сравпсния, первый вход которого подключен к втоп; -,: задатчику опорного напряжения, а вторе-; к выходу датчика 11еремещен1;я и зх(1, ;.;м первого, второго и третьего упраз.яо ыч ключей, выходы которых подклк чены с; от ветственно к входам первого, второго i: трс i i его блоков хранения информации. .i:,, которых соединены соответственно с liop -..: ми входами первого и второго счмма Ю :;;. с вторым входом первого сумматора и нх ; дом усилителя, с вторым входом втсрог: сумматора, третий вход которого coc.uf-; -:: с выходом усилителя, а выход - с ериь;л) входом делителя, второй вход которого соединен с выходом умножителя, а выход с первым входом третьего сумматора, BTOpoii вход которого подключен к первому зад;-.тчи- ку опорного напряжения, а выход к второму входу второго блока сравнения, П1)и этом выход первого сумматора соединен с первым и вторым входами умножителя.
Vc
t
Управляющий
1 г Xi 2K,
CijemM/i/ I
I
So S; S Sj
иг.2
7 г К, г К,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления шлифовальным станком | 1988 |
|
SU1521570A1 |
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1981 |
|
SU956258A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Система управления шлифовальным станком | 1990 |
|
SU1764972A1 |
Изобретение относится к устройствал для управления HOiiepenHoii подачей Н1лиф()ва.чьного станка, lle.ib изобретения новы- iiieHise точности обработки и уирони ние настройки устроГк тва. Уст юйство содержит .1агчик пере.еи1е11ня 7. датчик каждого оборота . 1я нз;1слия 22, регист) сдвига 21, логические элементы И 23, 24, 25, 26, 27, унравляемые ключи 8, 9, 10. б.кжи .хранения информании 11. 12, 13, сумматоры 14, 15, 16, уси.-1итель 17, у.множитель 18, делитель 19, задатчики опорного напряжения 1 и 2, блоки сравнения 3, 4, 5, , 1огический э.чемент ИЛИ 20. Они нозво. 1яют в каждом частном цикле обработки дета, П формировать в «авис имости от условий И1, 1и- фован1 я ве.1ич(ну иришска на выхаживание д,1Я o6ecneiieHHH заданной точности. 3 и. к с: Фиг.1
| Авторскс)е свидетельство СССР ,М 632989, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
