(54) СПОСОБ КОРРЕКЦИИ ПРОГРАММЫ
1
Изобретение относится к управлению и регулированию, а более кош«ретно к способам программного управления подачей при шлифовании.
Известен способ управления подачей шлифовального суппорта, включающий формирование управляющего сигнапа, npt пориионального текущему изделия, формирование корректирующего сигнала, пропорционального величине припуска и скорости его съема, суммирование последнего с опорным сигналом, сравнение управляющего сигнала с суммарньтм сигналом и формирование сигнала на иэменение подачи при их равенстве 1,
Однако этот способ не учитывает влияния других возмущающих воздействий на процесс обработки, таких, например, как режущая способность шлифовального круга, изменение его размеров, температурные деформации и т. п. Способ учитывает только величину припуска, поскольку CKt рость съема припуска, в основном, определяется величиной припуска на обраШЛИФОВАНИЯ
ботку. Это приводит к низкой точности коррекции.
При реализации такого способа необходимо применение запоминающего и других сложных устройств для хранения в выдачи информации о состоянии процесса шлифования в определенный момент технологического процесса с целью коррекции величины припуска на выхаживание.. Это приводит к усложнению системы
10 управления шлифованием и снижает ее надежность.
Наиболее близким по технической су№ности к изо етению является способ
15 коррекции припуска на выхаживание при шлифовании, заключающийся в формировании в процессе обработки детали управляющего сигнала, пропорционального текущему размеру, формирование кори
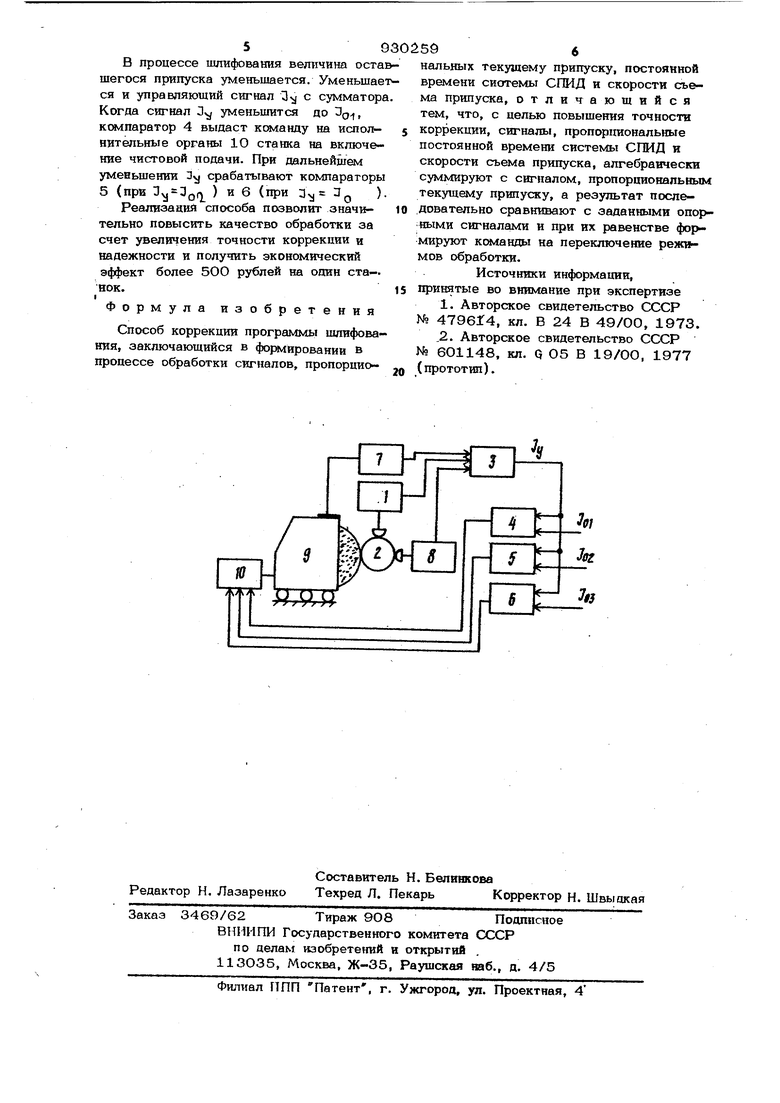
20 ректирующего сигнала, пропорционального постоянной времени системы СПИД, суммирование его с опорным сигналом, сравнение управляющего сигнала с сум; и формирова гае сигнала на изменение подачи при их равенстве 2. Однако этим способом нельзя рбеспечить высокую точность коррекции, поскольку постоянная времевд учитывает большинство факторов, влияющих на процесс выхаживания, но не учитывает ск рость действительной (фактической) подачи перед выхаживанием. Постоянная speMeiffl системы СПИД измеряется в начале цикла шлифования, а коррекция команды на изменение подачи осуществляется в конце цикла, В силу того, что шлифовальный круг засаливае-гся и в течение одного.цикла имеет суще 15 ственно различную режущзто способность, постоянная времени также существенно изменяется, так как режущая способность круга является одной из составляющих постоянной времени системы СПИД. да следует,- что для формирования корректируюшего сигнала необходимо постоянную времени измерять вблизи команды на изменение режима шлифования. Сложность реализации, обусловленная необходимостью применения запоминающего, врезного и других сложных уст ройств для запоминания, хранения и выдачи в определенный момент технологического процесса информации о процессе шлифования приводит к существенному усложнению системы управления шлифованием и снижает ее надежность. Цель изобретения - повышение точности коррекции. Поставленная цель достига.ется тем, что согласно способу коррекции програм мы шлифования производят формирование . в процессе обработки сигналов, пропоргциональных текущему припуску, постоянной времени системы СПИД, скорости съема припуска, причем сигналы, пропор циональные постоянной времени системы СПИД и скорости съема припуска, алгеб раически суммируют с сигналом, пропорциональным текущему припуску, а результат последовательности сравнивают с заданными опорными сигналами и при их равенстве формируют команды на пер ключение режимов обработки. Настройка опорных уровней, соответствующих заданным величинам припуска, при которых необходимо уменьшить скорость подачи, осуществляется по сум марному управляющему сигналу 3v, . Пр чем 3sf выбирают при максимальных значениях постоянной времени Т системы СПИД и скорости П:.ема припуска V . Для этого случая переключение с чернового шлифрвания на чистовое осуществляется, когда -ч/ равно опорному сигналу DO. Переключение с чистовой подачи на выхаживание осуществляется, когда Jv/ равно опорному сигналу Зд(. Окончание шлифова1шя осуществляется в точке О, когда припуск равен нулю. При шлифовании изделия с меньшими значениями Т и V величина управляющего сигнала бопьше предыдущей ( , при которой осуществлялась настройка уровней Э обеспечит коррекцию моментов срабатывания компараторов на величину изменения Т и V . Таким образом, при изменении условий шлифования в управляющий сигнал вносится поправка (коррекция) и на изменение режимов шлифования выдаются с запаздыванием. 13еличина запаздывания, внесенная в управляющий сигнал в масштабе, припуска, пропорциональна величине постоянной времени системы СПИД и скорости съема припуска. На чертеже схематически изображено устройство для реализации способа. Устройство содержит измеритель 1 размера обрабатываемой детали 2, через сумматор 3 подключенный к первым Bxtvдам компараторов 4-6 команд, измерители постоянной времени 7 и скорости подачи 8, подключенные к сумматору 3. Устройство работает cлeдyющv M оЬразом. При подводе шлифовального суппорта 9 к обрабатываемой детали 2 начинает ся съем металла. На сумматор 3 постуц ет информация о процессе шлифования в виде электрических сигналов: с измерителя 1 - сигнал, пропорциональный величине оставшегося припуска с измерителя 7 - сигнал, пропорциональный величине постоянной времени системы СПИД,с измерителя S - сигнал, пропорциональный скорости съема припуска. Причем сигналы с измерителей 7 и 8 подаются на сумматор так, чтобы они вычитались из сигнала с измерителя 1. Алгебраическая сумма сигналов с выхода сумматора 3 в виде управляющего С11гнала 3, подается на первые входы компараторов 4, 5 и 6. На вторые входы компараторов поданъ постоянные сигналы, пропорциональные заданным величинам npifflycKOB на чистовое шлифовашю Зд, выхаживание и размер Hfi соответственно. В процессе шлифования величина остав шегося припуска уменьшается. Уменьшает ся и управляющий сигнал D-y с сумматора Когда сигнал Jvy уменьшится до З.,, ксялпаратор 4 выдаст команду на исполнительньге органы 10 станка на включение чистовой подачи. При дальнейшем уменьшении Зу срабатывают компараторы 5 (при Зч, 3о, ) и б (при о ) Реализаций способа позволит значительно повысить качество обработки за счет увеличения точности коррекции и надежности и получить экономический эффект более 5ОО рублей на один стаФормула изобретения Способ коррекции программы шлифования, заключающийся в формировании в процессе обработки сигналов, пропорциональяых текущему припуску, постоянной времени системы СПИД и скорости съема припуска, отличающийся тем, что, с целью повышения точности коррекции, сигналы, пропорциональные постоянной времени системы СПИД и скорости съема припуска, алгебраически суммируют с сигналом, пропорциональным текущему припуску, а результат последовательно сравнивают с заданными опорными сигналами и при их равенстве формируют команды на переключение режимов обработки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N9 4796Г4, кл. В 24 В 49/00, 1973. .2. Авторское свидетельство СССР № 601148, кл. Q 05 В 19/00, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании врезанием | 1973 |
|
SU601146A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Устройство активного контроля | 1981 |
|
SU963839A1 |
