ними пуансоны 5, закрепленные на штоке 7 силового цилиндра 6 программные копиры 8 и двуплечие рьмаги 9, взаимодействующие одним плечом с соответствующим БШ, а другим - с копиром 8. Заготовка устанавливается в БШ, От привода поворачивается стол 2 на за1
Изобретение относится к кузнечно- прессовому машиностроению, а именно к конструкциям многопозиционных револьверных пресс-автоматов.
Целью изобретения является повышение производительности.
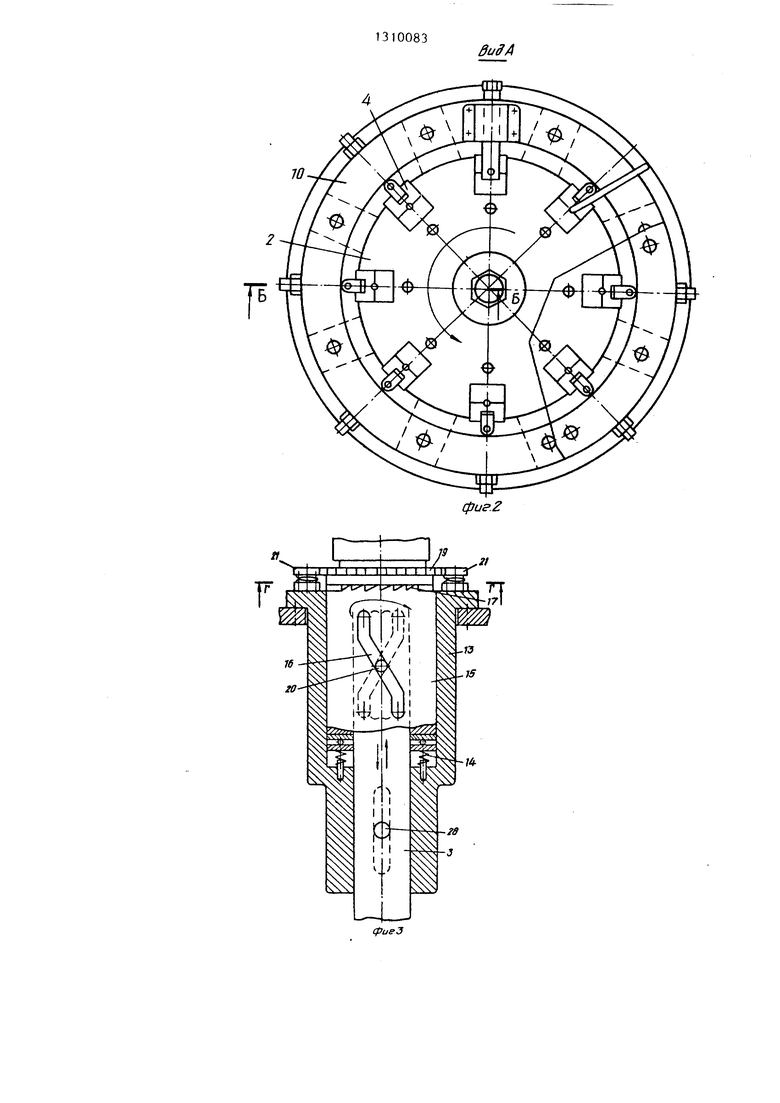
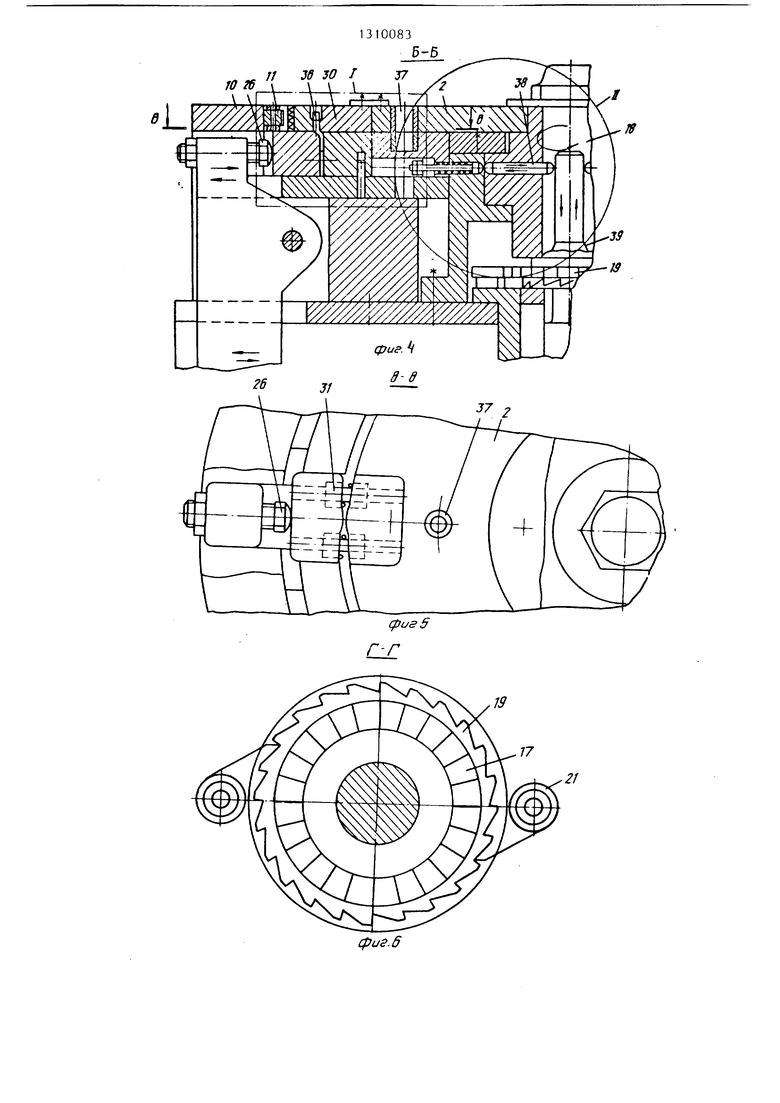
На фиг. 1 изображен многопозиционный револьверный пресс-автомат, разрез; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - расположение штока и втулки в стакане; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - узел I на фиг. 1; на фиг. В - узел II на фиг.4.
Пресс-автомат содержит размещенный на станине 1 с возможностью поворота стол 2, установленный на станине 1 соосно столу 2 с возможностью возвратно-поступательного перемещения от основного привода иток 3, связанный со штоком 3 механизм поворота стола 2, механизм фиксации положения стола 2, блок-штампы 4 и соосно раз- ,мещенные им пуансоны 5, расположенный на станине 1 соосно столу 2 силовой цилиндр 6, шток 7 которого размещен концентрично штоку 3 основного привода, закрепленные на штоке 7 силового цилиндра 6 в количестве, рав)1ом числу блок-штампов 5, программные копиры 8, установленные на станине 1 с возможностью поворота в количестве равном числу блок-штампов 4, двуплечие рычаги 9, одним плечом взаимодействующие с соответствующим блок-штампом 4, а другим - с соответствующим программным копиром 8, закрепленное на станине 1 концентрично столу 2 силовое кольцо 10, установленное на каждом блок-штампе 4 с возможностью взаимодействия с силовым кольцом 10, подпружиненный ролик 11, при этом основной привод выполнен в виде устаданный угол и фиксируется в положении. При срабатывании цилиндра 6 опускаются копиры 8, которые с помощью рычагов 9 воздействуют на неподвижную часть БШ и осуществляют тем самым технологическую операцию по формоизменению заготовки.13.п.ф-лы,8ил.
новленного на станине 1 соосно цилиндру 6 цилиндра 12, механизм поворота стола выполнен в виде закрепленного на станине 1 стакана 13, раз- мещенной в стакане 13 и подпружиненной относительно стакана посредством пружины 14 втулки 15 с профильными пазами 16 и торцовым скошенным зубом 17, закрепленной на столе 2 втулки 18 с храповым диском 19, взаимодействующим с зубом 17, закрепленного в штоке 3 с возможностью взаимодействия с профильными пазами 16 пальца 20, а также храповых собачек 21, находящихся в постоянном зацеплении с храповым диском 19.
На станине 1 размещены с возможностью возвратно-поступательного перемещения в вертикальном направлении и связанные со штоком 7 цилиндра 6 колонки 22, в верхней части которых закреплены кронштейны 23 с фиксаторами 24 и пуансонами 5, рычаг 9 подпружинены относительно станины
пружинами 25.
С блок-штампами 4 рычаги 9 взаимодействуют через регулируемую опору 26, с копирами 8 - через роликовую опору 27, для избежания проворота штока 3 он снабжен пальцем 28. Штам- повые блоки 4 выполнены в виде размещенных на столе 2 поворотных частей 29, 30 и установленных на станине 1 неповоротных частей 31, 32.
Поворотная часть 30 крепится планкой 33 и винтом 34 к столу 2, непо- ворстная часть 32 крепится к станине фиксатором 35, подпружиненный роик 1 1 установлен на поворотной части 29, заготовка 36 размещается между поворотными частями 29 и 30, на столе 2 установлены фиксирующие втулки 37.
313
Механизм фиксации положения стола 2 выполнен в виде установленного во втулке 18 пальца 38 со сферическими концами, конусообразной поверхности 39 на конце штока 3, взаимодействующей с одним из концов пальца 38, а также закрепленного на станине и подпружиненного посредством пружины 40 фиксатора 41, регулируемого посредством винтов 42.
Пресс-автомат работает следующим образом.
В начальный момент заготовка 36 на первой операции устанавливается в блок штампов между частями 29 и 30, когда ролик 1V не прижимается к силовому кольцу 10.
По трубопроводу Д в нижнюю полость цилиндра 12 поступает сжатьш воздух и шток 3 начинает двигаться вверх, при этом палец 20 также под- нимается вверх и посредством профильного паза 16 поворачивает втулку 15 с торцовым скошенным зубом 17, находящимся в зацеплении с храповым диском 19. Поворот втулки 18, на которой закреплен храповой диск 19, вызывает поворот на заданный угол стола 2, в котором размещены поворотные части блок-штампа 29 и 30 с заготовкой 36, одновременно коническая поверхность 39 на конце штока 3 нажимает на палец 38 и, отжимая фиксатор 41, фиксирует пальцем 38 втулку 18, а следовательно, и стол 2 в требуемом положении, после чего шток 3 возвращается в исходное положение. По трубопроводу Е поступает сжатый воздух в верхнюю полость цилиндра 6 и шток 7 опускается, при зтом программные копиры 8 также опускаются вниз, одновременно нажимая на роликовые опоры 27 рычага 9, вследствие чего регулируемая опора 26 нгикимает на неповоротную часть 31 блок-штампа и производит технологическую операцию, одновременно с этим опускаются вниз колонки 22 с фиксаторами 24 и пуансо100834
нами 5, После завершения обработки заготовки 36 шток 7 перемещается вверх, а рычаги 9 возвращаются в исходное положение. Цикл обработки за- 5 готовки на каждой позиции производится аналогичным образом.
По сравнению с известным техническим решением предлагаемый пресс-автомат обеспечивает одновременную обра10 ботку заготовок на всех рабочих позициях, что значительно повышает производительность труда.
Фор. мула изобретения
f5
1. Многопозиционный револьверный пресс-автомат, содержащий станину, размещенный на станине с возможностью поворота стол, установленный на станине соосно столу с возможностью возвратно-поступательного перемещения от основного привода шток, связанный с последним механизм поворота стола, механизм фиксации положения стола,а
также блок-штампы и соосно им размещенные пуансоны, отличающий- с я тем, что, с целью повьш1ения производительности, он снабжен расположенным на станине соосно столу сило30
вым цилиндром, шток которого размещен концентрично штоку основного привода, закрепленными на штоке силового цилиндра в количестве, равном числу блок-штаьшов, программными копирами,
установленными на станине с возможностью поворота в количестве, равном числу блок-штампов, двуплечими рычагами, взаимодействующими одним плечом с соответствующим блок-штампом, а
другим - с соответствущим программным копиром.
2. Пресс-автомат по п. 1, о т л и- чающийся тем, что он снабжен закрепленным на станине концентрично
столу силовым кольцом, а также установленным на каждом блок-штампе с возможностью взаимодействия с силовьм кольцом подпружиненным роликом.
W

| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1676725A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Полуавтомат для сборки пластинчатой цепи | 1991 |
|
SU1784404A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |

Изобретение относится к области кузнечно-прессового машиностроения, а именно к конструкциям многопозици- онньк револьверных пресс-автоматов. Цель изобретения - повышение производительности. Основными узлами автомата являются поворотный стол 2, блок- штампы (БШ) и соосно установленные с (Л
a
„ П Зв 30 f
fVtzB:
Б-б
Ш%ЖШШ%%
NN
фиг. 6
JO
37
Составитель Б. Поникаров Редактор Н. Швыдкая Техред М.Ходанич Корректоре, Черни
..-« « -«--1,-и- - .- --. -- - - fc--fc - -- - - - - - - -- Заказ 1821/8 Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, U
| Норицын Н.А., Власов В,И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М.; Машиностроение, 1967, с | |||
| Металлические подъемные леса | 1921 |
|
SU242A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
