113
Изобретение относится к машиностроению, в частности к шлифованию и может быть использовано для получения корня стружки при шлифовании.
Цель изобретения - получение корня стружки при врезном круглом шлифовании.
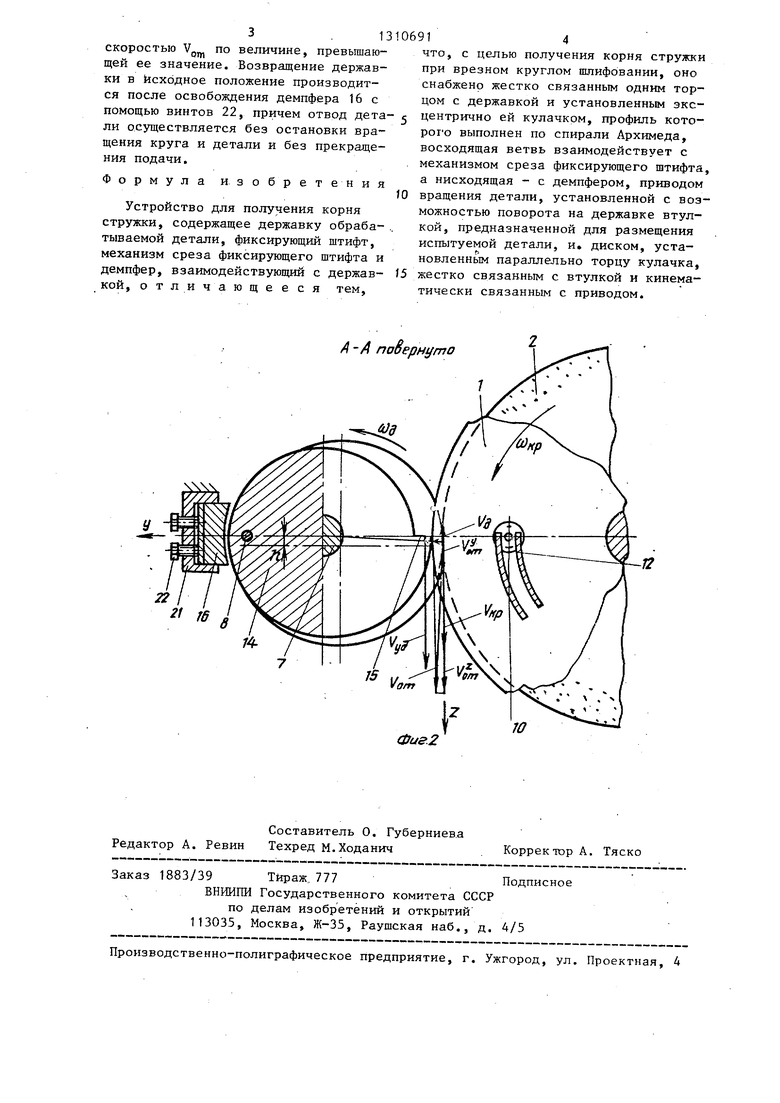
На фиг. 1 изображено предлагаемое устройство, осевой разрез; на фиг.2 - разрез А-А на фиг. 1
Устройство содержит оправку 1, закрепленную на шпинделе шлифовального круга 2, в которой выполнено отверстие 3, эксцентричное ее оси, и радиалыюе отверстие 4, соединенные между собой, державку 5, установленную эксцентрично в центрах б и 7, механизм среза фиксирующего штифта 8, выполненный в виде размещенного в отверстии 4 оправки 1 подпружинен ного пальца 9 с выточкой, стопора 10, расположенного в отверстии 3 оправки, и ограничителя 11 хода пальца 9. Против стопора 10с боковой стороны оправки 1 ниже плоскости осей инструмента и центров 6 и 7 установлен электромагнит 12, управляющий выходом- пальца 9 из оправки 1. На державке 5 установлена (с возможностью вращения на державке) обрабатываемая деталь 13.
Устройство снабжено жестко связанным одним торцом с державкой 5 и ус- тановленйым эксцентрично ей кулачком 14, профиль которого выполнен по спирали Архимеда с выступом 15. Восходящая ветвь спирали Архимеда выступом 15 взаимодействует с механизмом среза фиксирующего штифта, а нисходящая ветвь - с демпфером 16.
Устройство снабжено втулкой 17, установленной с возможностью поворота на державке 5. Втулка 17 предназначена для раз мещения испытуемой детали 13. Диск- 18 кинематически связан с приводом вращения детали (не показан) для чего на торцовой поверхности диска 18 выполнены кольцевые радиальные пазы 19, взаимодействующие с поводком 20. Кулачок 14 зафиксирован от проворота с помоп1ью кронштейна 21 через штифт 8. Положение демпфера 16 регулируется винтами 22.
Устройство работает следующим образом.
Исследуемую деталь 13 закрепляют во втулке 17 с помощью диска 18, взаимодействующего со втулкой 17 через
12
резьбовое соединение. Державку 5 .вместе со втулкой 17 и деталью 13 устанавливают в центрах 6 и 7 станка ив радиальный паз 19 вводят поводок 20. Державку поворачивают так, чтобы выступ 15 располагался против оправки 1 и фиксируют ее в этом положении щтифтом 8 к кронштейну 21. В исходном положении палец 9 утоплен
в отверстии 4 оп1:1авки 1 и зафиксирован стопором 10. После этого включают вращение шлифовального круга 2 и детали 13, а также врезную (поперечная) подачу. Наличие радиальных пазов 19
на диске 18 необходимо для привода его во вращение от эксцентрично расположенного поводка 20, который при этом будет скользить вдоль паза 19. Для мгновенного прекращения процесса шлифования включают электромагнит 12, в результате чего стопор - 10, проходя возле электромагнита 12, вытягивается из отверстия 3, что. обеспечивает освобождение пальца 9, который под действием центробежных сил выходит из оправки 1 (величина его выхода определяется положением ограничителя 11) и ударяет по выступу 15 кулачка 14. При этом происходит срезание фиксирующего штифта 8 и разворот державки 5 относительно оси центров 6 и 7, При развороте державки 5 вместе с кулачком 14 происходит его заклинивание в демпфере
16 за счет выполнения его наружной поверхности по спирали Архимеда, что необходимо д,пя предотвращения разворота державки 5 на полный оборот и вновь ввода в контакт детали с шлифовальным кругом 2. При развороте державки 5 производится отвод детали 13 от шлифовального круга 2. Величина скорости V отвода в направлении оси Z зависит от соотношения
радиуса вылета пальца, положения выступа относительно оси центров и соотнощения диаметров круга и детали, причем величина скорости V;, должна быть больше суммы скорости круга и скорости Va детали при их.
встречном вращении. Величина скорости V отвода в направлении оси у зависит от положения оси детали относительно оси центров, т.е. значений
е и h. Значение этой скорости должно быть больше величины врезной подачи. Выполнение указанных условий обеспечивает отвод детали в направлении действительной скорости резания со
3 . 13
скоростью Vp по величине, превышающей ее значение. Возвращение державки в исходное положение производится после освобождения демпфера 16 с помощью винтов 22, причем отвод детали осуществляется без остановки вращения круга и детали и без прекращения подачи.
Формула изобретения
Устройство для получения корня стружки, содержащее державку обрабатываемой детали, фиксирующий штифт, механизм среза фиксирующего штифта и демпфер, взаимодействующий с державкой, отличающееся тем.
14
что, с целью получения корня стружки при врезном круглом шлифовании, оно снабжено жестко связанным одним торцом с державкой и установленным эксцентрично ей кулачком, профиль кото- poi o выполнен по спирали Архимеда, восходящая ветвь взаимодействует с механизмом среза фиксирующего штифта, а нисходящая - с демпфером, приводом вращения детали, установленной с возможностью поворота на державке втулкой, предназначенной для размещения испытуемой детали, и, диском, установленным параллельно торцу кулачка, жестко связанным с втулкой и кинематически связанным с приводом.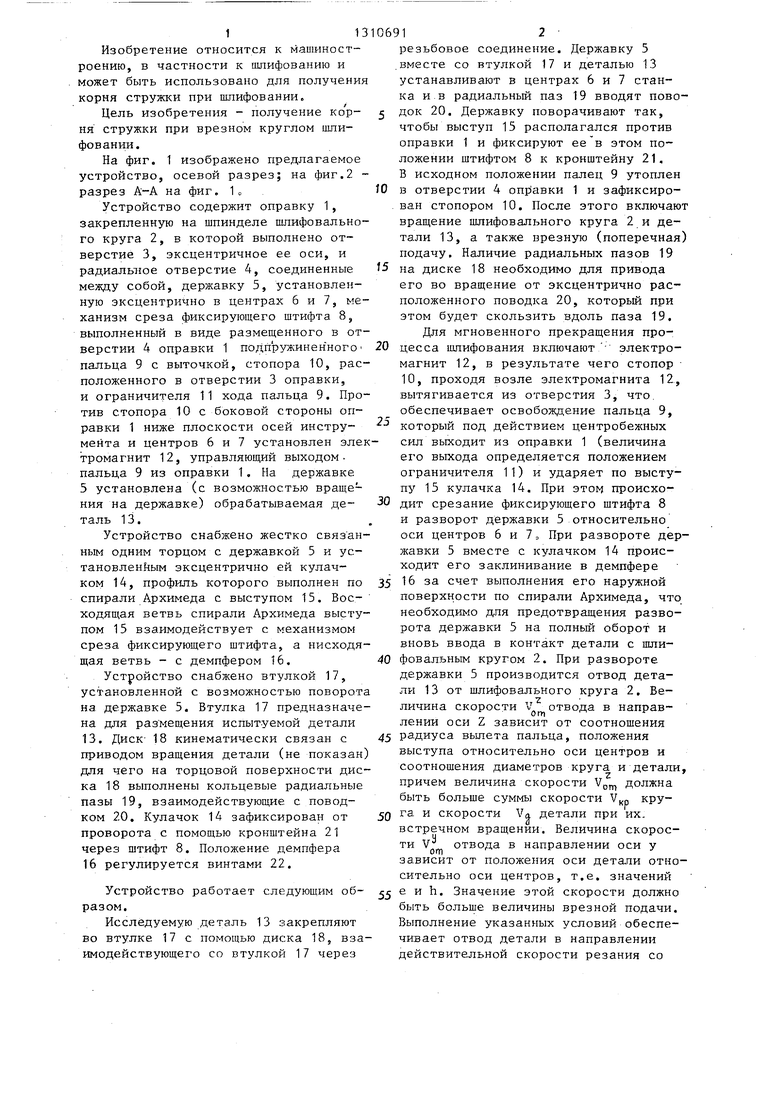
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения корня стружки на токарном станке | 1983 |
|
SU1158893A1 |
| Устройство для шлифования детали с неполной цилиндрической поверхностью | 1982 |
|
SU1021572A1 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Головка для расточки кольцевых канавок | 1991 |
|
SU1784408A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Устройство для шлифования | 1981 |
|
SU1013242A1 |
| Способ шлифования дисковых кулачков | 1975 |
|
SU555000A1 |
Изобретение относится к машиностроению и может быть использовано для получения корня стружки при шлифовании. Цель изобретения - получение корня стружки при врезном круглом шлифовании. Процесс шлифования предопределяет вращение исследуемой детали, что обеспечивается приводом вращения, втулка 17 установлена с возможностью поворота на державке 5 и. предназначена для закрепления исследуемой детали 13. Для мгновенного прекращения процесса шлифования, что обеспечивает получение качественного корня стружки, включается электромагнит 12, освобождается палец 9, который ударяет по восходящей ветви спирали Архимеда профиля кулачка 14, что приводит к срезанию штифта 8 и к развороту державки 5. При этом происходит заклинивание кулачка 14 в демпфере 16. Державка 5 разворачивается вокруг своей оси, что приводит к отводу детали 13 от шлифовального круга 2. 2 ил. f СЛ 0 4 Г5 / ,:/./--, тПм 0 фиг.1 Г5 /4/ / Х I ;.,со О) 
/JФиг.2
10
Составитель О. Губерниев.а Редактор А, Ревин Техред М.Ходанич
Заказ 1883/39 Тираж. 777Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Тяско
| Устройство для получения корня стружки на токарном станке | 1983 |
|
SU1158893A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
