1 .13
Изобретение относится к прокатному производству ,в частности к производству тонколистового холоднопрокат- ного металла.
Целью изобретения является повышение качества жести путем устранения винтообразного скручивания полосы.
Согласно способу дрессировки жести, заключающемуся в обжатии отожженной полосы величиной 0,5-3,0%, одну из кромок полосы одновременно с обжатием изгибают в вертикальной плоскости путем поворота рабочих валков друг относительно друга вокруг вертикальной оси, проходящей через
одну из пар их опор, на угол 1 - 6
II р и м с р. На двухклетевом дрессировочном стане производят дрессировку отожженной жести толщиной 0,25 мм и шириной 730 мм с суммарным обжатием 1,5%. После выхода из второй клети полоса по каким-либо причинам скручивается вокруг продольной оси. Это выражается в том, что левая кромка полосы, к примеру, выходит из клети выше уровня правой кромки на 10 мм. Для устранения винтообразного скручивания полосы верхний рабочий валок второй клети поворачивают по ходу прокатки вокруг правой опоры на угол, равный 2. При этом левая кром62
Когда угол поворота валков меньше 1 , исправить винтообразное скручивание полос толщиной 0,25 мм и менее не удается. При угле поворота, пре- вышающем 6 , винтообразное скручивание может снова появиться, но с дру гим знаком, т.е. если первоначально полоса жести скручивалась по часовой стрелке (+), то после поворота на угол более 6 она может скручиваться против часовой стрелки.
В таблице представлены результаты исправления скручивания тонких Полос поворотом рабочих валков друг относительно друга.
45
50
55
I
ка полосы подвергается верхнему давлению, которое изгибает ее вниз до выравнивания уровня обеих кромок. Аналогичный эффект получается, если повернуть нижний рабочий валок против хода прокатки вокруг правой опоры на угол 2 или каждый из указанных рабочих валков повернуть в соответствующую сторону на угол 1 .
Использование предлагаемого способа способствует повышению производительности агрегатов, перерабатывающих жесть, например агрегатов злектролу- жения, хромирования, горячего лужения и т.д., так как наличие винтооб3 13100464
разного скручивания тонкой полосыотличающийся тем, что,
приводит к смещению ее с продольнойс целью повышения качества металла
оси агрегата, переворачиванию ее впутем устранения виитообразиого
петлевых устройствах грегата прискручивания полосы, одну из кромок
повышении скорости агрегата, т.е. полосы в процессе прокатки изгибают
снижению его производительности.в вертикальной плоскости поворотом
Формула изобретениярабочих валков друг относительно друСпособ дрессировки жести, включа-га вокруг вертикальной оси на угол
юций прокатку с малыми обжатиями,1-6 .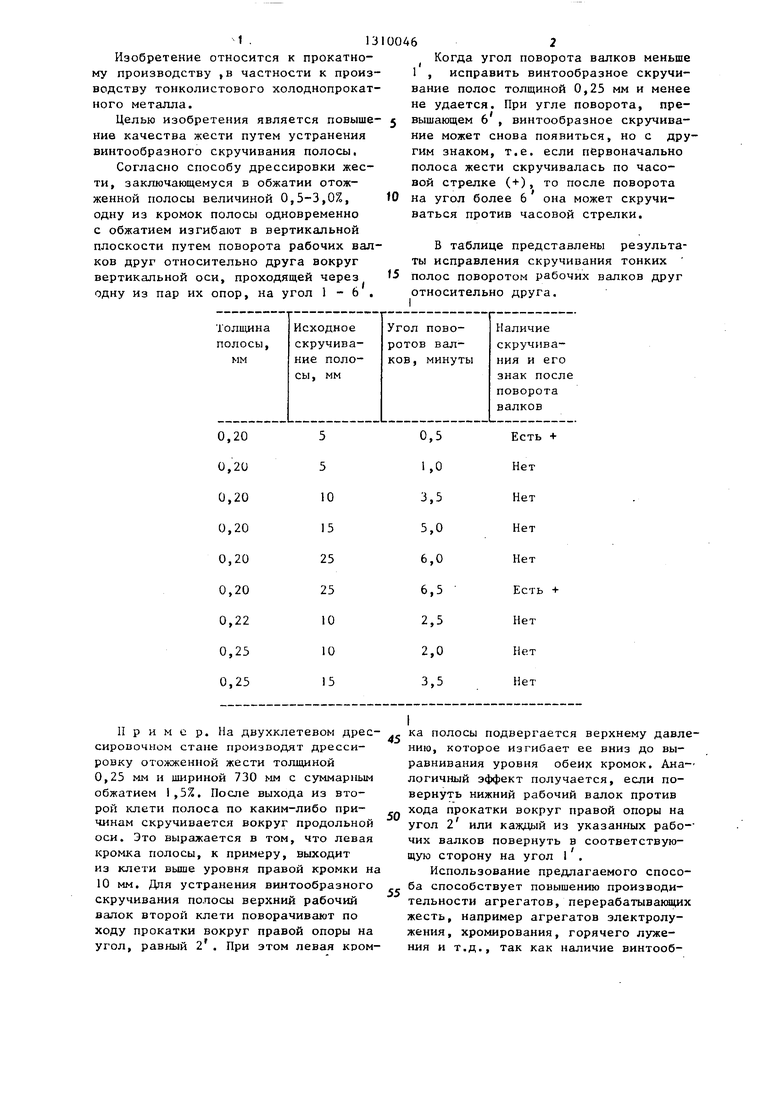
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2164179C2 |
| СПОСОБ ДРЕССИРОВКИ ПОЛОСЫ | 1992 |
|
RU2016680C1 |
| Способ дрессировки жести | 1985 |
|
SU1304946A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2366726C1 |
| Способ прокатки непрерывной полосы для изготовления сварных труб | 1982 |
|
SU1123751A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ЛИСТОВ ИЛИ ПОЛОС И МЕТАЛЛИЧЕСКИЕ ЛИСТЫ ИЛИ ПОЛОСЫ | 1995 |
|
RU2158639C2 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ ЛИСТОВОЙ СТАЛИ | 2008 |
|
RU2365635C1 |
Изобретение относится к области - металлургии и может найти применение при производстве и отделке тонколистового холоднокатаного металла. ЦелГ) изобретения - повышение качества металла путем устранения винтообразного скручивания полосы. Способ состоит в том, что одновременно с обжатием полосы изгибают одну из кромок полосы в вертикальной плоскости поворотом рабочих валков на угол 1-6 . 4: а
| АНТОНОВ С.П | |||
| и др | |||
| Холодная прокатка жести | |||
| М.: Металлургия, 1965, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
