арматуру 3 элементы. Каждый фиксирующий элемент состоит из двух установленных одна в другой с относительным эксцентриситетом втулок 5 и 6 соответственно. Втулки 5 и 6 установлены в гнездах 7 одной из полуформ и имеют возможность вращения относительно друг друга и относительно гнезда 7. Каждая внутренняя втулка 5 выполнена с полостью 8, профиль которой аналогичен профилю соответствующих посадочных мест арматуры 3. Координаты полостей 8 имеют диапазон регулирования,
1
.Изобретение относится к устройствам для изготовления армированных изделий из полимерных материалов, а именно к заливочным формам, предназначенным для производства изделий из пенополиуретана с арматурой, получаемой литьем под давлением термопластов, таких как седла велосипедов и других транспортных средств.
Цель изобретения - упрощение конструкции формы и улучшение качества изготавливаемых изделий за счет повышения точности установки и надежности фиксации арматуры по всем требуемым посадочным местам независимо от релаксационных характеристик полимерных материалов, используемых для литья арматурных элементов.
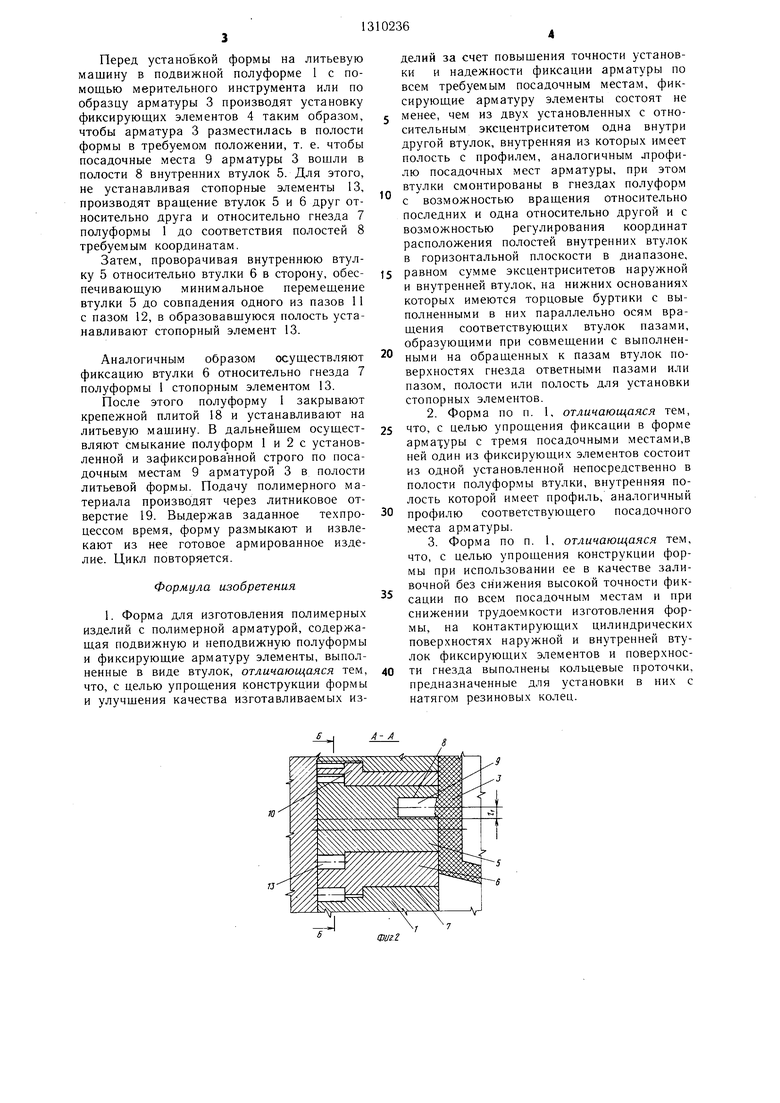
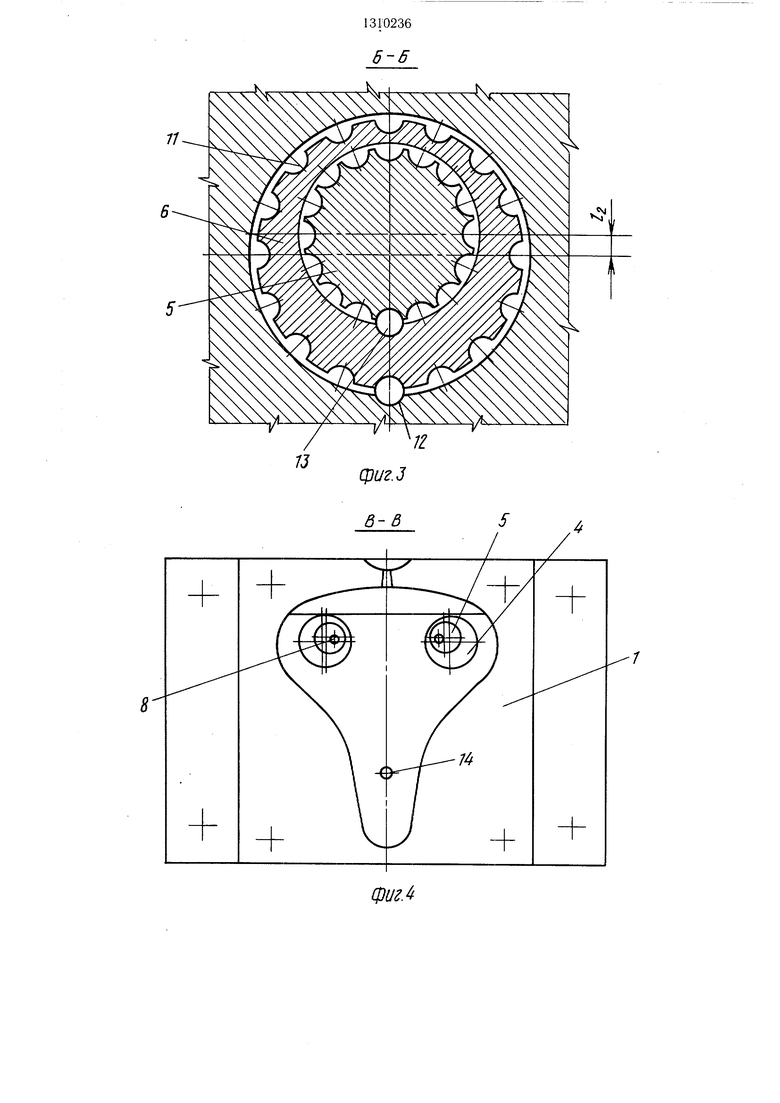
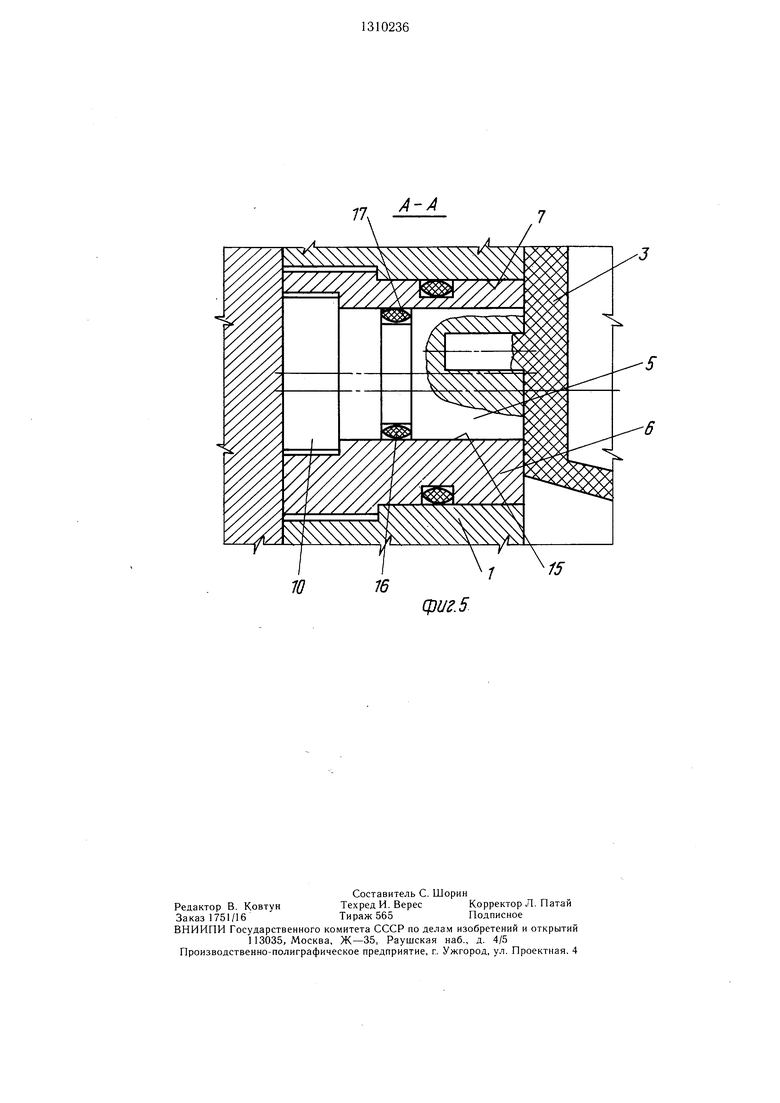
На фиг. 1 изображена форма для изготовления полимерных изделий с полимерной арматурой, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1, со снятой арматурой; на фиг. 5 - форма с выполненными на втулках фиксирующих элементов кольцевыми проточками (разрез А-А на фиг. 1).
Форма для изготовления полимерных изделий с полимерной арматурой содержит подвижную 1 и неподвижную 2 полуформы, фиксирующие арматуру 3 элементы 4, каждый из которых состоит из двух установленных одна в другой с относительным эксцентриситетом втулок 5 и 6 соответственно. Втулки 5 и 6 установлены в гнездах 7 одной из полуформ, например в полуформе 1. Втулки 5 и 6 имеют возможность вращения друг относительно друга и относительно гнезда 7. Каждая внутренняя втулка 5 выполнена с полостью 8, профиль которой аналогичен профилю соответствующих посадочных мест 9 арматуры 3. Координаты расположения полостей 8 имеют диапазон регулирования, равный сумме эксравный сумме эксцентриситетов внутренней и наружной втулок 5 и 6 соответственно. На нижних основаниях втулок 5 и б выполнены прорезанные пазами буртики. Перед установкой формы производят установку фиксирующих элементов вращением втулок 5 и 6 относительно друг друга. Затем втулки для предотвращения от проворачивания фиксируют стопорными Эv eмeнтaми, устанавливаемыми в пазы оснований втулок. 2з. п. ф-лы, 5 ил.
центриситетов е, и е соответственно внутренней 5 и наружной б втулок.
На нижних основаниях втулок 5 и б выполн.ены буртики 10, в которых параллельно осям вращения втулок 5 и б соответственно прорезаны пазы 11, образующие при совмещении с выполненными на обращенной к упомянутым пазам втулок 5, б поверхности гнезда 7 ответными пазами
или пазом 12 полости или полость для установки стопорных элементов 13.
В форме для изготовления полимерных изделий с полимерной арматурой, имеющей три посадочных места, целесообразно для упрощения конструкции и снижения ма5 териалоем кости один из фиксирующих элементов 4 выполнить в виде одной жестко установленной непосредственно в полости полумуфты 1 втулки с посадочной полостью 14, а две других полости 8 для посадочных мест арматуры выполнить во втулках 5 согласно основному конструктивному выполнению фиксирующих элементов 4.
Целесообразно также для конструкции формы, используемой преимущественно в качестве заливочной формы {фиг. 5) на
5 контактирующих цилиндрических поверхностях 15 втулок 5 и б и гнезда 7 в полости полуформы 1 выполнить кольцевые проточки 16 для установки в них с натягом резиновых колец 17 и таким конструктивным решением значительно упростить из готовление и конструкцию формы в целом, обеспечив при этом возможность плавного регулирования положения полостей 8 в соответствии с заданными координатами и надежную фиксацию втулок от проворота. Форма предлагаемой конструкции включает также крепежную плиту 18 и имеет литниковое отверстие 19.
Форма для .изготовления полимерных изделий с полимерной арматурой работает следующим образом.
Перед установкой формы на литьевую машину в подвижной полуформе 1 с помощью мерительного инструмента или по образцу арматуры 3 производят установку фиксирующих элементов 4 таким образом, чтобы арматура 3 разместилась в полости формы в требуемом положении, т. е. чтобы посадочные места 9 арматуры 3 вошли в полости 8 внутренних втулок 5. Для этого, не устанавливая стопорные элементы 13, производят вращение втулок 5 и 6 друг относительно друга и относительно гнезда 7 полуформы 1 до соответствия полостей 8 требуемым координатам.
Затем, проворачивая внутреннюю втулку 5 относительно втулки 6 в сторону, обеспечивающую минимальное перемещение втулки 5 до совпадения одного из пазов 11 с пазом 12, в образовавшуюся полость устанавливают стопорный элемент 13.
Аналогичным образом осуществляют фиксацию втулки 6 относительно гнезда 7 полуформы 1 стопорным элементом 13.
После этого полуформу 1 закрывают крепежной плитой 18 и устанавливают на литьевую машину. В дальнейщем осуществляют смыкание полуформ 1 и 2 с установленной и зафиксированной строго по посадочным местам 9 арматурой 3 в полости литьевой формы. Подачу полимерного материала производят через литниковое отверстие 19. Выдержав заданное техпроцессом время, форму размыкают и извлекают из нее готовое армированное изделие. Цикл повторяется.
Формула изобретения
1. Форма для изготовления полимерных изделий с полимерной арматурой, содержащая подвижную и неподвижную полуформы и фиксирующие арматуру элементы, выполненные в виде втулок, отличающаяся тем, что, с целью упрощения конструкции формы и улучшения качества изготавливаемых из0
0
делий за счет повышения точности установки и надежности фиксации арматуры по всем требуемым посадочным местам, фиксирующие арматуру элементы состоят не менее, чем из двух установленных с относительным эксцентриситетом одна внутри другой втулок, внутренняя из которых имеет полость с профилем, аналогичным .профилю посадочных мест арматуры, при этом втулки смонтированы в гнездах полуформ с возможностью вращения относительно последних и одна относительно другой и с возможностью регулирования координат расположения полостей внутренних втулок в горизонтальной плоскости в диапазоне, 5 равном сумме эксцентриситетов наружной и внутренней втулок, на нижних основаниях которых имеются торцовые буртики с выполненными в них параллельно осям вращения соответствующих втулок пазами, образующими при совмещении с выполненными на обращенных к пазам втулок поверхностях гнезда ответными пазами или пазом, полости или полость для установки стопорных элементов.
2.Форма по п. 1, отличающаяся тем, 5 что, с целью упрощения фиксации в форме
с тремя посадочными местами,в ней один из фиксирующих элементов состоит из одной установленной непосредственно в полости полуформы втулки, внутренняя полость которой имеет профиль, аналогичный 0 профилю соответствующего посадочного места арматуры.
3.Форма по п. 1, отличающаяся тем, что, с целью упрощения конструкции формы при использовании ее в качестве заливочной без снижения высокой точности фиксации по всем посадочным местам и при снижении трудоемкости изготовления формы, на контактирующих цилиндрических поверхностях наружной и внутренней втулок фиксирующих элементов и поверхности гнезда выполнены кольцевые проточки, предназначенные для установки в них с натягом резиновых колец.
5
фда
фL/г.J
Q-B
фиг Л
//-
15
фиг. 5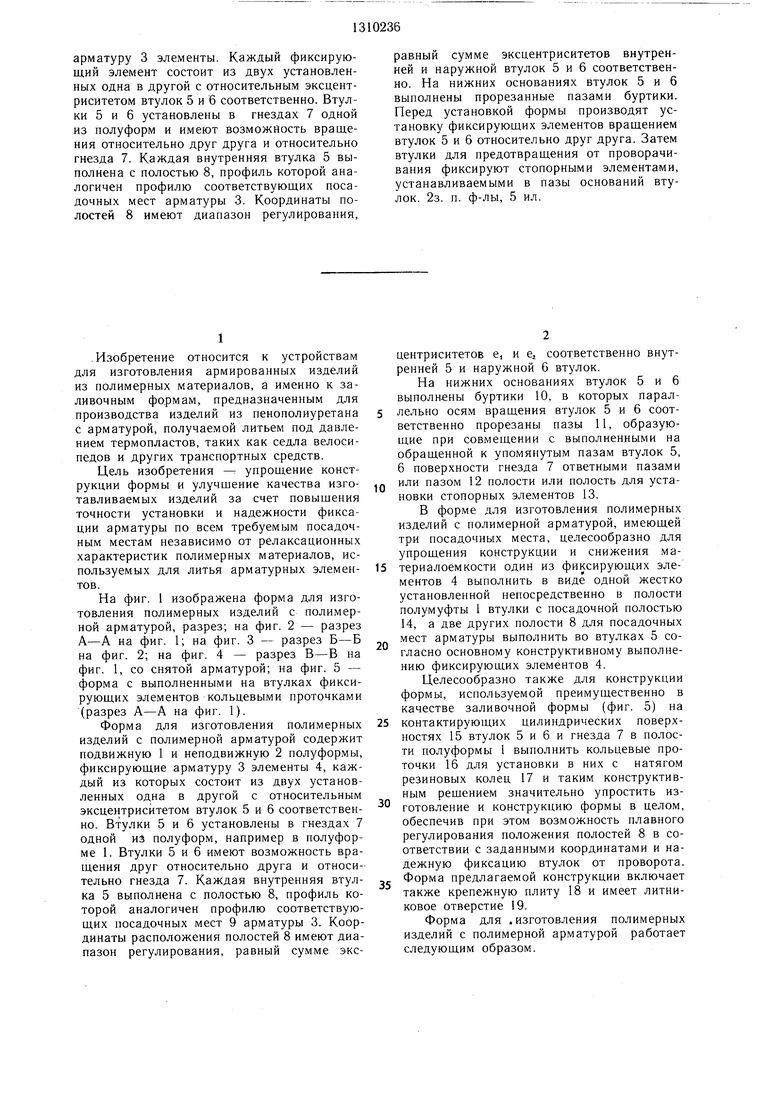
Изобретение относится к устройствам для изготовления армированны.х изделий из полимерных материалов. Цель изобретения состоит в упрощении конструкции формы и улучшении качества изготовляемых изделий за счет повышения точности установки и надежности фиксации арматуры по всем требуемым посадочным местам. Форма содержит подвижную 1 и неподвижную 2 полуформы, фиксируюш,ие (Л ьо со О5 фиг.1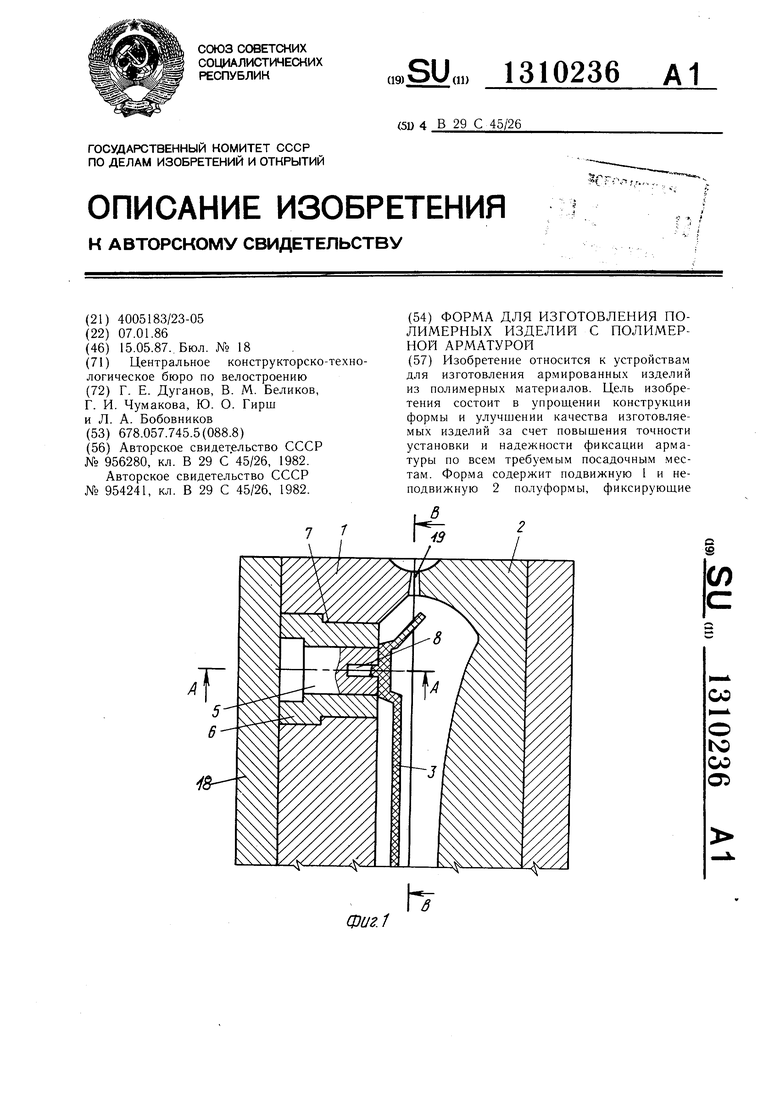
| Литьевая форма для изготовления из полимерных материалов изделий с арматурой | 1980 |
|
SU956280A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Солесос | 1922 |
|
SU29A1 |
