Изобретение относится к кузнечно- прессовому оборудованию, а именно устройствам, предназначенным для торцовой прокатки деталей на прессе. Целью изобретения является повышение долговечности упорно-радиальных сферических подшипников и надежности устройства.
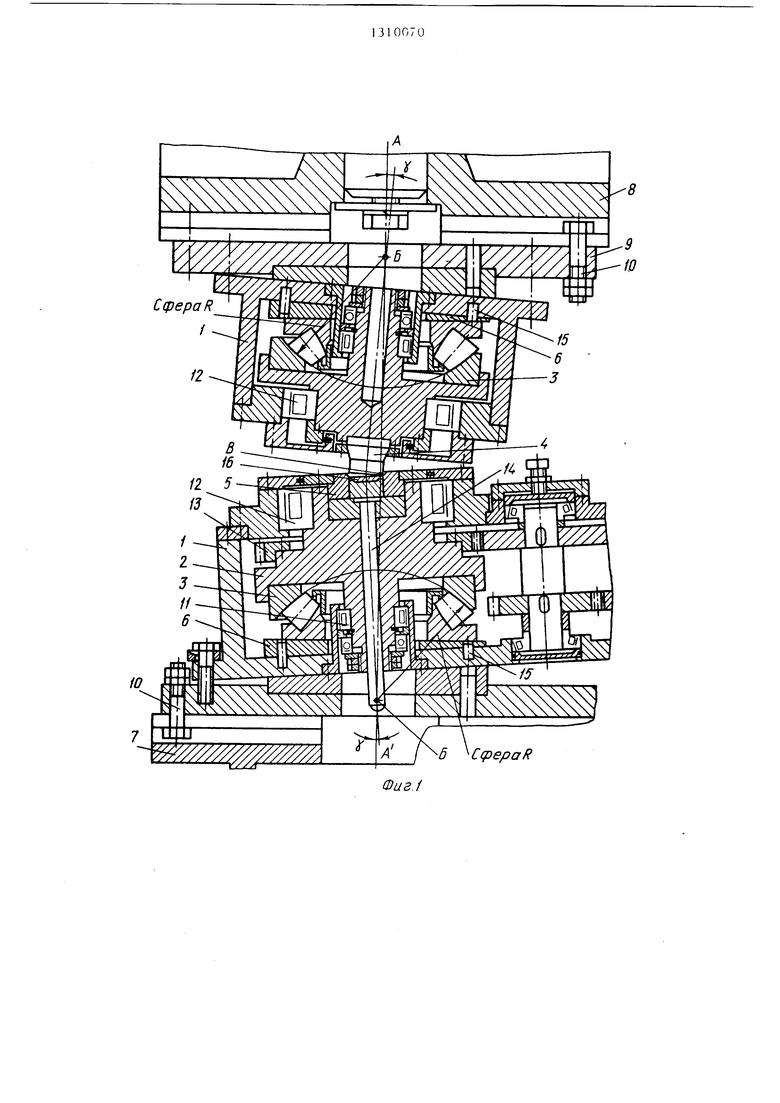
На фиг. 1 изображено устройство, разрез; на фиг. 2 - схема расположения заготовки относительно осей пресса и валков.
Устройство содержит установленные в корпусах 1 с возможностью поворота от привода рабочие валки 2 с пересекающимися осями. В корпусах 1 размещены с возможностью взаимодействия с рабочими валками 2 упорно- радиальные сферические подшипники 3, закрепленный на валках 2 инструмент: пуансон 4 и матрицу 5. Между корпусами 1 и упорно-радиальными сферическими подшипниками расположены скошенные кольца 6 с углом скоса, равным углу наклона рабочих валков 2 к оси А-А пресса, при этом центры В и В сферических поверхностей подшипников 3 и центр С контактных давлений инструмента размещены на оси А-А пресса. Устройство размещается на станине 7 и ползуне 8 посредством промежуточных плит 9 и болтового соединения 10. Для восприятия радиальных нагрузок валки 2 установлены в радиальных подшипниках 11 и 12. Нижний валок 2 жестко связан с колесом 13 зубчатой передачи привода поворота валка (не показан). В центрально отверстии нижнего валка 2 размещен выталкиватель 14 (привод выталкивателя не показан), дополнительные скошенные кольца зафиксированы от прово рота штифтами 15.
Устройство работает следующим образом.
Заготовку 16 помещают в матрицу 5, включают привод вращения нижнего рабочего валка 2 и подводят ползун 8 пресса до соприкосновения пуансона 4 с заготовкой 16. При этом верхний рабочий валок 2 вместе с пуансоном 4 получает вращение от заготовки 16. После прокатки готовая деталь удаляется с помощью выталкивателя 14.
В процессе обработки заготовки 16 55 контактных давлений инструмента разв точке С центра контактных давлений
на заготовку действует сила Р - равнодействующая контактных давлений, перпендикулярная поверхности заготовки 16, которая может быть разложена на две силы: силу Р - параллельную оси пресса и силу Р - параллельную поверхности заготовки 16. УголХ наклона осей валков 2 к оси пресса составляет 1°30 -3 , поэтому усилие Р, воспринимаемое радиальными подшипниками, составляет лишь незначительную долю равнодействующей контактных давлений.
Применение дополнительных скошенных колец и размещение центров сферических поверхностей упорно-радиальных сферических подшипников и центра контактных давлений инструмента на вертикальной прямой исключает эксцентричность нагрузки на тела качения подшипников, а размещение центра контактных давлений инструмента на оси пресса позволяет обеспечить равномерность нагрузки на элементы пресса и самого устройства.
Формула изобретения
1.Устройство для торцовой прокатки деталей на прессе, содержащее установленные в корпусах с возможностью поворота от привода рабочие валки
с пересекающимися осями, размещенные в корпусах с возможностью взаимодействия с рабочими валками упорно-радиальные сферические подшипники, а , также закрепленный на валках инструмент, отличающееся тем, что, с целью повьш1ения долговечности
упорно-радиальных сферических подшипников и надежности устройства, оно снабжено расположенными меткду корпусами и упорно-радиальными сферическими подшипниками кольцами со скошенными с одного торца поверхностями с углом скоса, равным углу наклона рабочих валков к оси пресса, при этом центры сферических поверхностей упорно-радиальных сферических подшипников и центр контактных давлений инструмента размещены на вертикальной прямой.
2.Устройство по п. 1, о т л и - чающееся тем, что центр
мещен на оси пресса.
т /////// /.
8
А
б СдзераР
2)i
Ось ffepxfwffo ffa/r/fct
Ос пресса
--
Ось saeofrro Mij t/ мtf) oj7ffa
Редактор Н.Швыдкая
Составитель В.Ноникаров
Техред М.Ходанич Корректор С.Черни
1821/8
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
fue2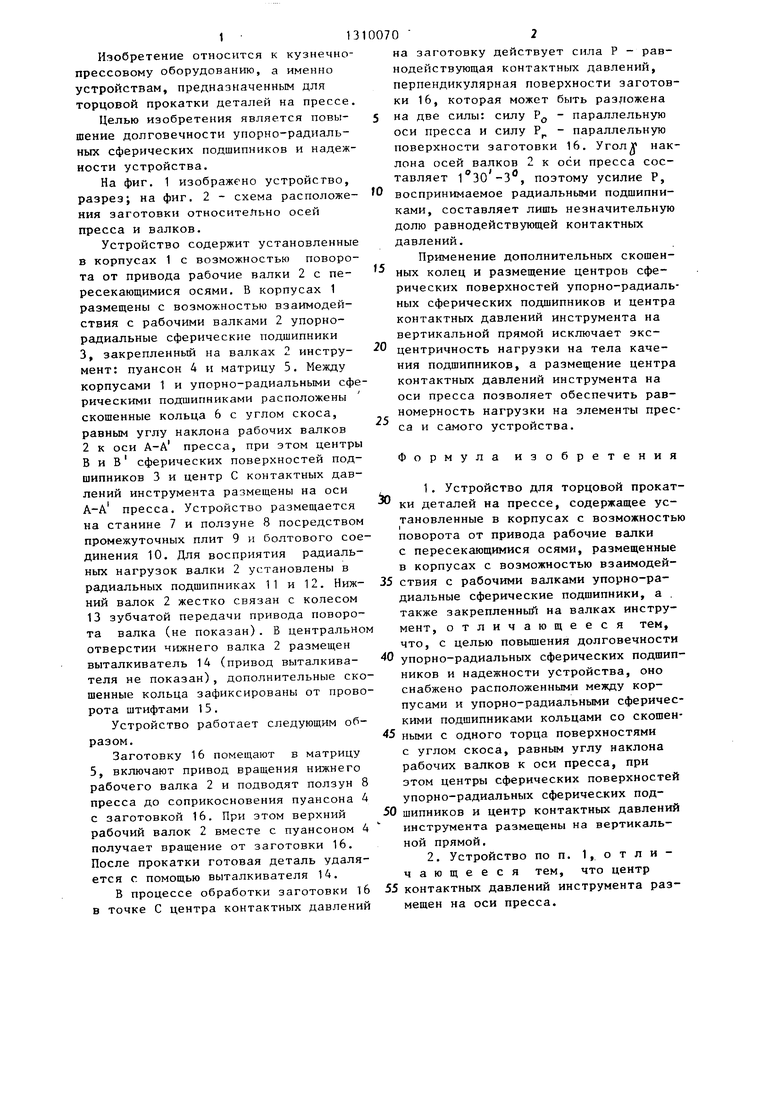
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Устройство для торцовой прокатки деталей на прессе | 1977 |
|
SU634818A1 |
| Устройство для торцевой прокатки | 1977 |
|
SU654332A1 |
| Устройство для торцовой прокатки | 1987 |
|
SU1493360A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| ШТАМП ДЛЯ ОСАДКИ | 1998 |
|
RU2119402C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2013 |
|
RU2525029C1 |
| Устройство для штамповки деталей | 1980 |
|
SU884799A1 |
Изобретение относится к области кузнечно-прессового оборудования, a именно к устройствам, предназначенным для торцовой прокатки деталей типа дисков на вертикальных прессах. Цель изобретения - повышение долговечности упорно-радиальных сферических подшипников, надежности устройства. В корпусах устройства установлены с возможностью вращения рабочие валки (РВ) с пересекающими- ся осями, ДЛЯ восприятия осевых нагрузок, возникающих при прокатке, служат упорно-радиальные сферические подшипники, опирающиеся своими торцами на скошенные кольца с углом скоса, равным углу наклона РВ, к оси АА пресса. Центры Б и Б сферических поверхностей подшипников и центр В контактных давлений инструмента (пуансона и матрицы) находятся на оси АА пресса. Деформируемая ёаготовка помещается в матрицу. Включается привод вращения нижнего РВ и ползун пресса подводится до соприкосновения пуансона с заготовкой. После прокатки заготовка удаляется с помощью выталкивателя, 1 з,п, ф-лы, 2 ил. (Л
| Устройство для торцевой прокатки | 1977 |
|
SU654332A1 |
