Изобретение относится к станкостроению и может быть использовано в металлообрабатывающей промышленности для управления подачей шлифовального станка.
Цель изобретения - повышение точности обработки за счет адаптивного управления величиной припуска на выхаживание.
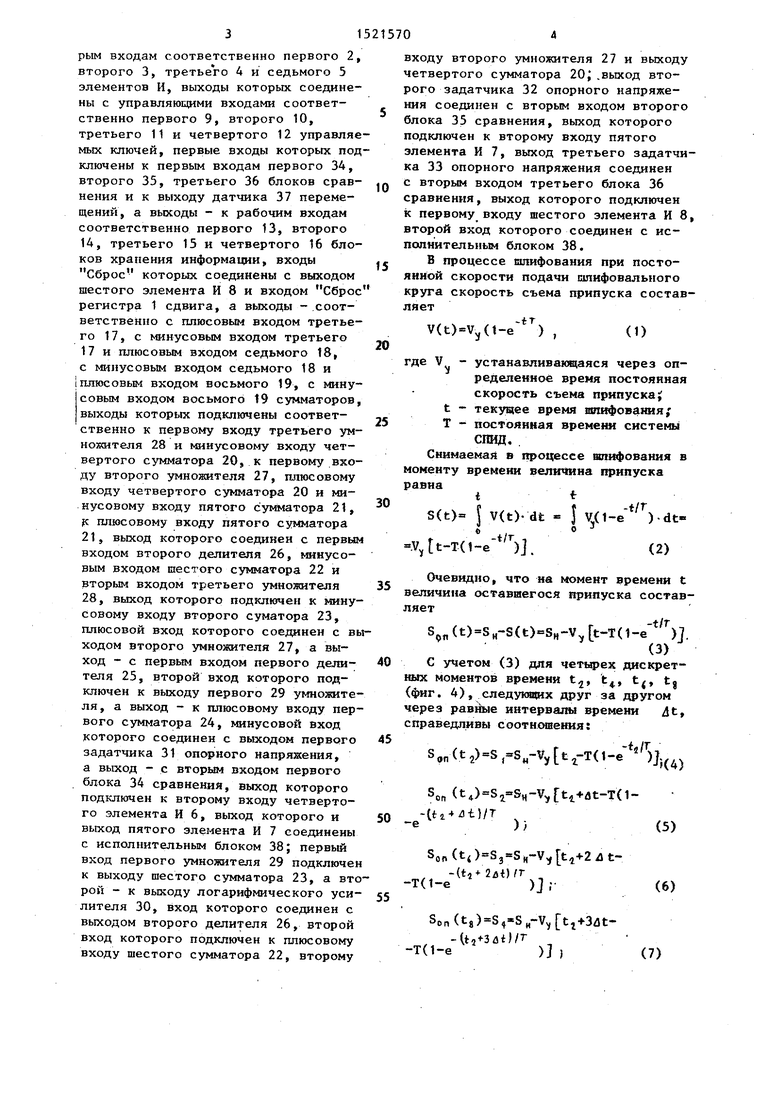
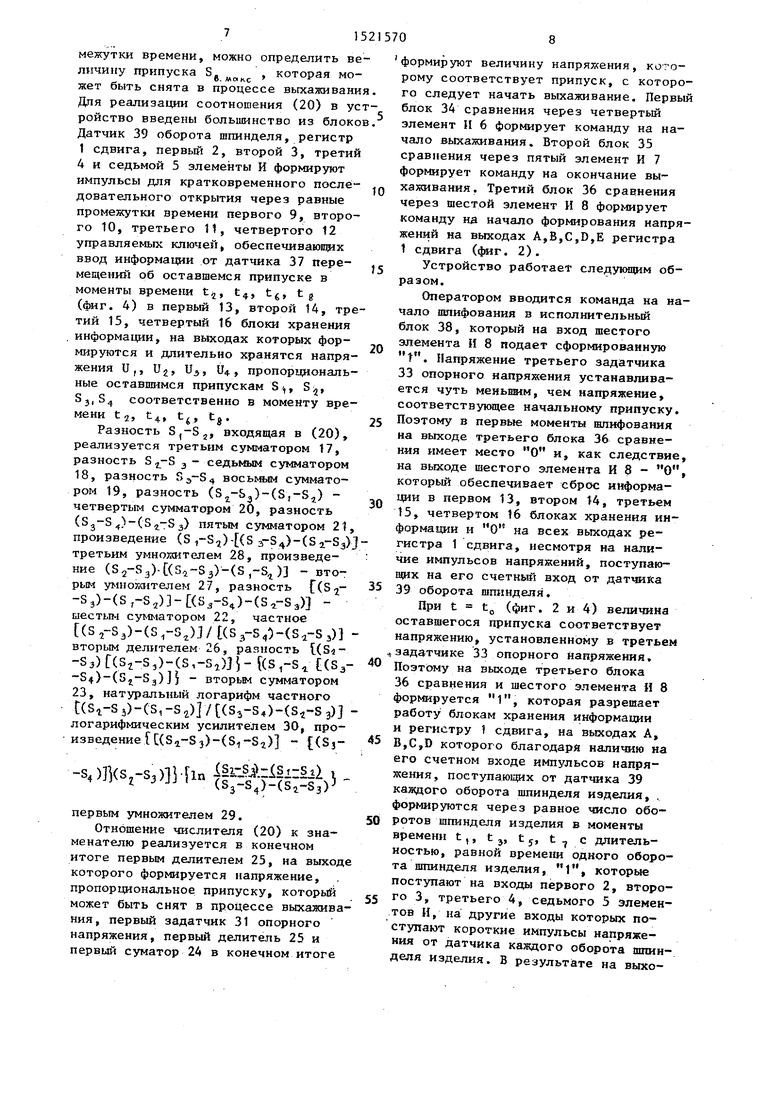
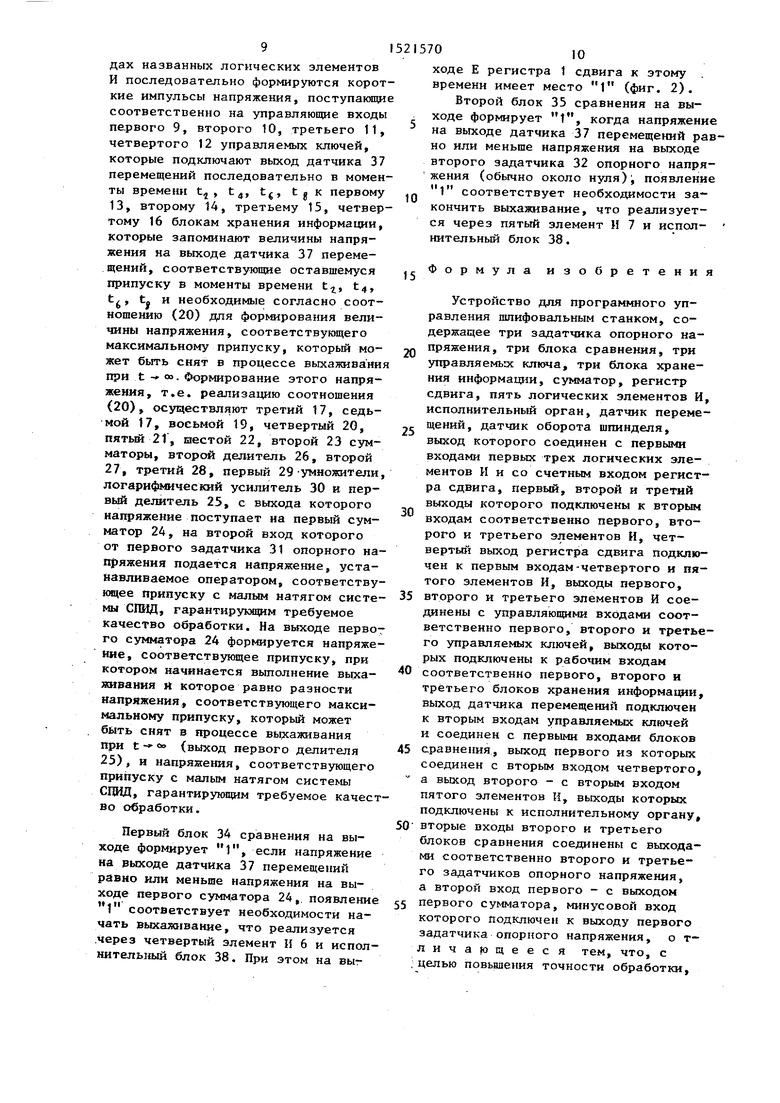
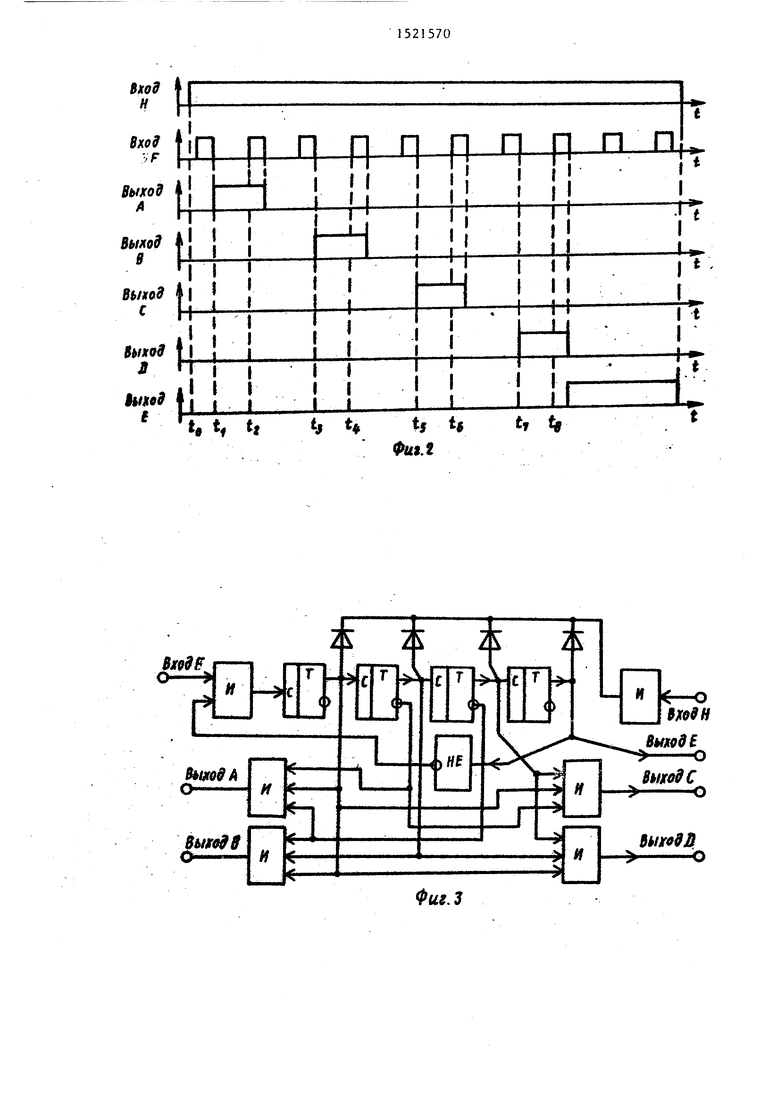
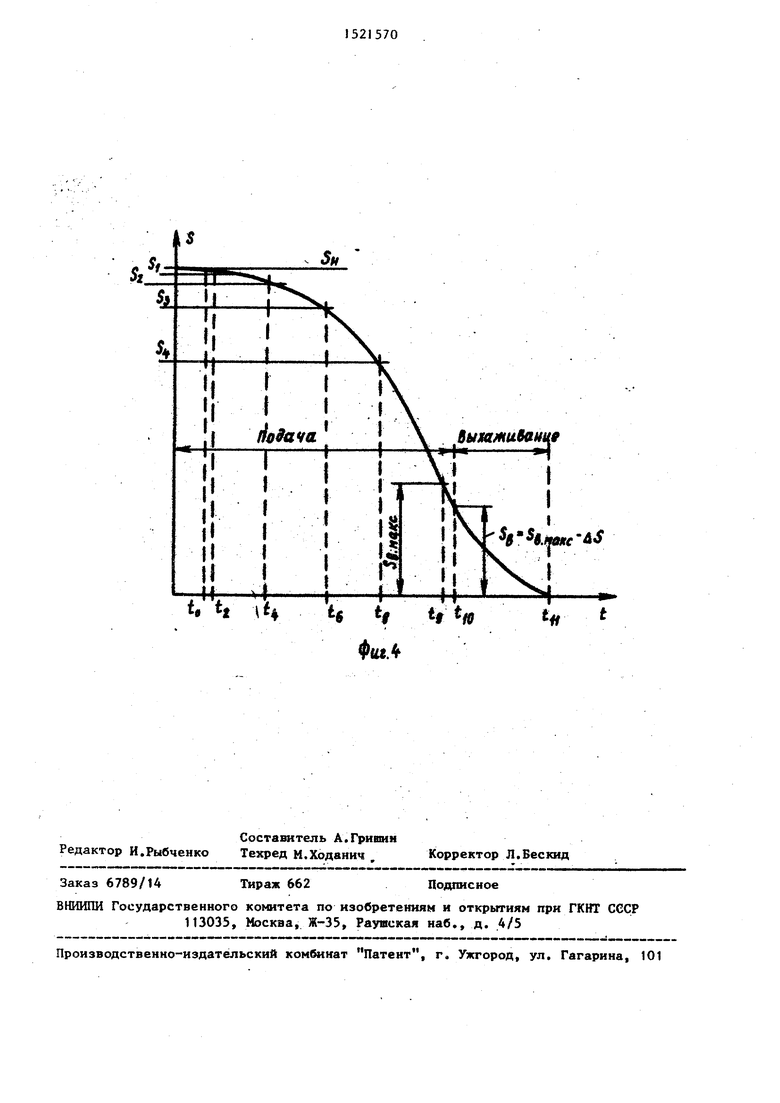
. 1 представлена блок-схема устройства для программного управления шлифовальным станком; на фиг; 2- временные диаграм напряжений на входах и выходах регистра сдвига на 4иг. 3 - принципиальная схема регистра сдвига} на фиг. 4 - динамика съема припуска во времени.
Устройство содержит регистр 1 сдвига с первым-пятым выходами А,Б, С,Д,Е,.Первый 2, второй 3, третий 4, седьмой 5, четвертый 6 пятый 7, шестой 8 логические элементы И, первый
9, второй 10, третий 11 и четвертый 12 управляеьа 1е ключи, первый 13, второй 14, третий 15 и четвертый 16 блоки хранения информации, третий 17, седьмой 18, восьмой 19, четвер- тый 20, пятый 21, шестой 22, второй 23 и первый 24 сумматоры, первый 25 и второй 26 делители, второй 27, третий 28 и первый 29 умножители, логарифмический усилитель 30, первый 31., второй 32, и третий 33 задатчики опорного напряжения, первый 34, второй 35 и третий 36 блоки сравнения, датчик 37 переме1цений, исполнительный блок 38, датчик 39 оборота шпинделя, выход которого соединен с первыми .входами первого 2, второго 3, третьего 4, седьмого 5 элементов И и со счетным входом регистра 1 сдви- . га, выход Е которого подключен к первым входам четвертого 6 и пятого 7 элементов И, а выходы A,B,C,D - к втоСЛ
СП
рым входам соответственно первого 2, второго 3, третье го 4 и седьмого 5 элементов И, выходы которых соединены с управляющими входами соответственно первого 9, второго 10, третьего 11 и четвертого 12 управляемых ключей, первые входы которых подключены к первым входам первого 34, второго 35, третьего 36 блоков срав- нения и к выходу датчика 37 перемещений, а выходы - к рабочим входам соответственно первого 13, второго 14, третьего 15 и четвертого 16 блоков храпения информации, входы Сброс которых соединены с выходом шестого элемента И 8 и входом Сброс регистра 1 сдвига, а выходы - соответственно с плюсовым входом третьего 17, с минусовым входом третьего 17 и плюсовым входом седьмого 18, с минусовым входом седьмого 18 и (ПЛЮСОВЫМ входом восьмого 19, с минусовым входом восьмого 19 сумматоров, выходы которых подключены соответственно к первому входу третьего умножителя 28 и минусовому входу четвертого сумматора 20, к первому входу второго умножителя 27, плюсовому входу четвертого сумматора 20 и минусовому входу пятого сумматора 21, К плюсовому входу пятого сумматора 21, выход которого соединен с первым входом второго делителя 26, ьшнусо- вым входом иестого сумматора 22 и вторым входом третьего умнолмтеля 28, выход которого подключен к минусовому входу второго суматора 23, плюсовой вход которого соединен с выходом второго умножителя 27, а выход - с первым входом первого дели- теля 25, второй вход которого подключен к выходу первого 29 умножителя, а выход - к плюсовому входу первого сумматора 24, минусовой вход которого соединен с выходом первого задатчика 31 опорного напряжения, а выход - с вторым входом первого блока 34 сравнения, выход которого подключен к второму входу четвертого элемента И 6, выход которого и выход пятого элемента И 7 соединены с испол штельным блоком 38; первый вход первого умножителя 29 подключен к выходу шестого сумматора 23, а второй - к выходу логарифмического уси- лителя 30, вход которого соединен с выходом второго делителя 26, второй вход которого подключен к плюсовому входу шестого сумматора 22, второму
входу второго умножителя 27 и выходу четвертого сумматора 20; .выход второго задатчика 32 опорного напряжения соединен с вторым входом второго блока 35 сравнения, вькод которого подключен к второму входу пятого элемента И 7, выход третьего задатчика 33 опорного напряжения соединен с вторым входом третьего блока 36 сравнения, выход которого подключен к первому входу шестого элемента И 8, второй вход которого соединен с исполнительным блоком 38.
В процессе шлифования при постоянной скорости подачи сшифовалыгого круга скорость съема припуска составляет
V(t)
)
(О
где V - устанавливакж яся через определенное время постоянная скорость съема припуска t - текущее время нотифовамия; Т - постоянная временя системы
СИИД, .
Снимаемая в процессе шлифования в моменту времени величина припуска
равна
i
S(t) I )- dt I V(1-
n J
-t/r
.Vjt-TO-e- ).
)-dt« (2)
Очевидно, что не момент времени t величина оставшегося припуска составляет
(t)SH-S(t)SH-V t-T()J.
(3)
С учетом (3) для четырех дискретных моментов времени t, t, t, tg (. 4), следукяцих друг за другом через равйые интервалы времени /}t, справедливы соотношения:
S,(t2)S S«-Vy t -T(t-e ).
(4)
Son (t4)Sa-S4-V,,tt+dt-T(1
)/r
);
(5)
Son (t ).,t4+2 Л t()ir -T(1-e )J,Son(t8).,ti+3at- -Uj Sdtl/T-T(1-e ),
Vg(t)-V,. e
-t/r
51521570
Вычитая из (4) соотношение (5), из (5) соотношение (6), из (6) соота снимаемый к моменту времени t припуск равен -1); t (8)
ношение (7), получим:
S -Sj V -4t+Vy-T-e (е
-t,/T , .. 5
(14)
S,(t) I Vj(t). dt - Vy-T-(1-e ).
S,j-S VyJt+Vj. т-.
, -at/r 10
«(e -1) ,(9)
-глЧ S3-S Vy4t+V,,. Т-е e
f ,. (e -1).
S,(t) I Vj(t). dt - Vy-T-(1-e )
(15)
При t - соотношение (15) принимает вид
S мокс - V.,- Т (16)
т.е величина припуска, которая мо(tO) 15 яет быть снята в процессе выхажива„ ння, равна V-- Т. Эту величину, т.е.
Вычитая из (9) соотношение (8),
а из (10) соотношение (9), получим:
(Sj-J
(St-S3)-(S,.,,
Че- -1) ;(И)
(S5-S,)-(Sj-S3)Vy-T-
Sg аис Vy-T, МОЖНО определить, имея информацию об оставшемся припуске в четырех дискретных моментах 20 времени в начальном этапе шлифования. Из (8) следует, что
f ()-V.,-At I
Vg(t)-V,. e
-t/r
(14)
а снимаемый к моменту времени t припуск равен t
S,(t) I Vj(t). dt - Vy-T-(1-e ).
(15)
При t - соотношение (15) принимает вид
S мокс - V.,- Т (16)
т.е величина припуска, которая мо
Sg аис Vy-T, МОЖНО определить, имея информацию об оставшемся припуске в четырех дискретных моментах времени в начальном этапе шлифования. Из (8) следует, что
f ()-V.,-At I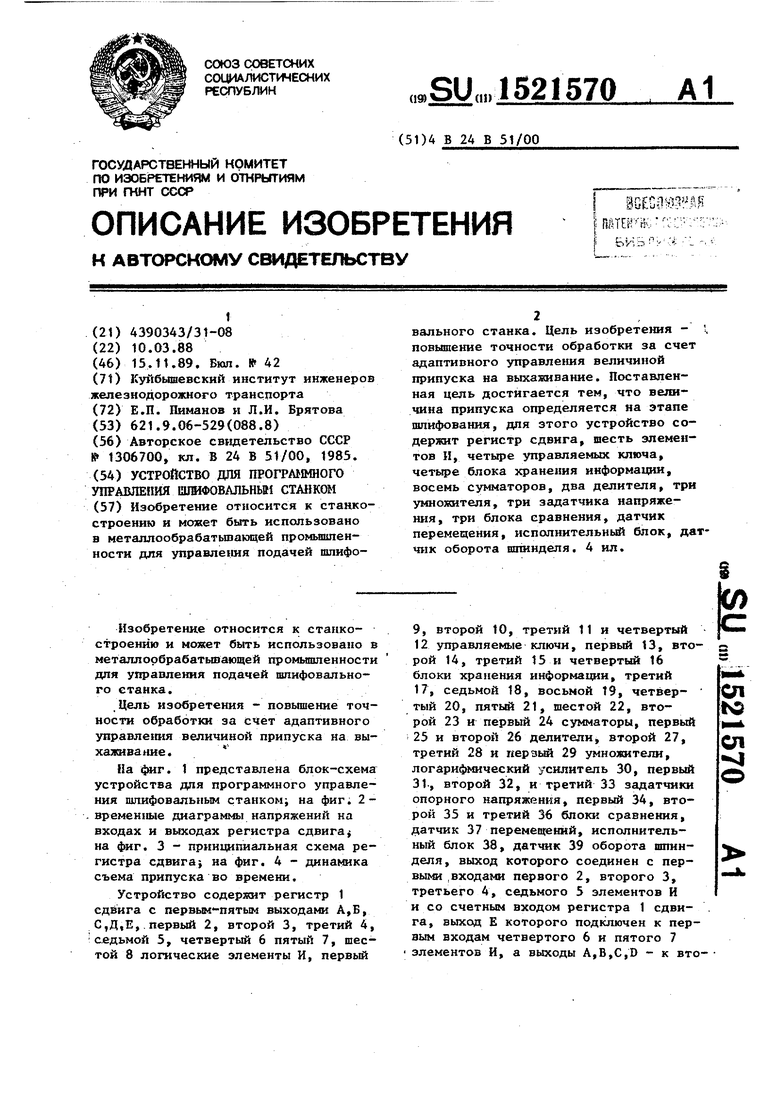

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления шлифовальным станком | 1985 |
|
SU1306700A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Устройство для вычисления математического ожидания | 1986 |
|
SU1383398A1 |
| Устройство для приема цифровых сигналов с непрерывной фазовой модуляцией | 1989 |
|
SU1690211A1 |
| УСТРОЙСТВО ДЕКОДИРОВАНИЯ КАСКАДНОГО КОДА РИДА-СОЛОМОНА | 1993 |
|
RU2036512C1 |
| Электропривод | 1989 |
|
SU1697236A1 |
| Устройство для приема двоичных сигналов с непрерывной фазовой модуляцией | 1989 |
|
SU1753617A1 |
| Пневматическое множительное устройство | 1981 |
|
SU970388A1 |
| Устройство для умножения полиномов многих переменных | 1980 |
|
SU922732A1 |
| Устройство для ассоциативного сжатия информации | 1983 |
|
SU1120390A1 |
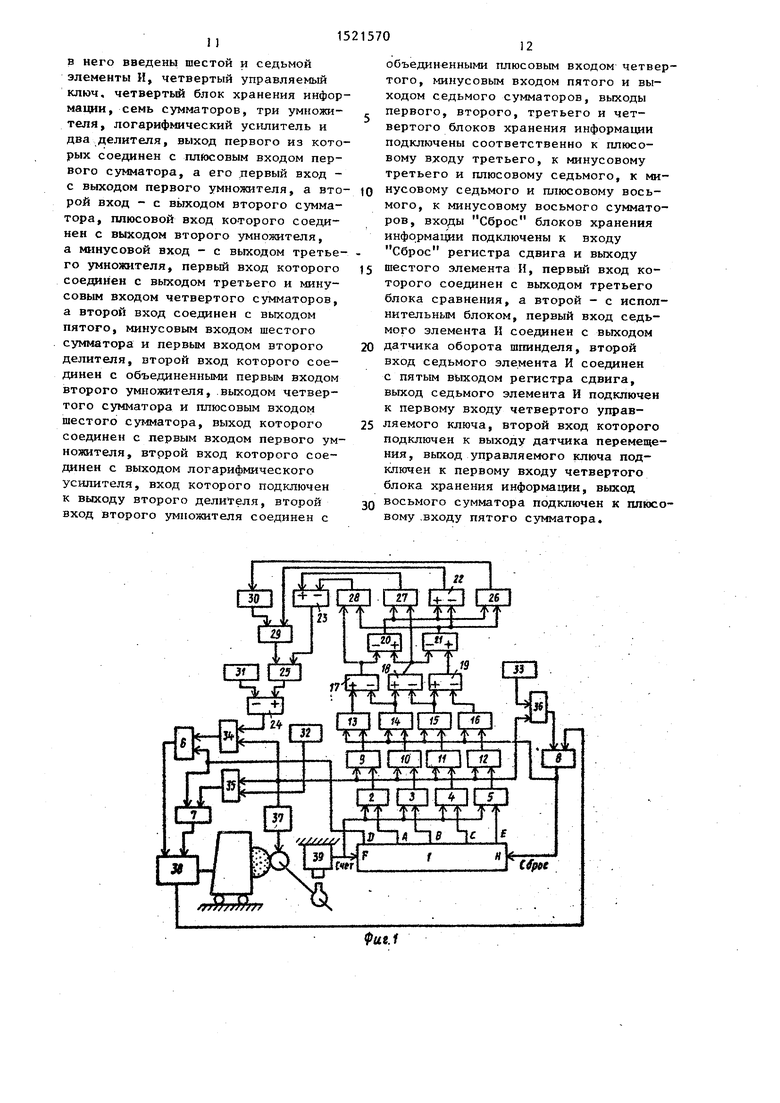
Изобретение относится к станкостроению и может быть использовано в металлообрабатывающей промышленности для управления подачей шлифовального станка. Цель изобретения - повышение точности обработки за счет адаптивного управления величиной припуска на выхаживание. Поставленная цель достигается тем, что величина припуска определяется на этапе шлифования, для этого устройство содержит регистр сдвига, шесть элементов И, четыре управляемых ключа, четыре блока хранения информации, восемь сумматоров, два делителя, три умножителя, три задатчика напряжения, три блока сравнения, датчик перемещения, исполнительный блок, датчик оборота шпинделя. 4 ил.
utn f -ЛЦ-Г 2 e . (e -1).
(12) 25 /CVvKe -1)J.
Разделив (11) и (12) и разрепшв полученное отношение относительно постоянной времени Т, получим
Т 4t/b (13) (S3-S)-(Si-S3) /
Таким образом, имея информацию об оставшемся припуске в четырех дискретных моментах времени, можно по. (13) вычислить постоянную времени систеквл СШЩ.
На этапе выхаливания (в конце вшифовакия) скорость съема припуска равна
V . Т- i§ I§al-iSilS2i e:ll : 5 )
,IS3lStl-iSaiS3L i§irS))SilS);(
„ 4ti iSirS iliSirSj) (Sa-S)-(S;L-S4
,( r. iSi-s.il-(S2-S3)7, (SziS3l-(Si::S7l
(S3-s; -(Si-S3) (Si-S5)-(S,-Sj)- (8з-84)-(5г-5э)
ISt-S з) Д S г1§)-( S, 3( S ,2§ t) r ( irCSilSill 20)
С(8г-8з)-(з, -s j-(s,-s)4-(Si-S3)j-in {|jE|;}Ef| EifyИз (20) следует, что при наличии информации об оставшемся припуске в
(17)
«е
Подставив (17) в (9), получим
S2-S3 V.,At+C(S,-S2) 4tJ«
-л-t/r
(18)
Из (18) следует, что
-лИТ
„ (81-5э)-(81-5г) е ,.QV VN, -ГТТ-ГГТГГУ-Т («9)
Zt()
Умножив левую и правую части (19) на Т и заменив в правой части Т выражением (13), получим:
-G,(Si-S3i-(S,j:Sa)
Q с л /с о ч 7Ss-St)-() iSilSi2. e
Тей Б::1зЪ1с1,::8.1
(S,-S,)-(Sa-S3)
/а t 1 -eJ
,IS3lStl-iSaiS3L i§irS))SilS);(
iSirS iliSirSj) (Sa-S)-(S;L-S4 . iSi-s.il-(S2-S3)7, (SziS3l-(Si
4 дискретных моментах времени, следующих друг за другом через равные прог
межутки времени, можно определить величину припуска Sg , которая может быть снята в процессе выхаживания Для реализации соотношения (20) в уст ройство введены большинство из блоков Датчик 39 оборота шпинделя, регистр 1 сдвига, первый 2, второй 3, третий 4 и седьмой 5 элементы И формируют импульсы для кратковременного последовательного открытия через равные промежутки времени первого 9, второго 10, третьего 11, четвертого 12 управляемых ключей, обеспечивающих ввод информации от датчика 37 перемещений об оставшемся припуске в моменты времени tj, t, t, tg (фнг, 4) в первый 13, второй 14, третий 15, четвертый 16 блоки хранения информации, на выходах которых формируются и длительно хранятся напряжения и,, и, Uj, Уф, пропорциональные оставшимся припускам S:,, Sij, Sj,S соответственно в моменту времени t2, t4, t, tg.
Разность S,-S,j, входящая в (20), реализуется третьим сумматором 17, разность 3 - седьмым сумматором 18, разность восы«лм сумматором 19, разность (S5,-S,)-(S,-S,j) - четвертым сумматором 20, разность (Sj-S )-() пятым сумматором 21, произведение (S i-S,j)-(S з-5)-(5г-5з} третьим умноиителем 28, произведение (82-8з)-С(52-5з)-(8,-8)3 - вторым умнозкителем 27, разность i(Sj-S3)-(s,-S2))-(Sa-S3)3
шестым сумматором 22, частное (S,,-S3)-(S,-S)j/i:(S3-S4)-(Si-S3)} - вторым делителем 26, разность t(S«- -Sj)r(S2-Sj)-(S,-Sj)Jj-(S,-S (83- 84)-()5 - BTOpbw сумматором 23, натуральный логарифм частного t(Si-S3)-(Si-S,,)/C(S3-S4)-(Si-S3)j - логарифмическим усилителем 30, произведение C(Si-Sj)-(Si-Si) - t S3-s,)(s,-s,)iFin{|C:.yifi: |i,Sпервым умножителем 29.
Отношение числителя (20) к знаменателю реализуется в конечном итоге первым делителем 25, на выходе которого формируется напряжение, пропорциональное припуску, который может быть снят в процессе выхаживания, первый задатчик 31 опорного напряжения, первый делитель 25 и первый суматор 24 в конечном итоге
формируют величину напряжения, которому соответствует припуск, с которого следует начать выхаживание. Первый блок 34 сравнения через четвертый элемент И 6 формирует команду на начало выхаживания. Второй блок 35 сравнения через пятый элемент И 7 формирует команду на окончание выхазкивания. Третий блок 36 сравнения через шестой элемент И 8 формирует команду на начало формирования напряжений на выходах A,B,C,D,E регистра 1 сдвига (фиг. 2).
с Устройство работает следукнцим образом.
Оператором вводится команда на начало шлифования в исполнительный блок 38, который на вход шестого
элемента И 8 подает сформированную т. Напряжение третьего задатчика 33 опорного напряжения устанавливается чуть меньвв{м, чем напряжение, соответствующее начальному припуску.
5 Поэтому в первые моменты шлифования на выходе третьего блока 36 сравнения имеет место О и, как следствие, на выходе шестого элемента И 8 - О, который обеспечивает сброс информации в первом 13, втором 14, третьем 15, четвертом 16 блоках хранения информации и О на всех выходах регистра 1 сдвига, несмотря на наличие импульсов напряжений, поступающих на его счетный вход от дат ШКа
5 39 оборота шпинделя.
При t t(j (фиг. 2 и 4) величина оставшегося припуска соответствует напряжению, установленному в третьем заяатчкке 33 опорного Напряжения.
Поэтому на выходе третьего блока 36 сравнения и шестого элемента И 8 формируется 1, которая разрешает работу блокам хранения информации и регистру 1 сдвига, на выходах А, 5 B,C,D которого благодаря наличию на его счетном входе импульсов напряжения, поступающих от датчика 39 каждого оборота шпинделя изделия, , формируются через равное число обо- 0 РОГОВ шпинделя изделия в моменты времени t,, tj, ty, t с длительностью, разной времени одного оборота шпинделя изделия, 1, которые поступают на входы первого 2, второ- 55 го 3, третьего 4, седьмого 5 элементов И, на другие входы которых поступают короткие импульсы напряжения от датчика каждого оборота шпинделя изделия. В результате на выхо0
дах названных логических элементов И последовательно формируются короткие импульсы напряжения, поступакш е соответственно на управляющие входы первого 9, второго 10, третьего 11, четвертого 12 управляемых ключей, которые подключают выход датчика 37 перемещений последовательно в моменты времени Ц, t, tj, tg к первому
13, второму 14, третьему 15, четвертому 16 блокам хранения информации, которые запоминают величины напряжения на выходе датчика 37 переме- .щений, соответствующие оставшемуся припуску в моменты времени t, t, t,, tj и необходимые согласно соотношению (20) для фop в poвaния величины напряжения, соответствующего максимальному припуску, который может быть снят в процессе выхаживания при t - 00. Формирование этого напряжения, т.е. реализацию соотношения (20) осуществляют третий 17, седьмой 17, восьмой 19, четвертый 20, пятый 21, шестой 22, второй 23 сумматоры, вторсЛ делитель 26, второй 27, третий 28, первый 29 умножители, логарифмический усилитель 30 и первый дeJштeль 25, с выхода которого напряжение поступает на первый сумматор 24, на второй вход которого от первого задатчика 31 опорного напряжения подается напряжение, устанавливаемое оператором, соответствующее припуску с малым натягом системы СШ1Д, гарантирутсяцим требуемое качество обработки. На выходе перво го сумматора 24 формируется напряжение, соответствующее припуску, при котором начинается вьтолнение вьгха- яивания и которое равно разности напряжения, соответствующего максимальному припуску, который может бить снят в процессе вьрсаживания при t (выход первого делителя 25), и напряжения, соответствующего припуску с малым натягом системы , гарантирующим требуемое качество обработки.
Первый блок 34 сравнения на выходе формирует 1, если напряжение на выходе датчика 37 перемещений равно или меньще напряжения на выходе первого сумматора 24, появление
1 соответствует необходимости начать выхаживание, что реализуется .через четвертый элемент И 6 и исполнительный блок 38. При этом на выг
g
2157010
ходе Е регистра 1 сдвига к этому времени имеет место 1 (фиг. 2).
Второй блок 35 сравнения на выходе формирует 1, когда напряжение на выходе датчика 37 перемещений равно или меньше напряжения на выходе второго задатчика 32 опорного напряжения (обычно около нуля); появление 1 соответствует необходимости закончить выхаживание, что реализуется через пятый элемент И 7 и исполнительный блок 38.
5
0
5
0
5
0
5
0
5
Формула изобретения
Устройство для программного управления шлифовальным станком, содержащее три задатчика опорного напряжения, три блока сравнения, три управляемых ключа, три блока хранения информации, сумматор, регистр сдвига, пять логических элементов И, исполнительный орган, датчик перемещений, датчик оборота шпинделя, выход которого соединен с первыми входами первых трех логических элементов И и со счетным входом регистра сдвига, первый, второй и третий выходы которого подключены к вторым входам соответственно первого, второго и третьего элементов И, четвертый выход регистра сдвига подключен к первым входам-четвертого и пятого элементов И, выходы первого, второго и третьего элементов И соединены с управляющими входами соответственно первого, второго и третьего управляемых ключей, выходы которых подключены к рабочим входам соответственно первого, второго и третьего блоков хранения информации, выход датчика перемещений подключен к вторым входам управляемых ключей и соединен с первыми входакм блоков сравнения, выход первого из которых соединен с вторым входом четвертого, а выход второго - с вторым входом пятого элементов И, выходы которых подключены к исполнительному органу, вторые входы второго и третьего блоков сравнения соединены с выходами соответственно второго и третьего задатчиков опорного напряжения, а второй вход первого - с выходом первого сумматора, минусовой вход которого подключен к выходу первого задатчика опорного напряжения, о т- личающееся тем, что, с целью повьааения точности обработки.
в него введены шестой и седьмой элементы И, четвертый управляемый ключ, четвертый блок хранения информации, семь сумматоров, три умножи- теля, логарифмический усилитель и два делителя, выход первого из которых соединен с пл1осовым входом первого сумматора, а его первый вход - с выходом первого умножителя, а вто рой вход - с вьжодом второго сумматора, плюсовой вход которого соединен с выходом второго умножителя, а минусовой вход - с выходом третье го умножителя, первый вход которого соединен с выходом третьего и минусовым входом четвертого сумматоров, а второй вход соединен с выходом пятого, минусовым входом шестого сумматора и первым входом второго делителя, второй вход которого соединен с объединенными первым входом второго умножителя,.выходом четвертого сумматора и плюсовым входом шестого сумматора, выход которого соединен с первым входом первого ум- ноямтеля, второй вход которого соединен с выходом логарифмического усилителя, вход которого подключен к выходу второго делителя, второй вход второго умножителя соединен с
объединенными плюсовым входом четветого, минусовым входом пятого и выходом седьмого сумматоров, выходы первого, второго, третьего и четвертого блоков хранения информации подключены соответственно к плюсовому ВХОДУ третьего, к минусовому третьего и плюсовому седьмого, к минусовому седьмого и плюсовому восьмого, к минусовому восьмого сумматоров, входы Сброс блоков хранения информации подключены к входу Сброс регистра сдвига и выходу шестого элемента И, первый вход которого соединен с выходом третьего блока сравнения, а второй - с исполнительным блоком, первый вход седьмого элемента И соединен с выходом датчика оборота шпинделя, второй вход седьмого элемента И соединен с пятым выходом регистра сдвига, выход седьмого элемента И подключен к первому входу четвертого управляемого ключа, второй вход которого подключен к выходу датчика перемещения, выход управляемого ключа подключен к первому входу четвертого блока хранения информации, выход восьмого сумматора подключен к плюсовому .входу пятого сумматора.
Фиг.З
Фа«
| Устройство для программного управления шлифовальным станком | 1985 |
|
SU1306700A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
