113
Изобретение относится к обработке металлов давлением и продназначено для правки различных изделий из профильного металла, например бортов, дверей и крышек люков железнодорожных грузовых вагонов при их ремонте.
Целью изобретения является упрощение конструкции и расширение технологических возможностей.
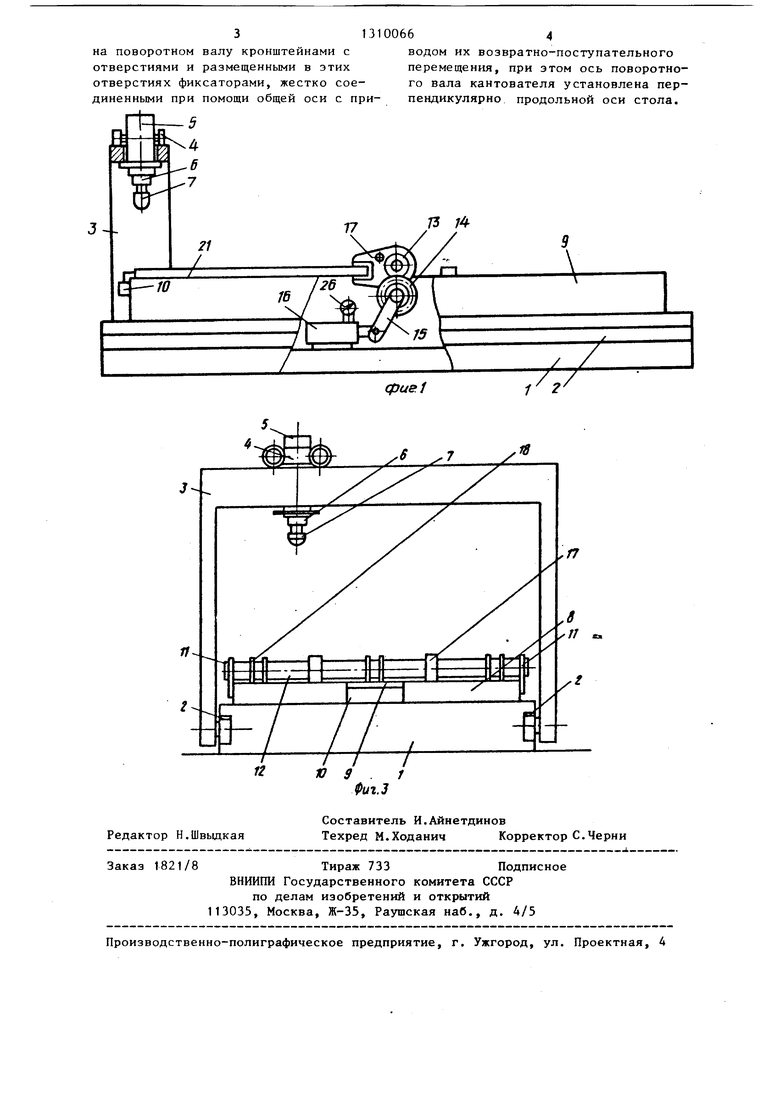
На фиг. 1 показано устройство, вид сбоку; на фиг. 2 - то же, вид сверху, на фиг, 3 - то же, вид спереди.
Устройство содержит станину 1 с продольными направляющими 2, перемещающийся по ним портал 3 с подвижной кареткой 4 и цилиндром 5. На штоке 6 цилиндра 5 крепится сменные пуансон 7. На станине 1 жестко закреплен стол 8 с продольным пазом 9 и перемещающимся по нему прижимом 10.
На столе 8 перпендикулярно продольной оси в его середине на кронштейнах 11 смонтирован кантователь в виде вала 12, кинематически через шестеренки 13 и 14 и рычаг 15 связанный с силовым гидроцилиндром 16. На валу 12 жестко закреплены рычаги 17 с прорезью. Вал 12 оборудован жестко закрепленными кронштейнами 18 образующими гнезда 19 под петли 20 изделия 21. В кронштейнах 18 смонтирована с возможностью возвратно- поступательного движения от привода 22 ось 23 с фиксаторами 24, взаимодействующими с отверстиями 25, которыми снабжены кронштейны 18, и петлями 20 изделия 21. Гидроцилинд 16 снабжен манометром 26.
Устройство работает следующим образом.
После того, как краном (не показан) на стол 8 уложат изделие 21 (например, крышка люка полувагона), включают привод (не показан) перемещающегося в продольном пазу 9 стола 8 прижима 10. При этом изделие 21 вводится в прорези рычагов 17, а петли 20 - в гнезда 19. Затем включают привод 22, ось 23 перемещается вперед, а фиксаторы 24 входят в отверстие 25 кронштейнов 18 и в отверстия петель 20 изделия 21. Перемещая по продольным направляющим 2 станины 1 портал 3 и подвижную каретку 4 с цилиндром 5, при необходимости заменяя пуансон 6, производят правку изделия 21. При необходимости производят клепку петель 20, приварку зап62
лат или заварку пробоин (на фиг. не показаны). Петли 20 должны выдерживать определенную нагрузку. Цпя их испытания проделывают следующее. Портал 3 по продольным направляющим 2 перемещают таким образом, чтобы конец изделия находился под ним (для облегчения на портале 3 и станине 1 наносятся риски), и включают силовой
гидроцилиндр 16. При этом через шестеренки 13 и 14 и рычаг 15 крутящий момент передается на вал 12, который вместе с рычагами 17, а также с кронштейнами 18, осью 23 и изделием 21,
поворачивается (на фиг. 1 по часовой стрелке). Когда конец изделия коснется верхней части портала 3, движение прекращается,а гидроцилиндр 16 продолжает работать. По показанию давления на манометре 26 можно судить о приложенной нагрузке. По окончании испытания гидроцилиндр 16 выключают и изделие 21 укладывается на столе. Портап 3 отводят в крайнее заднее
положение, вновь включают гидроцилиндр 16, и изделие 21 поворотом укладывают на другую позицию стола 8. Прижимом 10 выводят изделие из прорезей рычагов 17 и гнезд 19, а гидроцилиндром 16 рычаги 17 переводят в исходное положение. Портап 3 перемещают по продольным направляющим на новую позицию, где производится окончательная правка и приварка заплат
с другой стороны.
Формула изобретения
Устройство для правки изделий,
содержащее смонтированный на станине стол с параллельными его продольной оси направляющими, установленный с возможностью перемещения по направляющим портал, несущий подвижную в
направлении, перпендикулярном продольной оси стола, каретку с гидроцилиндром, на штоке которого закреплен правильный пуансон, и кантователь в виде жестко закрепленных на поворотном от силового цилиндра валу рычагов с прорезью на концах, отличающееся тем, что, с целью упрощения конструкции и расширения технологических возможностей, оно
снабжено установленным с возможностью перемещения в выполненном в столе продольном пазу прижимом, а кантователь снабжен жестко смонтированными
на поворотном валу кронштейнами с отверстиями и размещенными в этих отверстиях фиксаторами, жестко соеводом их возвратно-поступательного перемещения, при этом ось поворотно го вала кантователя установлена пер
-,,.,,, .t;na IICLJ
диненными при помощи общей оси с при- пендикулярно продольной оси стола.
водом их возвратно-поступательного перемещения, при этом ось поворотного вала кантователя установлена пер -,,.,,, .t;na IICLJ
пендикулярно продольной оси стола.
Редактор Н.Швыдкая
Составитель И.Айнетдинов
Техред М.Ходанич Корректор С.Черни
1821/8
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4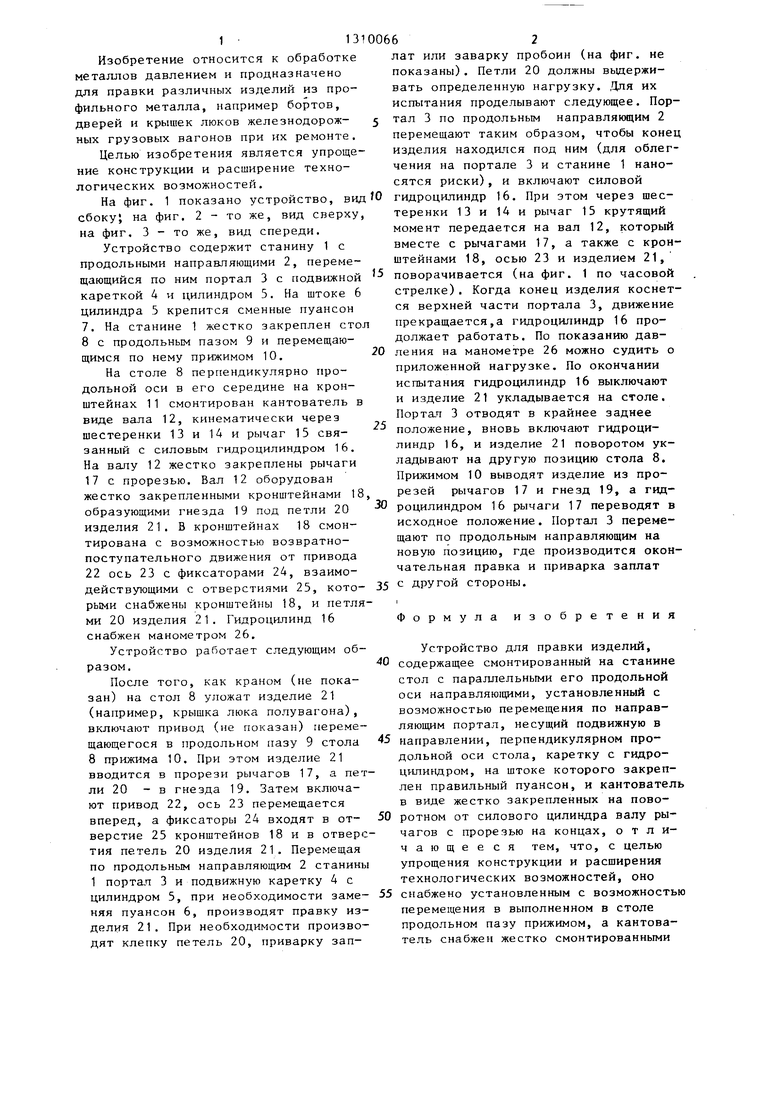
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Пресс для правки платформ | 1976 |
|
SU588038A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Стенд для испытания на герметичность полых изделий | 1990 |
|
SU1772641A1 |
| Пресс для правки валов | 1987 |
|
SU1433536A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
Изобретение относится к технике обработки металлов давлением и предназначено для правки различных изделий из профильного металла. Целью изобретения является возможность править изделия (И) на устройстве более простой конструкции, а также осуществлять дополнительные операции, поскольку оно содержит одну каретку с прижимом (П) и смонтированные на поJ Л воротном валу кантователя кронштейны с отверстиями, в которых размещены фиксаторы (Ф), жестко соединенные общей осью с приводом из возвратно- поступательного перемещения. При правке И укладывается на столе В и перемещением портала 3 и каретки 4 правильньш пуансон устанавливается над выправляемым участком. Включением гидроцилиндра производят правку И. При испытании петель на прочность И П 10 вводят в прорезь рычагов и включают привод 24 фиксаторов 5 последние фиксируют петли относительно отверстий в кронштейнах 18. Портал 3 устанавливают над свободным концом И, включают цилиндр и по манометру определяют прикладываемую нагрузку. После испытания отключают цилиндр, отводят портал 3 в исходное положение и, вновь включая цилиндр, изделие переворачивают на 180 для окончательной правки. 3 ил. с & сл в 00 о о 05 05
| Устройство для правки изделий | 1978 |
|
SU721157A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
