Изобретение может быть использовано в промышленности теплоизолдционных строительных материалов, в частности при изготовлении скорлуп из пропитанного связующим минераловат- t 5 него ковра.
Цель изобретения - повышение производительности.
Па фиг. 1 изображен станок для изготовления скорлуп, поперечный 10 разрез; на фиг. 2 - процесс навивки рулона из ленты 1совра с прокладочной лептой.
Станок содержит смонтированные на станине 1 Друг над другом неподвиж- 15 матрицы 2 и пуансоны 3 с перфорированными цилиндрическими поверхностями 4, патрубками подачи 5 и отбора 6 теплоносителя и индивидуальными приводами 7 пуансонов. Станок 20 снабжен таклсе качающимся упором 8 с конечным выключателем 9, опорами 10 рулона и приводной скалкой 11 для намотки прокладочной ленты 12.
Способ осуществляют следующим 25 образом.
Ленту пропитанного связующим минераловатного ковра, поступающего но рольгангу 13 от волокноосадительной, камеры, на скалке 14 навивают в. 30 рулон 15, внутрь которого одновременно навивают эластичную ленту или бумагу, которая служит прокладкой между слоями; навиваемого рулона (фиг. 2).35
Далее рулон 15 устанавливают в упорах 10 станины 1, конец ленты 12 заправляется на скалку 11, включением привода которой лента 12 натягивается и начинает разматывать ру- 0 лон 15. При этом навитый ковер под
действием собственного веса опускается сверху вниз в зазоре между матрицами 2 и пуансо ами 3 до качающегося упора 8, которьш через конечный выключатель 9 включает тормоз рулона (не показан) и привод (пневмоцилиндр) первого нижнего пуансона 3, которьм своими релсущими кромками отрезает часть ленты ковра и осзпцествляет прессование скорлупы в матрице 2. По окончании хода нижнего пуансона 3 подается команда на включение вьш1ераспол.оженного пуансона, .формуется следующая скорлупа, и т.до срабатывания всей группы п насонов, расположенных друг над другом на станине 1.
Затем вновь включается привод скалки 11, вниз опускается следующая часть ленты ковра из рулона 15 и процесс формования скорлуп повторяется. После разматывания всего рулона. 15 скалка 14 и скалка 11 с навитой на нее прокладочной лентой 12 передаются на рольганг 13 для навивки следующего, рулона, а в опоры 10 устанавливаетця навитый за зто время рулон 15.
Таким образом, процесс изготовления скорлуп осуществляется последовательно снизу вверх и епрерьшно в пределах одного цикла подачи ковра из рулона, что позволит сократить время подачи 1-:овра на прессование и повысить производительность процесса.
Кроме того, на одной станине могут быть установлены матрицы и пуансоны разного диаметра, чтэ позволит одновременно формовать скорлупы различных типоразмеров.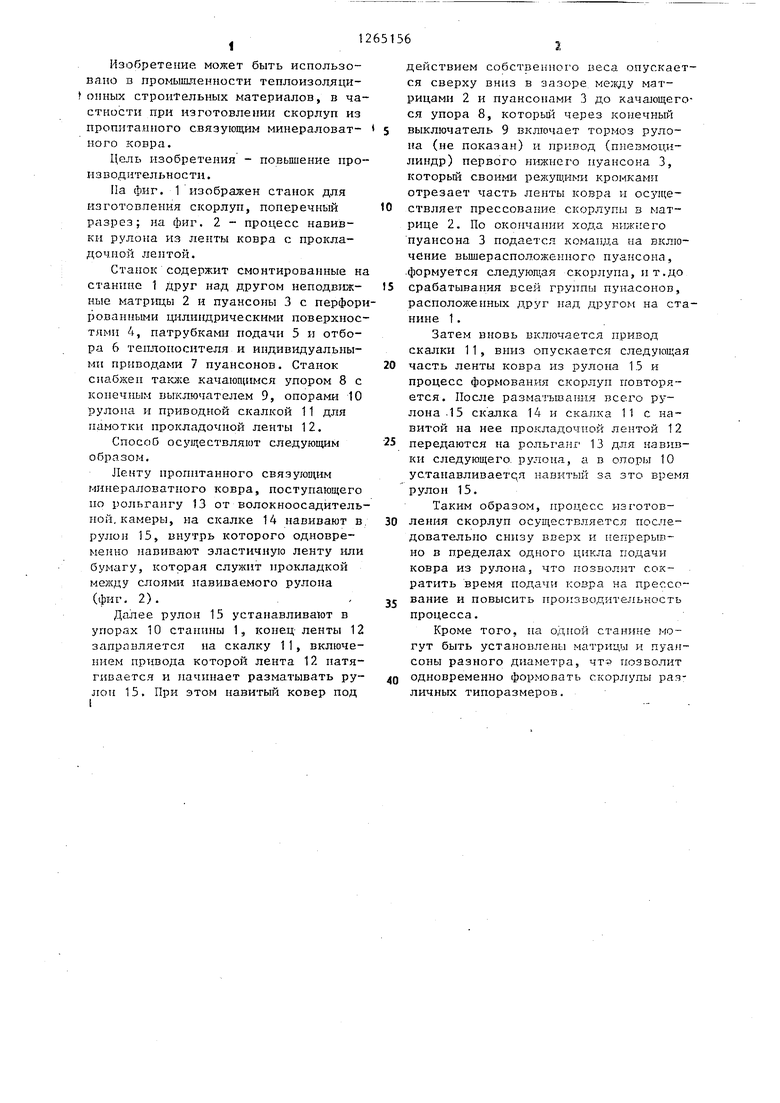
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования минераловатных скорлуп | 1985 |
|
SU1303567A1 |
| Способ изготовления минераловатных цилиндров и устройство для его осуществления | 1985 |
|
SU1306716A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1965 |
|
SU172166A1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| Устройство для формования минераловатных скорлуп | 1986 |
|
SU1411146A1 |
| Устройство для изготовления мерных цилиндрических заготовок из волокнистого материала | 1985 |
|
SU1301715A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Установка для производства волокнистых цилиндров | 1975 |
|
SU543523A1 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
| Установка для производства полых волокнистых цилиндров | 1976 |
|
SU710808A1 |

СПОСОБ ИЗГОТОВЛЕНИЯ СКОРЛУП, ИЗ МИНЕРАЛОВАТНОГО КОВРА, включающий подачу пропитанной связующим ленты ковра в зазор между последовательно размещенными матрицами и пуансонами, прессование скорлуп в матрицах с одновременной отрезкой пуансоном части ленты н последующую термообработку изделия, отличающийся тем, что, с целью повышения производительности, ленту ковра предварительно навивают в рулон, подачу на прессование осуществляют сверху вниз размоткой рулона под действием силы.тяжести, а прессование скорлуп из вертикально расположенной ленты производят последовательно снизу вверх. а (Л с « го Од СП СП О)
| Авторское св щетельство СССР № 977440, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления скорлуп и устройство для его осуществления | 1983 |
|
SU1198029A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
