Изобретение относится к измерительной технике и может быть использовано для измерения отклонения формы деталей непосредственно на металлообрабатывающем станке, например в энергомашиностроении при измерениях массивных цилиндрических вальцованных и кованых заготовок.
Целью изобретения является повышение производительности измерений за счет автоматизации процесса синхронизации измерений и вращения измеряемой детали.
На чертеже представлена функциональная схема устройства.
Предлагаемое устройство содержит преобразователь 1 перемещений, подключенный к нему блок 2 измерения и регистрации, датчик 3 числа оборотов детали, выполненный, например, в виде постоянного магнита 3.1, укрепляемого посредством сил магнитного притяжения на планщайбе 4 станка и геркона 3.2, подключенный к выходу датчика 3 триггер 5. Устройство содержит также последовательно соединенные программируемый делитель 6 частоты, первый счетчик 7 импульсов, буферный регистр 8, выход которого подключен к первому входу цифрового компаратора 9 кода, генератор 10 тактовых импульсов, выход которого подключен к программируемому делителю 6 частоты и к первому входу второго счетчика 1 1 импульсов, выход которого подключен к второму входу цифрового компаратора 9 кода. Выход цифрового компаратора 9 кода пoдKv ючeн к управляющему входу блока 2 обработки и регистрации и управляющему входу второго счетчика 11 импульсов, выход триггера 5 подключен к управляющим входам блока 2 измерения и регистрации, буферного регистра 8 и второго счетчика 11 импульсов.
Предлагаемое устройство работает следующим образом.
На планшайбу 4 станка устанавливают измеряемую деталь 12, в резцедержателе 13 суппорта станка укрепляют преобразователь 1 перемещения, на планщайбе 4 также устанавливают магнит 3.1 датчика 3 числа оборотов детали. Преобразователь 1 перемещений вводят в контакт с деталью 12 в тре буемых сечениях. На основании априорной информации о гармонических составляющих спектра отклонений от формы измеряемой детали выбирают количество необходимых отсчетов по углу поворота и устанавливают на программируемом делителе 6 частоты требуемый коэффициент деления. При вращении детали датчик 3 числа оборотов детали выдает импульс, который перебрасывает триггер 5, тем самым разрешая прохождение импульсов от генератора 10 тактовых имВНИИПИЗаказ 1761/35Тираж 678Подписное
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
пульсов 1 через программируемый делитель 6 частоты на счетчик 7 и запрещая счет счетчиком 11, установив его в нулевое состояние. За эремя одного оборота
детали количество импульсов, подсчитанных счетчиком 7, соответствует времени, равному той части угла поворота детали, которая определена коэффициентом деления программируемого делителя 6 частоты.
В начале второго оборота детали датчик 3 числа оборотов формирует новый импульс, под действием которого триггер 5 запрещает счет импульсов счетчику 7, содержимое которого переписывается в буферный регистр 8, и разрешает счет
счетчику 11. Кроме того, на управляющий вход блока 2 обработки и регистрации через формирователь (не показан) поступает командный импульс для измерения и регистрации сигнала преобразователя 1 перемещений. В течение второго
оборота детали на вход счетчика 11 от генератора 10 тактовых импульсов поступают импульсы, изменяя его состояние, которое посредством цифрового компаратора 9 кода сравнивается с содержимым буферного регистра 8. В момент совпадения кодов счетчика 11 и буферного регистра 8 цифровой компаратор 9 кода выдает импульс, по которому блок 2 измерения и регистрации фиксирует сигнал преобразователя 1 перемещений, и обнуляется счетчик 1 1. Далее цикл
измерения повторяется.
Формула изобретения
Устройство для измерения формы круп- 5 ногабаритных деталей, содержащее преобразователь перемещений, подключенн-ый к нему блок измерения и регистрации, блок синхронизации вращения детали, отличающееся тем, что, с целью повышения производительности измерений, блок синхрониза0
ции вращения детали выполнен в виде
датчика числа оборотов детали, подключенного к его выходу триггера, цепи из последовательно соединенных генератора тактовых импульсов, программируемого делитег ля частоты, первого счетчика импульсов, буферного регистра, цифрового компаратора кода, второго счетчика импульсов, подключенного входом к второму выходу генератора тактовых импульсов, выходом - к второму входу цифрового компаратора кода,
0 выход триггера соединен с вторыми входами первого и второго счетчиков импульсов, буферного регистра, блока измерения и регистрации, выходом цифрового компаратора кода и третьим входом второго счетчика импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальная система сбора и регистрации измерительной информации | 1989 |
|
SU1783547A1 |
| Многоканальное устройство для регистрации аналоговых и цифровых сигналов | 1988 |
|
SU1564649A1 |
| Многоканальная система измерения и регистрации | 1988 |
|
SU1707546A1 |
| Адаптивная система для активного контроля размеров деталей | 1981 |
|
SU998091A1 |
| Способ снятия остаточных напряжений в металлических конструкциях и устройство для его осуществления | 1987 |
|
SU1474175A1 |
| Устройство для измерения температуры | 1990 |
|
SU1742640A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДВИЖЕНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1992 |
|
RU2054198C1 |
| Стенд для испытания энергоустановок электромобилей | 1985 |
|
SU1255890A1 |
| Устройство для регистрации информации | 1989 |
|
SU1698895A1 |
| Устройство для управления многоканальным электроприводом тренажера | 1984 |
|
SU1180846A1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение производительности измерений. Установленная на планшайбе 4 измеряемая деталь 12 измеряется преобразователем 1 перемещений, сигналы преобразователя 1 перемещений поступают в блок 2 измерений и регистрации с датчика 3 числа оборотов детали, состоящего, например, из магнита 3.1 и геркона 3.2, и поступают на триггер 5. За время первого оборота детали триггер 5 разрешает подсчет импульсов генератора 10 тактовых импульсов через программируемый делитель 6 частоты счетчику 7 импульсов. После окончания первого оборота содержимое счетчика 7 переписывается в буферный регистр 8, и генератор 10 тактовых импульсов начинает заполнять второй счетчик Иимпульсов. Нри совпадении кодов с буферного регистра 8 и второго счетчка 11 импульсов с компаратора 9 хода на блок 2 измерения и регистрации поступает разрешающий сигнал, тем самым фиксируется результат измерения, соответствующий определенному углу поворота детали 12. 1 ил. {S (Л О5 ю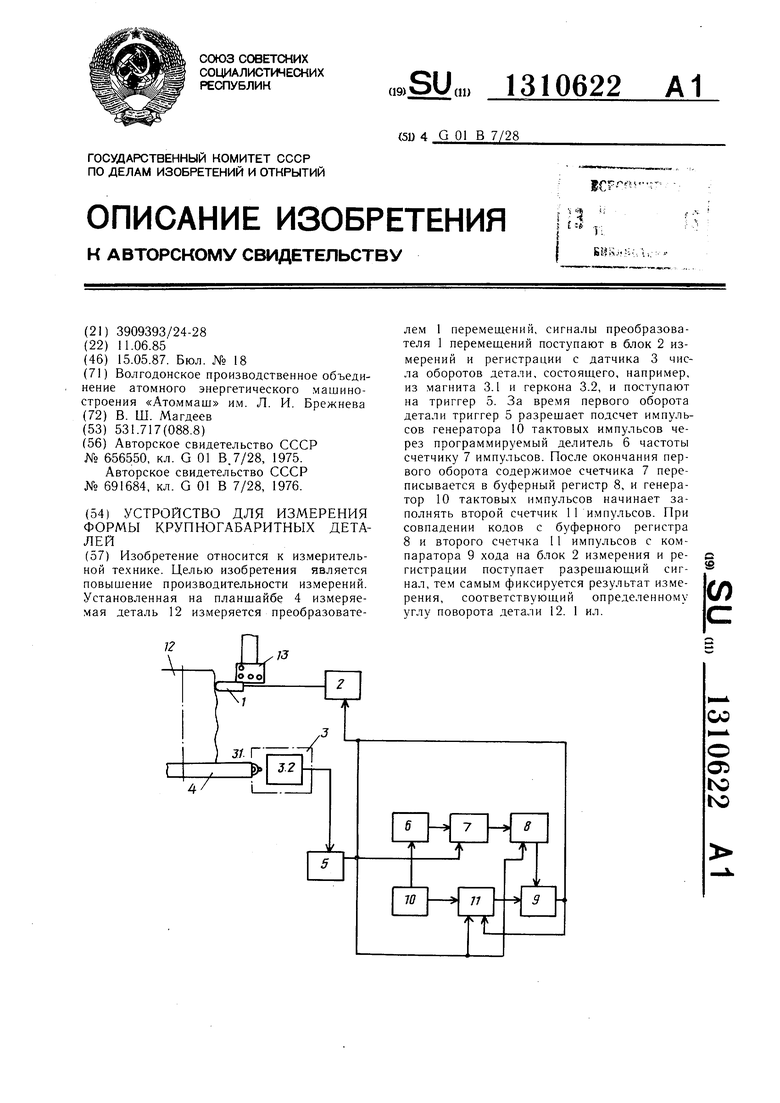
| Машина для автоматического измерения профиля поперечного сечения зуба и винтовой линии поверхности зуба зубчатого колеса | 1975 |
|
SU656550A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения формы полых крупногабаритных цилиндрических деталей | 1978 |
|
SU691684A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
