1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении колец на кольцепрокатном стане.
Цель изобретения - повышение надежности кольцепрокатног о стана.
На чертеже схематично изображен кольцепрокатный стан для реализации предлаг асмого способа.
Стан содержит станину 1, установленный в ней стационарно наружный валок 2 и каретку 3 с размещенным в ней внутренним валком А. Каретка 3 с внутренним валком 4 перемещаются относительно наружного валка 2 под действием гидроцилиндра 5. Стан содержит также каретку 6 торцовых валков. Нижний торцовый валок 7. установлен в каретке 6 неподвижно, а верхний валок 8 - с возможностью перемещения в направлении к нижнему валку 7 под действием г идроцилиндра 9. На каретке 6 торцовых валков смотирован следящий ролик 10, который перемещается относительно каретки и постоянно прижимается к боковой наружной поверхности прокатываемого кольца 11 приводом 12. Стан снабжен датчиками 13,один из которых кинематически связан с кареткой 3, а другой - с роликом 10, суммирующим блоком 14 и исполнительным орт аном 15, электрически связанным между собой и электромагнитами 16 гидра.в- лических распределителей 17. Напорный трубопровод 18 нажимного гидроцилиндра 9 через обратные управляемые клапаны 19 и предохранительные клапаны 20 - 23 соединен со сливным трубопроводом 24.
Способ рет улирования осуществляется следующим образом.
В начале прокатки диаметр кольца 11 мал, стаенка кольца 11 находится в растворе торцовых валков 7 и 8. Расстояние между точкой, лежащей на среднем диаметре кольца 11 и нахдящейся в растворе торцовых валков 7 и 8, и опасным сечением валка, находящимся вблизи подшипниковой опор в этот момент, максимальное. По мер увеличения наружного диаметра и уменшения толщины стенки кольца 11 его стенка перемещается вдоль образующи торцовых валков 7 и 8. При этом расстояние между точк ой, лежащей на среднем диаметре кольца 11 и находящейся в растворе валков 7 и 8, и опасным сечением валка уменьшается.
32
Датчики 13,один из которых кинематически связан с кареткой 3, а дру- г ой - с роликом 10, вырабатывают сиг налы, пропорциональные соответст-.
венно толщине стенки кольца 11 и расстоянию от наружной боковой поверхности кольца 1 1 до onacHoi o сечения валка. Эти сигналы суммируются в блоке 14, который формирует управляющий сиг нал, пропорциональный расстоянию между точкой, лежащей на среднем диаметре кольца 11 и находящейся в растворе валков 7 и 8, и опасным сечением валка, т.е. плечу
приложения осевог о усилия прокатки относительно опасног о сечения. Этот сигнал подается исполнительному органу 15, который ,в зависимости от величины сигналаJвыключает последовательно электромагниты 16 гидравлических распределителей 17. В начале прокатки включены все электромагниты 16, и напорный трубопровод 18 через обратные управляемые клапаны 19 и
предохранительные клапаны 20 - 23 соединен со сливным клапаном 24.Предохранительные клапаны 20 - 23 настроены на разные давления.
По мере уменьшения плеча приложения осевого усилия прокатки относительно опасног о сечения валка электромагниты 16 выключаются, запирая последовательно обратные клапаны 19 и соответствующие им предохранительные клапаны 20 - 22. Давление в гидроцилиндре, а следовательно,и осевое усилие прокатки ступенчато увеличиваются ,
Число ступеней может быть увеличено путем увеличения количества клапанов, чтобы максимально приблизиться к закону, описанному формулой
45
Р
Мдоп
где М.р - предельно допустимый изгибающий момент в выбранном сечении валка, рассчитанный исходя из требуемой долг овечности валка; Е - плечо приложения осевого усилия прокатки относительно выбранног о сечения.
При использовании предлагаемого способа повыщается надежность стана за счет увеличения долговечности торцовых валков.
313118234
Формула изобретения что, с целью повьшшння надежности
стана, осевое давление прокатки узСпособ управления кольцепрокатным лом торцовых валков регулируют обрат- станом, заключающийся в регулировании но пропорционально плечу приложения осевого давления прокатки торцовых 5 осевого усилия прокатки относительно валков, отличающийся тем, опасного сечения торцового валка.
Составитель Н.Тимофеева Редактор А.Козориз Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 1917/10 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |
| Кольцепрокатный стан | 1973 |
|
SU650485A3 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Способ прокатки кольцевых изделий | 1985 |
|
SU1480941A1 |
| Кольцепрокатный стан | 1981 |
|
SU1006004A2 |
| Способ изготовления профильных кольцевых изделий | 1988 |
|
SU1606245A1 |
| Кольцепрокатный стан | 1979 |
|
SU804138A1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| Каретка торцовых валков кольцепрокатного стана | 1980 |
|
SU904850A2 |
| Способ прокатки кольцевых изделий | 1991 |
|
SU1782694A1 |
Изобретение относится к обработке металлов давлением и может г быть использовано при прокатке кольцевых изделий. Целью изобретения является повышение надежности стана путем повышения долговечности торцовых валков. При уменьшении плеча приложения осевого усилия прокатки относительно опасного сечения валка электромагниты 16 включаются, запирая последовательно обратные клапаны 19 и соответствующие им предохранительные клапаны 20 - 22. Давление в гидроцилиндре, а следовательно, и осевое усилие прокатки ступенчато увеличиваются. Регулирование осевого давления прокатки обеспечивает повышение долговечности валков. 1 ил. 2 (Л и/- со сх ND СО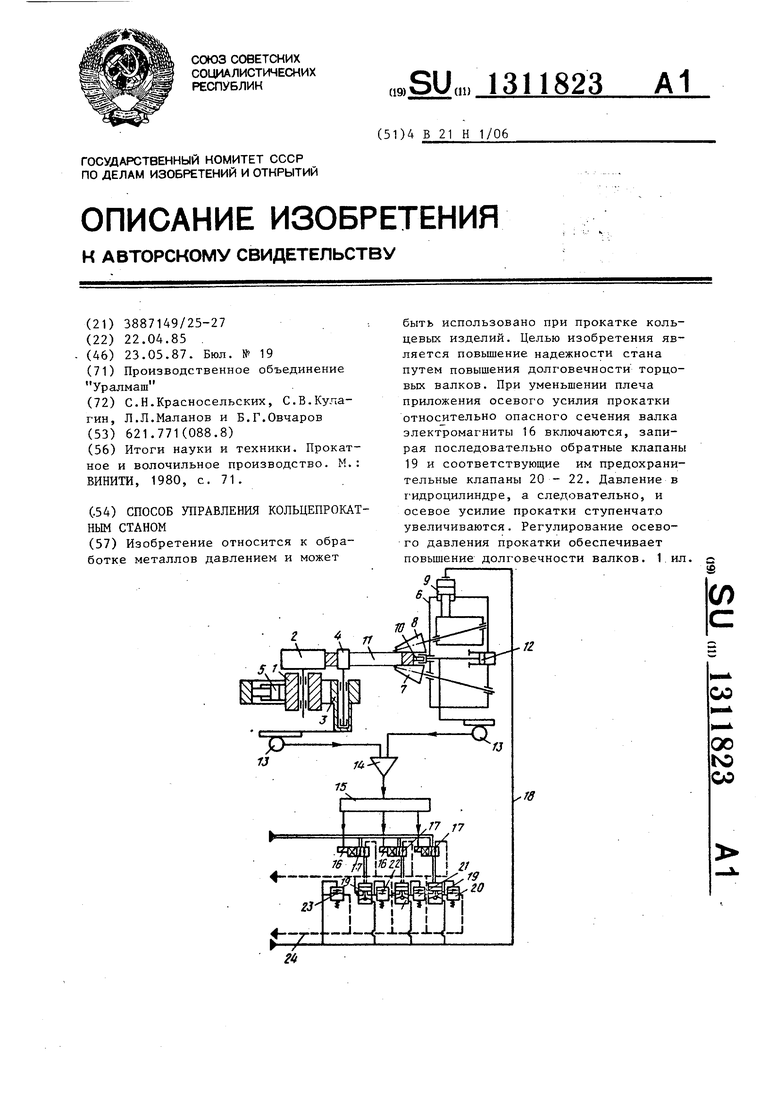
| Итоги науки и техники | |||
| Прокатное и волочильное производство | |||
| М.: ВИНИТИ, 1980, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
