I
Иаобретенсю относится к областв што 11атического управления и регулирования и может быть использовано для управления скоростью оеремешеввя шлифовального суппорта прв обработке, например, подшипниковых конец, воевоэможных осей, втулок, осей ксаескък пар поавяжного состава, коленчатых валов двигателей внутреннего сгорания.
Известно устройство ijдля коррекции погрешности от дефс змацни системы СПИД (стайок-приспособиенве - инструмент - детата.) в системах програмлдаого управления станка с датчиком деформации, установленным на перемещаемся органе, и датчиком офатнЫ) связи, выпалвенным в виде сельсина, питаемого от задаюпего генератора, на валу которого установлен датчик тактирующих импульсов. Гфичем выход датчика деформации соединен с валом датчика обратной связи через микродвигатель и дифференциал.
Низкая надежность системы обусловлена применением электроцвигагеля в каналах обратной связи и коррекций.
Наиболее техническим решением к изобретенюо является устройств во| 23для у|фавпення шлифовальным станке, включающее датчик деформсшин, генератор «мпульссж я перВ|Л нут.-орган, первый вход которого подключен к делителю напряжения, второй вход - к датчи10ку размера детали н вторса у нуль-органу, Щ)угой вход которсяо подключен к задатчику уставок. Выход первого нудьоргана подключен к исполнительному органу станка, другой вход которого под15. ключен к выходу второго нуль-органа. Канал коррекции содержит счетчик импульсов, кдвочевыб злеллиты, датчик начала шлифования и третий нуль-орган, первый вход которого соедамен с дагчи.-
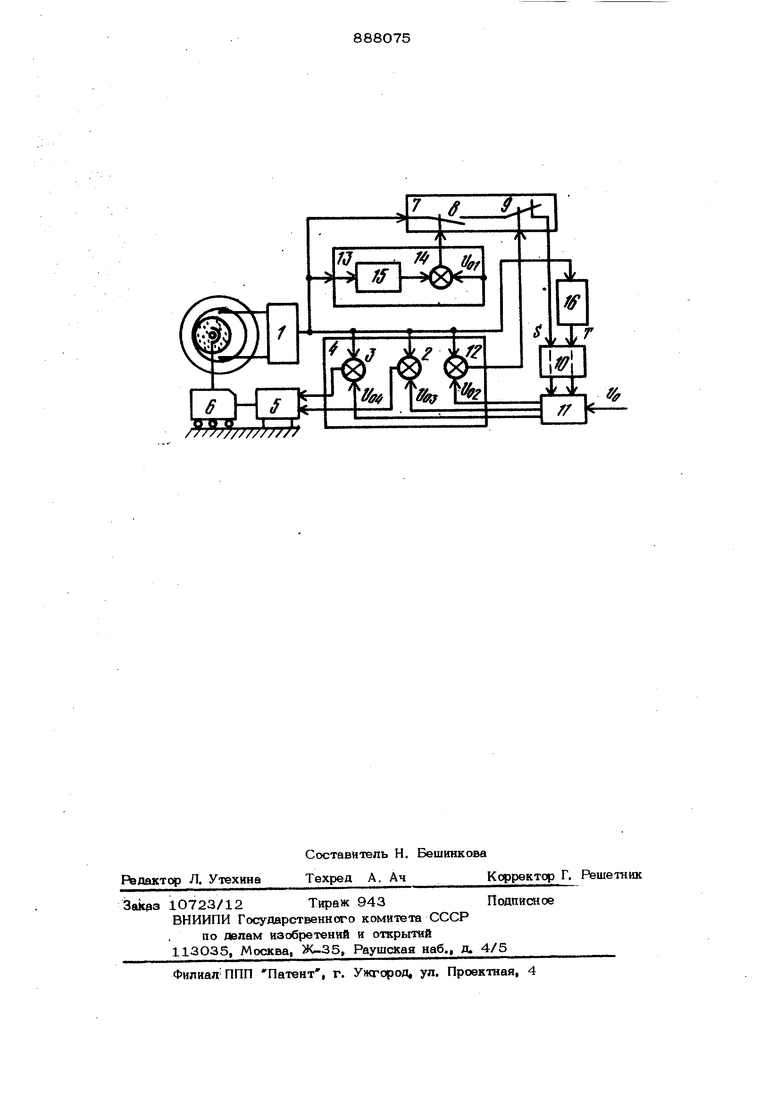
20 ком деформаций, второй вход - с выходом задатчика уставок. Счвтчик импульсов подключен через ключевые элементы к делителю напряжения, к выходам генератора импульсов, третьего нуль-органа и датчика начала шлифования. Ледостатком этой системы является невысокая точность коррекции иа-ва фор мирования корректирующего сигнала без учета величины припуска заготовки, а также из-за того, что момент начала шл фования фиксируется с большой погрешна стью, поскольку для фиксации .момента начала шлифования (момента включения рабочей подачи) используется сшгнал непосредственно с выхода преобразователя деформаций, так как этот сигнал имеет большой дрейф нуля, обусловленный большей дисперсией жесткости станка (изменением зазоров, натягов в подвижных уалах станка и т. п.). Целью изобретения является повышени точности обработки путем повышения точности управления. Это цель достигается тем, что в сист му управления подачей шлифовального станка, содержащую последовательно вкл ченные датчик припуска, блок измерения постоянной времени системы СПИД, блок памяти, корректор, первый компаратор и исполнительный орган, второй выход корректора через второй компаратор соединен со вторым входом исполнительного органа причем вторые входы первого и второго компараторов соединены с выходом датчика припуска, н датчик касания, вход соединен с выходом дагчика припуска, дополнительно введены ко мутатор и третий компаратор, вьхход кот рого соединен с первь1м входом коммута тора, связанного вторым входом с выхо дом датчика касания. Первый и второй входы третьего компаратсра соединены -соответственно с выходом датчика припуска и третьим выходом корректора, а второй вход блока памяти подключен к выходу коммутатора, соединенного треть им входом с вьгходом датчика 1фипуска. В систексе осуществляется коррекция в личины припуска на вьйаживание в зави симости от величины постоянной времени системы СПИДТ и от величины припуска, сошлифсжаннсяго к моменту включения выхаживания; скорректированного На чертеже приведена структурная сх ма системы. Система содержит датчик 1 припуска п фуемсА детали, через первый 3 (размер) 8 вторсЛ 2 (выхаживание) компараторы программного блока 4, подключенный к исполнительным органам 5 перемещения шлифовальной бабки 6, коммутатор 7 (выполненный, например, в виде последовательно включенных ключей 8 и 9), через канал S припуска блока памяти 1О и корректор 11, подключенный вторым выходом компаратору 2 блока 4 и через третий компаратф 12, подключенный к датчику припуска 1 и к первому управляющему вхо блока 7. Второй управляющий вход блока 7 подключен к датчику касания 13, выполненного, например, в виде последовательно включенных компаратора 14 и дифференцирующей цепи 15. Третий вход блока 7 подключен к датчику припуска 1. Блок 16 измерения постоянной времени системы СПИД подключен к датчику 1 и через канал Т блока памяти 1О к корректору 11. Система работает следующим образом. При подводе шлифовального круга к шлифуемому изделию начинается процесс сошлифования припуска. Момент начала шлифования фиксируется датчиком 13, а на выходе блока 15 появляется сигнал, соответствующий изменению припуска шлифуемого изделия. Этот сигнал в компараторе 14 сравнивается с заданным уровнем сигнала С. Величина U(Устанавливается такой, чтобы компаратор 14 срабатывал от минимального сигнала, поступающего на один его вход с дифференцирующей цепи 15, в момент начала шлифования. При срабатывании компаратора 14 замыкается ключ 8 блока 7, подключая выход датчика 1 припуска к каналу блока 1О памяти. :В процессе сьема припуска с блсжа 16 измерения Постоянной времени в канал Т блока Ю памяти поступает информация о величине постоянной времени Т технологического процесса шлифования ( :системы СПИД). Блок 10 памяти содержит канал Т для хранения инффмации о величине постоянной времени технологического процесса шлифования и канал 9 для хранения информации о величине припуска, сошлифованного к моменту включения выхаживанияПри шлифовании детали с большим припуском к моменту включения выхаживания в системе СПИД будет накоплена : . информация о величине сошлифованнсяго к этому моменту припуска. В этом случае на выхаживание требуется больший припуск с учетом коррекции по пост1эянНой времени Т, которая осуществляется блоком 16 через блок 1О памяти и корректор 11 путем изменения величины задающего уровня Uoo, . Когда будет сошпифован припуск, соот ветствующий уровню, компаратор 12 от кпючит сигнал с датчика 1 припуска от блсяса 1О памяти путем размыкания ключа 9. Уровень срабатывания U ком паратсра 12 задают несксшько большим (на величину &J величины припуска на выхаживание для того, чтобы обеспечить необходимое время для срабатывания канала коррекции по припуску. При шлифовании детали с меньшим при пуском к моменту включения выхаживания 00 будет накоплен меньший натяг и, еле довательно, на выхаживание потребуется меньший припуск. Однако, если уровень срабатьшания компаратора 12 оставить П1эежним Uo2. О сигнал коррекции по припуску, соответствующий величине сошлифованного к этому моменту припуск будет внесена погрешность того, что с момента срабатывания компаратора 12 до момента включения выхаживания процесс шлифования продолжается и нат51Г системы СПИД увеличится на определенную величину, и на выхаживание необходи большой припуск. Для исключения это& дополнительной погрешности коррекции опорный уровень компаратс а 12 устанавливается не относительно нулевого припуска, а относительно корректируемог по постоянной времени Т уровня Ор- , т. е, уровень О pj. выполнен плавающим: он устанавливается в корректс ю 11 относительно уровня Оог всегда немного (на величину Л) больше его и при коррекции смещается вместе с ним. В процессе сошлифовывания припуска сигнал с датчика 1, поступающий на входы компараторов 2, 3 и 12,уменьшается и когда он будет соответствовать величине Оо2. оставшегося припуска, компаратор 12 срабатьюает. При этом разомкнется ключ 9, и блок Ю зафиксирует величину сошлифованного припуска. Корректор 11 считывает из блока 10 значения величины постоянной времени Т технологического процесса шлифования и величины сошлифованного припуска и формирует сигнал Uo срабатывания компаратора 2 и СИ1 чал иосрабатывания компаратора 3 с учетоц изменяющихся величин: постоянней времени Т а. припуска, сошлифованного с начала шлифования до момента включения выхаживания. Таким образом компаратср 2 срабатывает при достижении величиной оставшего ся припуска значения, которое необходиМО оставить для выхаживания -с учетом постоянней времени технологического процесса шлифования и с учетом припуска заготошси. Когда сигнал с датчика 1 достигнет величины О 03 соответствующей припуску, оставленному на выхаживание, срабатывает компаратор 2-е помощью исполнительных органов 5 отключается подача (затормаживается шлифовальная бабка 6). Начинает::я вькаживание. При полностью снятом припуске включается сипнал отвода шлифовального круга (шлифовальнсА бабкя 6) с помощью компаратора 3. Предложенная система обеспечивает дисперсию размера офаботанных деталей не более 4 мкм (у прототипа 8мкм). При этом надежность РШ О,98 (у прототипа - О,96). Система может быть применена на всех типах шлифовальных станков. Формула изобретения Система управления подачей шлифовального станка, содержащая последовательно включенные датчик припуска, блок измерения постоянной времени сис темы СПИД, блок памяти, корректор, первый компаратор и испопнительньй орган, второй выход корректора через второй компаратор соединен со вторым входом исполнительного сагана, причем вторые входы первого и вторсмго компараторов соединены с выходом датчика припуска, и датчик касания, вход котсрсяго соединен с выходом датчика припуска, отличающаяся тем, что, с целью повьшюния точности системы в нее введены коммутатор и третий компаратор, выход которого соединен с первым входом коммутатора, связанного втсрым входсад с выходом датчика касания, причем первый и второй входы третьего компаратора соединены соответст венно с выходе датчика припуска и третьим выходом корректора, а второй вход блсжа памяти подключен к выходу коммутатора, соединенного третьим входом с выходом дьтчика припуска. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 28О182, кл. G О5 В 19/ОО, 197О. 2.Авторское свигетельство СССР 6О6718, кл. GO5 В 19/ОО.1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1981 |
|
SU956258A1 |
| Устройство активного контроля | 1981 |
|
SU963839A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство для программного управления шлифовальным станком | 1985 |
|
SU1306700A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Система дискретного управления процессом шлифования | 1978 |
|
SU878543A1 |
| Система управления шлифовальным станком | 1977 |
|
SU643315A1 |