113
Изобретение относится к устрой- ;ствам автоматизации станов холодной прокатки полос,преимущественно реверсивных станов.
Цель изобретения - уменьшение вре- мени настройки стана.
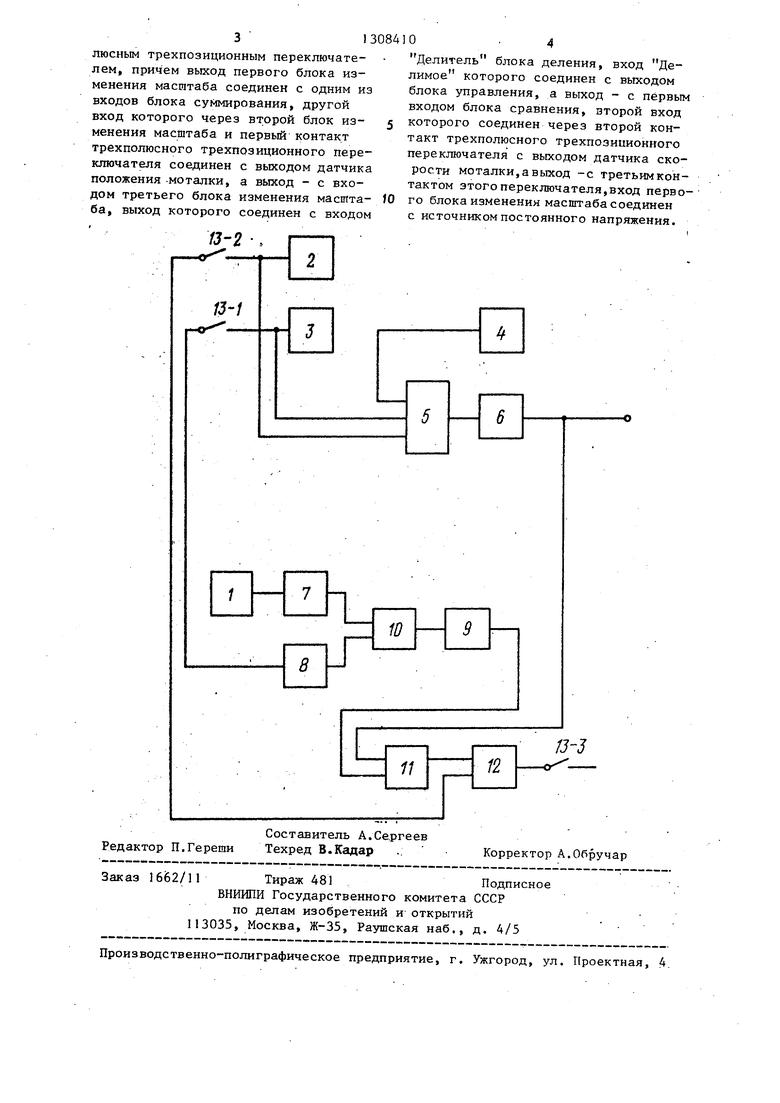
На чертеже изображена функциональная схема устройства автоматического останова реверсивного стана.
Устройство содержит источник постоянного напряжения, датчики положения 2 моталки и скорости 3 моталки, датчик 4 скорости рабочих валков, блок 5 обработки сигналов, блок 6 управления, блоки 7-9 изменения масштаба, блоки суммирования 10, деления 1-1 и сравнения 12 и трехполюсный трех позиционный переключатель 13.
Устройство работает следующим образом.
В датчик 2 положения моталки вводится сигнал, пропорциональный положению, удаленному от ожидаемого положения начала останова стана,
Трехполюсным трехпозиционным пе- реключателем 13 заъыкают контакты 13-1, 13-2 и 13-3.
Полярность сигнала на выходе блок 12 сравнения устанавливают такой, чтобы направление вращения моталки совпадало с направлением вращения рабочих валков клети стана, определяемым выходньп сигналом блока 6 управления.
В блок 6 управления вводят уста- новку задания скорости рабочих валков клети.
Скорость моталки, показываемая датчиком 3 скорости моталки, приобретает значение,
CJ,
i AiSjlll bii.
(1)
де Сд). - скорость рабочих валков
клети, показьшаемая датчи- 45 ком 4 скорости рабочих валков;
в.Ьвыо
hg - диаметр рабочих валков клети, выходная и входная 50 толщина якобы прокатываемой полосы, соответственно,учи- тьшаемые блоком 9 изменения масщтаба;
dp - диаметр якобы разматываемо-55 го рулона, рассчитанный блоком 10 суммирования путем сложения сигнала на выходе блока 7 изменения
О2
масштаба с сигналом на выходе блока 8 изменения мас- штаба.
Операция деления по зависимости (1) производится блоком 11 деления.
Выходной сигнал блока 11 деления сравнивается на блоке 12 сравнения с выходным сигналом датчика 2 положения моталки., а результат сравнения воздействует на регулятор тока моталки, входящий в схему автоматизированного электропривода моталки (не показана).
В процессе вращения моталки блок 5 обработки сигналов, который сравнивает значение сигнала положения моталки со значением заданной функции сигналов датчика 3 скорости моталки и датчика 4 скорости рабочих валков, воздействует на вход блока 6 управления, заставляя стан снижать свою скорость по зависимости
в().
(2)
где q текущее угловое положение
моталки.
Использование предлагаемого устройства позволяет существенно сократить время его настройки за счет того, что оно может осуществлять пробные остановы стана, работающего без полосы. При этом все показатели, характеризующие работу устройства автоматического останова, сохраняют возможность их наблюдения. Кроме того, появляется возможность настройки устройства автоматического останова стана без необходимости вращения рабочих валков клети других моталок, кроме разматывающей.
Формулам зобрётения
Устройство автоматического останова реверсивного стана, содержащее источник постоянного напряжения, датчики положения моталки и скорости моталки, датчик скорости рабочих валков, блок обработки сигналов и блок управленияi вход которого соединен с выходом блока обработки сигналов, входы: которого соединены с выходами датчиков положения и скорости моталок и скорости рабочих валков, отличающееся тем,, что, с целью уменьшения времени настройки стана, оно снабжено тремя блоками изменения масштаба, блоками суммирования, деления и сравнения и трехполюеным трехпозиционным переключателем, причем выход первого блока изменения масштаба соединен с одним из входов блока суммирования, другой вход которого через второй блок изменения масштаба и первьй контакт трехполюсного трехпозиционного переключателя соединен с выходом датчика положения -моталки, а выход - с входом третьего блока изменения мастта- ба, выход которого соединен с входом
8410 . 4
Делитель блока деления, вход Делимое которого соединен с выходом блока управления, а выход - с первым входом блока сравнения, второй вход
5 которого соединен через второй контакт трехполюсного трехпозииионного переключателя с выходом датчика скорости моталки,а выход -с третьимкон- тактом этого переключателя,вход перво10 го блока изменения масштаба соединен с источником постоянного напряжения.
0-2
Редактор П.Гереши
Составитель А.Сергеев Техред В.Кадар
Заказ 1662/11 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4.
Корректор А.Обручар
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического останова реверсивного стана | 1979 |
|
SU865454A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
| БИБЛИОТЕКА jМ. Л. Прудков | 1972 |
|
SU338980A1 |
| Устройство для торможения реверсивного стана холодной прокатки | 1977 |
|
SU929260A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
Изобретение относится к автоматизации прокатных станов и может использоваться в системах управления станами холодной прокатки. Цель изобретения -; уменьшение времени настройки. Устройство автоматического останова реверсивного стана настраивается путём пробных остановок стана, но без прокатываемой полосы,.что исключает необходимость в затрате времени на транспортировку рулонов к стану и от него, в заправке полос на моталки и в клеть, прокатке и в устранении последствий обрывов полос. 1 ил. -, | а б (Л 00 4