1
ИзоГфетеиир (угносится к области пайки, п частности к способу деталей но криволинейной новерхности преимушестпенно к способу восстановления изношенных поверхностей разъемных гнезд подшипников скольжения.
Целью изобретения является повышение качества паяного соединения за счет повышения плотности паяного шва.
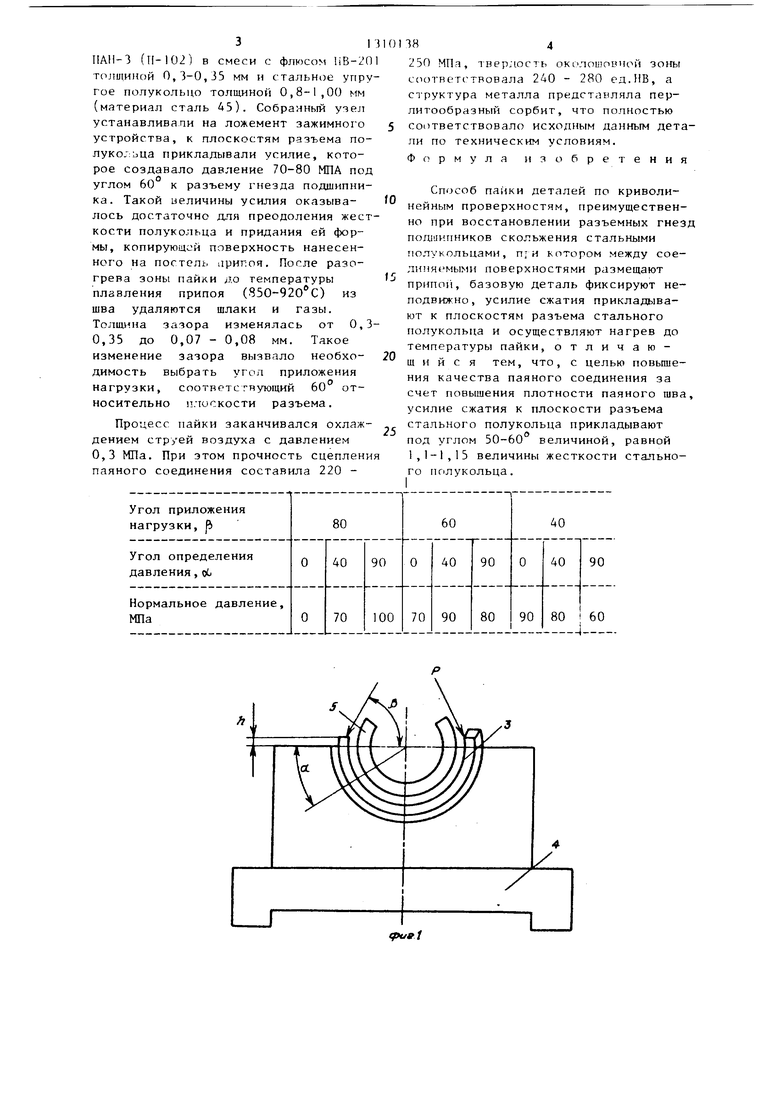
На фиг. показана схема осуществления способа; на фиг.2 (а,б,в) - схема распределения давления.
При пайке деталей по криволинейны поверхностям, преимущественно при восстановлении разъемных гнезд подшипников скольжения стальными полукольцами, между соединяемыми поверхностями размещают припой, базовую деталь фиксируют неподвижно, усилие сжатия прикладывают к плоскостям разъема стального полукольца под углом 50-60° величиной, равной 1,1- 1,15 величины жесткости стального полукольца, и осуществляют нагрев до температуры пайки.
Способ осуществляют следующим образом.
На цилиндрическую поверхность восстанавливаемой детали 1 (постель разъемного гнезда подшипника) наносят припой 2 и укладывают стальное полукольцо 3. Собранный узел устанавливают на ложемент 4, а к плоскостям разъема стального полукольца прикладывают сосредоточенные силы Р, направленные под углом относительно плоскости разъема. Подготовленное соединение перемещают под подковообразный индуктор 5 и производят нагрев зоны пайки.
Для обеспечения равномерного распределения давления упругого стального полукольца на всю поверхность припоя угол должен находится в пределах 50-60° (фиг.2а), а величина Р превышать жесткость полукольца на 10-15%. При этих условиях достигается плотное прилегание стального полукольца к нанесенному на постель
припою за счет его упругих свойств. I
Распределение давления стальной
ленты на постель разъемного гнезда подшипника представлено в таблице.
В том случае, если нагрузка Р будет приложена под углом, большим 60 , в зоне плоскостей разъема нормальная составляющая будет уменьO
5
0
5
П82
щг1ться и при и 90 упадет до О (фиг.2б). При 31 их условиях стальное полукол},цо не будет плотно прижиматься своими концевыми учасч ками к постели и вызовет непропай в зоне разъема гнезда подшипника.
При направлении действия усилия под углом, меньщим 50 , будет уменьшаться нормальная составляющая среднего участка, что вызовет пепропай в средней части гнезда (фиг.2в).
Для обеспечения равномерного нагрева зоны пайки, одновременного расплавления всего припоя, а также с целью сохранения исходной структуры металла основной детали время нагрева и выдержки должно быть в пределах 25-30 с при применении сред- неплавких припоев (700-1050 С). В случае превышения силы Р от указанной появляются Kt пропан за счет коробления стального полукольца.
Термический цикл включает нагрев зоны пайки до температур плавления припоя, металлургический процесс взаимодействия припоя с нагретыми поверхностями и кристаллизацию паяного шва.
При расплавлении припая и растекании его по поверхности спаевае- мых деталей величина зазора изменяется и силы, приложенные к стальному полукольцу, изменяют первоначальный радиус кривизны. Наружная поверхность
5 полукольца копирует поверхность расплавленного припоя, обеспечивая прилегание полукольца по всей поверхности соприкосновения соединяемых деталей, обеспечивая возмох ность получения сплошного паяного шва по всей поверхности.
Для компенсации изменения зазора концевые участки полукольца выступают над плоскостью разъема гнезда под5 шипника на величину h, соответствующую изменению длины паяного шва при усадке расплавленного припоя.
После прекращения нагрева производят охлаждение зоны пайки со ско0 ростью, обеспечивающей получение необходимой для эксплуатации структуры и твердости материала детали.
Пример. Шатун двигателя ЗМЗ-53 с изношенной поверхностью нижней головки (материал сталь Д5) подвергали предварительной механической обработке. На подготовленную поверхность укладывали порошковый припой
0
0
313
IIAll-3 (ri-102) в смеси с флюсом ПВ-2П1 толшиис)й 0,3-0,35 мм и стальное упругое полукольцо толщиной 0,8-1,00 мм (материал сталь 45). Собранный узел устанавливали на ложемент зажимного устройства, к плоскостям разъема по- луко. :ьца прикладывали усилие, которое создавало давление 70-80 МПА под углом 60 к разъему гнезда подшипника. Такой величины усилия оказыва- лось достаточно для преодоления жесткости полукольца и придания ей формы, копирующей поверхность нанесенного на постель арипоя. После разогрева зоны пайки ло температуры плавления припоя (850-920 С) из шва удаляются шлаки и газы. Толщяна зазора изменялась от 0,3- 0,35 до 0,07 - 0,08 мм. Такое изменение зазора вызвало необхо- димость выбрать угол приложения нагрузки, соответсгяующий 60 относительно плоскости разъема.
Процесс пайки заканчивался охлаждением струей воздуха с давлением 0,3 МПа. При этом прочность сцепления паяного соединения составила 220
О 5 0
5
384
250 МПа, пверлост ь околошовной зоны соответствовала 240 - 280 ед.НВ, а структура металла представляла пер- литообразный сорбит, что полностью соответствовало исходным данным детали по техническим условиям. Формула изобретения
Способ пайки деталей по криволинейным проверхностям, преимущественно при восстановлении разъемных гнезд подшипников скольжения стальными полукольцами, п;и котором между соединяемыми поверхностями размещают припои, базовую деталь фиксируют неподвижно , усилие сжатия прикладывают к плоскостям разъема стального полукольца и осуществляют нагрев до температуры пайки, отличающийся тем, что, с целью noBbmie- ния качества паяного соединения за счет повышения плотности паяного шва, усилие сжатия к плоскости разъема стального полукольца прикладывают под углом 50-60 величиной, равной 1,1-1,15 величинь жесткости стального полукольца.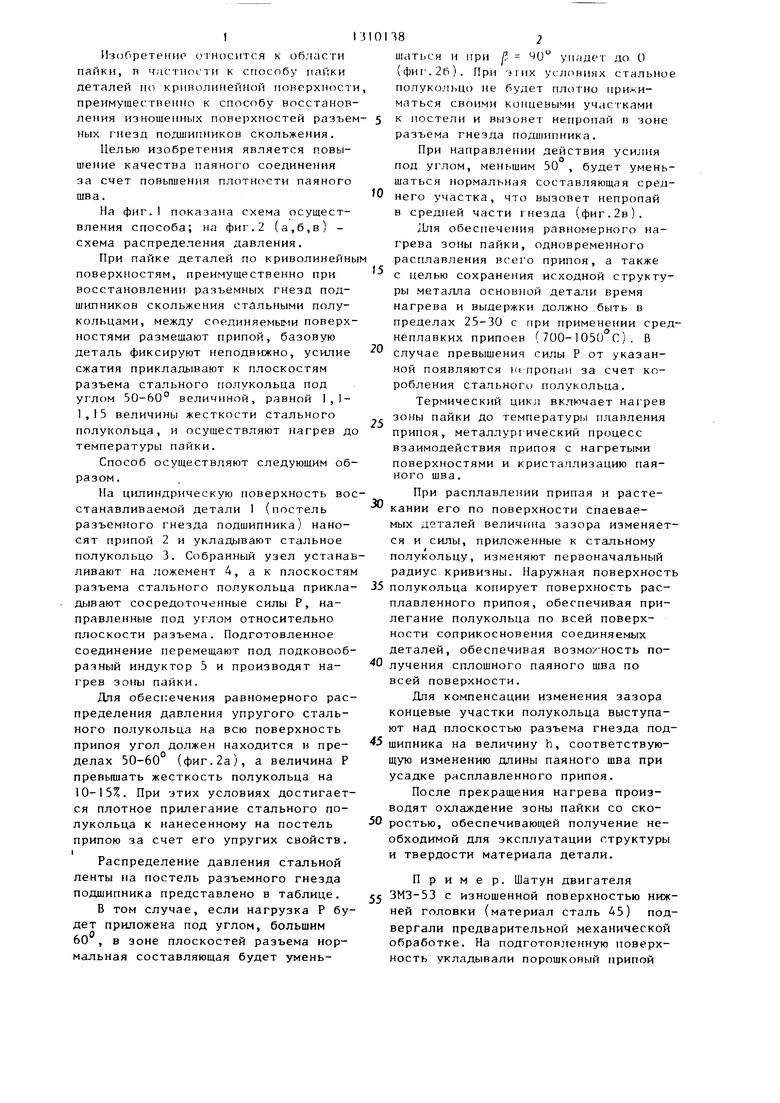
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| Способ разъемного крепления пластин-резцов с одним или двумя сверхтвердыми внешними слоями и твердосплавной подложкой | 2018 |
|
RU2694644C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| Способ пайки металлических конструкций | 1983 |
|
SU1133054A1 |
| СПОСОБ ПАЙКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2449866C2 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2086763C1 |
| ИНСТРУМЕНТ ДЛЯ РАЗРУШЕНИЯ МИНЕРАЛЬНЫХ И ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2092693C1 |
| Способ вакуумплотной пайки изделий | 1969 |
|
SU275694A1 |
Изобретение касается пайки, в частности способов панки деталей по криволинейной поверхности, и может быть использовано при восстановлении изношенных поверхностей разъемных гнезд подшипников скольжения. Целью изобретения является повышение качества паяного соединения за счет повьш1ения плотности паяного шва. При пайке деталей по криволинейным поверхностям, в частности при восстановлении разъемных гнезд п-вдшипников скольжения стальными полукольцами, усилие сжатия прикладывают к плоскостям разъема стального полукольца под углом 50-60 величиной, равной 1,1-1,15 величины жесткости стального полукольца. При этих условиях достигается плотное прилегание стального полукольца к нанесенному на постель припою за счет его упругих свойств. Прочность паяного соединения составляет 220-250 МПа, а твердость околошовной зоны 240-280 ед. Нв. 2 ил., 1 табл. S (Л 00 00
a
p
Редактор А.Гулько
Составитель Л.Абросимова Техред В.Кадар
Заказ 1850/11 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, Раушская наб., д. 4/5
Произродственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, А
Корректор М.Пожо
| СПОСОБ МОРСКОЙ ГЕОЭЛЕКТРОРАЗВЕДКИ С ФОКУСИРОВКОЙ ЭЛЕКТРИЧЕСКОГО ТОКА | 2008 |
|
RU2381531C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для пайки многослойных сотовых изделий | 1973 |
|
SU460973A1 |
