Изобретение относится к обработке металлов давлением н может быть использовано при изготовлении осо- ботонкостенных крутои зогнутых колен.
Цель изобретения - снижение себе- стоимости крутоиэогнутых колен за счет снижения трудоемкости их изготовления, повышение качества.
На чертеже показано устройство, реализующее предлагаемый способ.
Устройство состоит из двух полуматриц 1 , снабже1П1ых не менее чем одним кольцевым выступом 2 с диаметром проходного сечения d, меньшим наружного диаметра D за отавки 3. Внутри заготовки 3 располагают эластичную среду 4.
Заготовку 3 с эластичной средой 4 под действием усилия пресса Р перемещают из зоны размещения в нал- равляющей гильзе в зону изгиба 5 матрицы 1. За счет по крайней мере одноразового гофрирования и разглаживания каждого сечения заготовки 3 на выступах 2 происходит ее предна- меренное торможение, обеспечивающее сжатие эластичной среды, что создает внутреннее давление, гтрепятствугощее складкообразованию и овальности заготовки в процессе ее Р згиба.
Значение радиуса г и лтнаметра d выступа 2 определяют из следующих соображений. Считая радиус г перетяжны как это принято в технологии холодной штамповки, его отношение к толщи не формируемой заготовки принимают равным 10-12, что обеспечивает ее изгиб-разгиб на выступах при допустимых напряжениях. Деформапия обжатия трубной заготовки, при которой отсут ствует складкообразование, обычно составляет для особотонкостенных труб 3-5%. Поэтому диаметр проходного сечения выступа 2 мо:«ет быть определен из соотношения - 0,030,05.
Число последовательно расположенных кольцевых выступов определяется исходя из известного значения внут- реннего давления эластичной среды q нужного для изгиба трубы без гофро- образования. Тогда усилие торможения может быть вычислено по формуле
тор
/- /D - 2- S; „ (5) 5
где S - толщина стенки изгибаемой трубы.
С другой стороны, усилие торможения с достаточной для особотонкостен- ных заготовок точностью может быть определено как сумма усилий, потребных да1я раздачи-редуцирования и изгиба-разгиба заготовки на последовательно расположенных кольцевых выступах и усилия трения заготовки о матрицу. С учетом этого имеем
Prop
Р + Р + раЗ ред, изг-ра- г
1ГВ-5(0 ра,.реА+бигг.ро.г.)
2S,
|Мтр(Яп -5); .-peA (f - l) 2n;
E
i.П G
и граэг
(2) (3)
(4)
2030
3540 50 ,
55
где иg - предел прочности материала заготовки;
Sтр - площадь поверхности трубы, - коэффициент трения.
Соотношения (2) - (4) с учетом известного значения Р. Р-гор однозначно определяют число п последовательно расположенных выступов. Естественно, что их число должно быть не менее одного.
П Р и м е р. Формуют крутоизогнутый патрубок с углом гиба оС 90° и радиусом гиба R, D из заготовки D 63 см, S 1,0 мм (материал - нержавеющая сталь 1Х18Н10Т), длина заготовки Н 275 мм.
Из данных РТМ - 1394 следует, что q 250 кг/см. В этом случае усилие торможения заготовки 7300 кг. Из формул (2) - (4) имеем
Pg. irD S((5pc,,.pe +б,,,г-рагг)
+ .|Ътр(я„ 1) 00 (кг) п 5 3.
При определении числа последовательно расположенных выступов принято:
,05 (d 60 мм), |- 10,U,p
0,05 (сталь по стали со смазкой - мыло и лак),
Таким образом, предложенный способ позволяет отказаться от использования для создания преднамеренного торможения заготовки подпора ее дна за счет усилия сопротивления истеч-ению жидкости через калиброванные отверстия. Это упрощает оснастку, реализующую способ, так как отпадает необходимость в использовании гидростанции, системы подвода и отвода жидкости, поршня и др,, что также уменьшает и энергозатраты на изготовление детали, снижает трудоемкость.
Формула изобретения
1. Способ изготовления крутоизогнутых колен, при котором трубчатую заготовку с присоединенным сферическим дном заполняют эластичной ере- дои, перемещают в зону изгиба с поРедактор Н.Швыдкая Заказ 1821/8
Составитель Н.Чернилевская
Техред М.Ходанич Корректор С.Черни
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
вышением давления наполнителя,о т- личающий с я тем, что, с целью снижения себестоимости за счет уменьшения трудоемкости изготовления повьш1ения качества, давление наполнителя повышают перед зоной изгиба путем по крайней мере одноразового гофрирования заготовки, а затем снимают давление путем разглаживания гофра.
2. Способ по п. 1, отличающийся тем, что радиус и высоту гофра берут соответственнр равными 10-12 толщинам заготовки и 0,03 - 0,05 диаметра.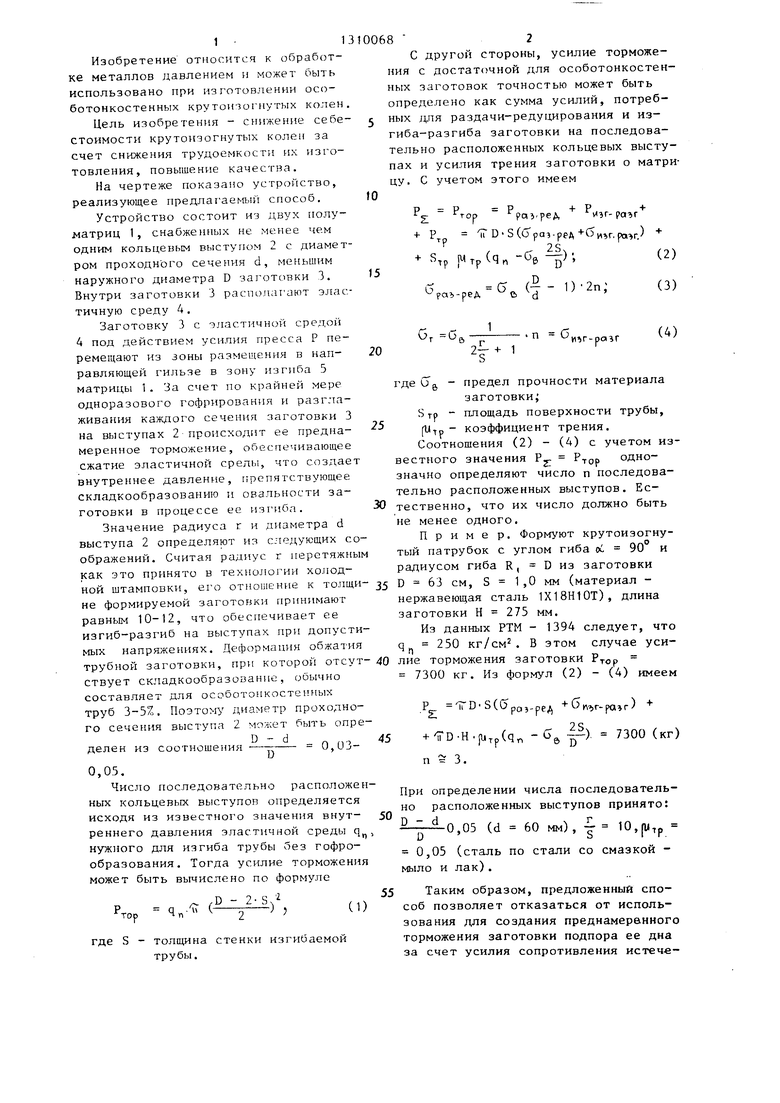
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| Способ гибки полых заготовок с дном | 1978 |
|
SU749492A2 |
| СПОСОБ ГИБКИ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1989 |
|
RU1741344C |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| Устройство для гибки труб | 1981 |
|
SU1013021A1 |
Изобретение относится к области обработке металлов давлением и может быть использовано при изготовлении особотонкостенных крутоизогнутых колен. Цель изобретения - снижение себестоимости крутоизогнутых колен. . за счет снижения трудоемкости их изготовления, затрат на оснащение и энергозатрат, повышение качества. Заготовку 3 с эластичной средой 4 под действием усилия Р пресса перемещают из исходного положения в зону 5 изгиба матрицы 1. За счет по крайней мере одноразового гофрирования и последующего разглаживания каждого сечения заготовки на выступах 2 матрицы 1 происходит ее преднамеренное торможение, обеспечивающее сжатие эластичной среды и создание внутреннего давления, препятствующего складкообразованию и овальности заготовки в процессе ее изгиба. 1 з.п. ф-лы, 1 ил. (Л
| Устройство для гибки труб | 1976 |
|
SU607619A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
