Изобретение относится к производству тенлоизоляционных изделий, преимущественно минераловатных, и может быть использовано в промышленности строительных материалов.
Цель изобретения - новышение нроиз- водителыюсти.
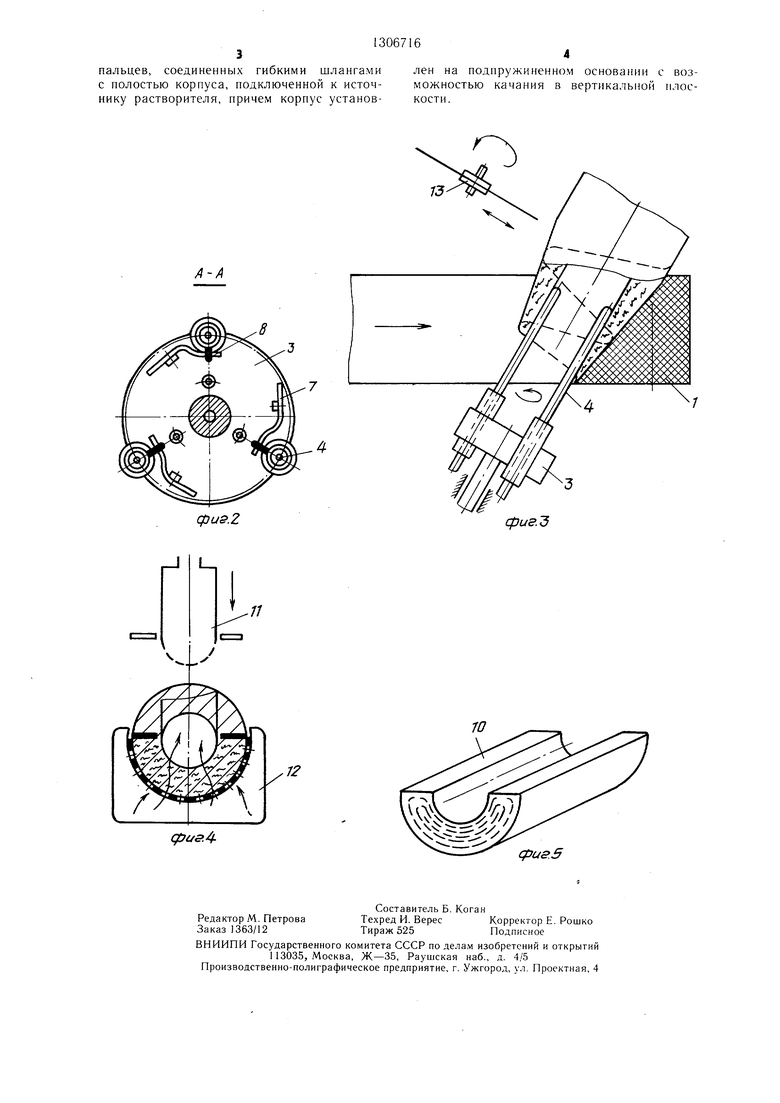
На фиг. 1 показано устройство, нродоль- ный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 -- устройство, вид в плане; на фиг. 4 и 5 - последовательность но- лучения изделий в виде минераловатных скорлуп.
Устройство для изготовления минераловатных цилиндров содержит подаюнлий транснортер 1,и установленную под углом к нему вращающуюся 1ерфорированную скалку 2, консольно закрепленную в пустотелом корпусе 3. Скалка 2 вьиюлнепа в виде размещенных но окружности корпуса 3 с воз.можпостью осевого перемещения пустотелых перфорированных пальцев 4, соединенных гибкими шлангами 5 с полостью корпуса 3, подключенной к источнику растворителя, нричем корпус 3 установлен на подпружиненном основании 6 с возможностью качания в вертикальной плоскости. Корпус 3 со стороны подключения 1нлангов 5 но окружности снабжен тремя поворотными вн;1ками 7, взаимодействуюншми своими концами со штифтами 8 пальцев 4 и упорны.м возвратным роликом 9 на основании 6. Готовое изделие 10 формуется пуансоном 11 в матрипс 12 прессованием отрезка цилиндра, получаемого с помощью дис- KOBoi o ножа 13.
Способ изготовления цилипдров осун1ествляется разом.
Лепта ковра, подаваемая по конвейеру, авиваетея на нальцы 4, н)и этом вращение корпуса 3 производится за счет прижима пальцев 4 к конвейеру. Прижим осуществляется подпружиненным основанием 6, качающимся в вертикальной плоскости. Плотность и диаметр навиваемой заготовки зависят от установки угла между осью корпуса 3 и нанравление.м движения конвейера.
Часть навитого цилиндра отрезается дисковым ножом 13 и нрипимается на боковой стол (не показан), откуда передается на прессование в .матрицу J2. В процессе формирования цилиндра но це}1тральному шлангу от источника растворителя в нолость корнуса 3 нагнетается растворитель, например вода, которая по периферийиым шлангам 5 подается в нолости нальцев 4, откуда по их перфорациям вводится в материал, увлажняя его в месте контакта. При сходе цилиндра на сторону он движется вместе с пальцами 4. При набегании вилок 7 на
ролик 9 одним из своих концов, другим KOEIцом вилок 7, взаимодействующих со штифтами 8 на нальцах 4, пальцы 4 резко выминераловатныхследующим об
0
5
0
дергиваются из цилиндра, обеспечивая его свободный сход на сторону. Количество подаваемого в пальцы 4 растворителя подбирается таким, чтобы смоченный материал обеснечивал автоматическое удаление налипающей на пальцы 4. смолы.
Пример. Лента минераловатного ковра н ириной 500 мм, толщиной 30-40 мм, про- нитанная водны.м. растворо.м фенолснир- тов до концентрации связующего 6%, навивается на три пальца длиной 700 мм диаметром 22 м.м. Плотность ленты 50 кг/.м. При это.м на установке навивается бесконечный цилиндр с наружны.м диаметром 230 м.м плотностью 85 кг/м. Внутри цилиндра формируется пустотная нолость по форме равностороннего треугольника с плонхадью, определяемой технологией прессования рав- поплотной скорлупы диаметром 108/230 мм, в данном случае сечение полоети внутри навитого цилиндра равно 6200 мм 2. На заготовку длиной 1 м расход растворителя (воды) составляет всего 20-25 г, что обеспечивает устойчивый сход цилипдра с пальцев 4. Из заготовки получают скорлупу нлотноетью 150 кг/м-.
Способ изготовления цилиндров позволяет реа;1изовать технологию получения непрерывного цилиндра в простом устройстве, исключающе.м применепие енециальных автоматических приводных систем, что повышает надежность этого устройства, а также обеспечить непрерывность процесса павивки, практичееки иеключающего профилактические остановки на очистку формующих поверхпостей от смолы, что увеличивает фонд рабочего времени оборудования, а следовательно, и производительность.
Формула изобретения
1.Снособ изготовления минераловатных цилиндров нутем непрерывной подачи про- питапной связуюпшм ленты ковра нод углом на вращающуюся перфорированную скалку, навивки бесконечного пустотелого цилиндра и его резки на мерные отрезки после схода со скалки, отличающийся те.м, что, с целью повышения производительности в процессе навивки цилиндра формующую новерхность скалки увлажняют подаваемым через ее перфорации растворителе.м связую щ.его.
2.Уетройство для изготовлепия минераловатных цилиндров, содержащее подающий транепортер и установленную под углом к не.му вращающуюся перфорированную скалку, консольно закренленную в пустотелом корпусе, отличающееся тем, что, с целью повышения производительноети, скалка выполнена в виде размещенных по окружности корпуса с возможностью осевого перемещения нустотелых перфорированных
пальцев, соединенных гибкими шлангами с полостью корпуса, подключенной к источнику растворителя, причем корпус установлен на подпружиненном основании с возможностью качания в вертикальной плоскости.
/JФи9.г
|
U
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления скорлуп из минераловатного ковра | 1984 |
|
SU1265156A1 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
| Устройство для изготовления мерных цилиндрических заготовок из волокнистого материала | 1985 |
|
SU1301715A1 |
| Устройство для изготовленияцилиНдРОВ из лЕНТы пОРиСТОгОМАТЕРиАлА | 1979 |
|
SU804615A1 |
| Устройство для навивки цилиндров из полосы волокнистого теплоизоляционного материала | 1982 |
|
SU1077870A1 |
| Способ производства цилиндрическихиздЕлий из ВОлОКНиСТОгО МАТЕРиАлА | 1979 |
|
SU831621A1 |
| Устройство для формования минераловатных скорлуп | 1985 |
|
SU1303567A1 |
| Устройство для формования скорлуп из минераловатного ковра | 1987 |
|
SU1418047A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| Установка для формования скорлуп | 1982 |
|
SU1041527A1 |
Изобретение относится к промышленности строительных материалов, а именно к производству теплоизоляционных изделий, преимущественно минераловатных. Цель изобретения - повышение производительности. Устройство содержит подаюш.ий транспортер. Цод углом к нему установлена вращаюшаяся перфорированная скалка 2. Скалка закреплена в пустотелом корпусе 3. Скалка выполнена в виде размеш,енных по окружности корпуса с возможностью осевого пере.мещения пустотелых перфорированных пальцев 4, соединенных гибкими шлангами 5 с полостью корпуса. Полость подключена к источнику растворителя, корпус установлен на подпружиненном основании 6 с возможностью качания в вертикальной плоскости. Лента ковра, пропитанная связуюш,им, навивается на пальцы 4. Вра- ш,ение корпуса производится за счет прижима пальцев 4 к конвейеру. В процессе навивки цилиндра формуюшую поверхность скалки увлажняют растворителем связующего. 2 с.п.ф-лы, 5 ил. со о 05 О) фигЛ
сригЛ
cpus.S
Редактор М. Петрова Заказ 1363/12
Составитель Б. Коган
Техред И. ВересКорректор Е. Рошко
Тираж 525Подписное
ВНИИПИ Государственного комитета СССР поделай изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 1118003, кл., В 28 В 1/52, 1983 | |||
| Устройство для изготовленияцилиНдРОВ из лЕНТы пОРиСТОгОМАТЕРиАлА | 1979 |
|
SU804615A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
