Изобретение относится к обработке металлов давлением, а именно к оборудованию для производства кольцевых заготовок.
По основному авт.св. № 912359 из вестен кольцепрокатный стан, содержащий станину с установленными в ней наружным валком и кареткой, имеющей возможность возвратно-поступа тельного перемещения от привода перпендикулярно оси наружного валка, а также внутренний валок, стационарный подшипник которогр смонтирован в каретке, а съемный - в дополнительной опоре. Стан снабжен приводом возвратно-поступательного перемещени дополнительной опоры;- в направлении перпендикулярном оси наружного валка, приводом осевого возвратно-поступательнбго перемещения съемного подшипника, размещенньом в дополнительной опоре. Каретка выполнена с упором, а дополнительная опора - с выступом, имеющим возможность взаимодействия с упором fl .
Недостаток указанного стана заклю чается в том, что в результате неточной установки верхнего .подшипника относительно нижнего, а также вследствие наличия люфтов в подшипниках под действием усилия прокатки ось внутреннего валка может занять наклонное положение относительно оси наружного . Возникающая в этом случае вертикальная составляющая усилия прокатки перемещает кольцо вДоль осей валков, приходится прекращать процесс прокатки и возвращать кольцо в исходное положение, что снижает производительность.
Кроме этого непараллельность осей наружного и внутреннего залков приводит к искажению формы кольца.
Целью изобретения является повышение производительности стана и улушение качества колец.
Эта цель достигается тем, что в кольцепрокатном стане упор смонтирован на каретке с возможностью регулирования в направлении, перпендикулярном к оси вращения наружного валка.
При упор выполнен в виде эксцентрикового вала с приводом его вращения.
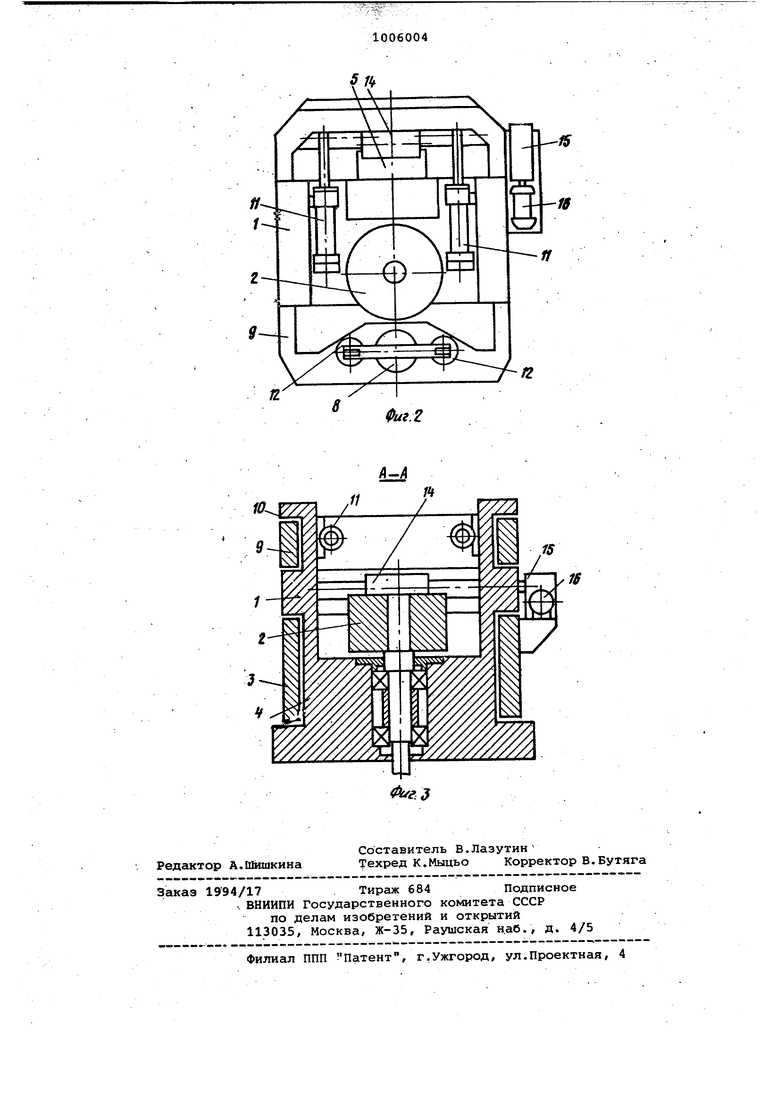
На фиг. 1 изображен коЛьцепрокатный стан, продольный разрез; на фиг. 2 - то же, вид в плане, на фиг. 3 - разрез А-А на фиг. 1.
Кольцепрокатный стан содержит станину 1 с установленными в ней приводным наружным валком 2 и кареткой 3 имеющей возможность возвратно-поступательного перемещения в направляющих 4 от гидроцилиндра 5 нажимного устройства перпендикулярно оси наружного валка 2, а также холостой
внутренний валок б, нижний стационарный подшипни-к 7 которого установ лен в каретке 3, а верхний .съемный 8в дополнительной опоре 9. Дополнительная опора 9 смонтирована в станине 1 с возможностью возвратно-поступательного перемещения в направляющих 10 от гидроцилиндров 11 .На дополнительной опоре 9 установлены гидроцилиндры 12 для осевого воэвратно-поступательного перемещения съемного подшипника 8 внутреннего валка 6. На каретке 3 смонтирован взаимодействующий с выступом 13 дополнительной опоры 9 упор 14, выполненный в виде эксцентрикового вала, приводимого во вращение через редуктор 15 двигателем 16.
Стан работает следующим образом.
Перед загрузкой заготовки дополнительная опора 9 отведена от внутреннего валка 6, съемный подшипник 8 при этом поднят в крайнее врехнее положение.
После загрузки заготовки дополнительная опора 9 перемещается гидроцилиндрами 11 в направлении к внутреннему валку 6 до контакта с упором 14 при этом, если оси подшипника 8 и ось внутреннего валка 6 не совпадают, эксцентриковый вал 14 поворачивают, добиваясь совпадения осей подшипника 8 и внутреннего валка 6.После этого подшипник 8 гидроцилиндрами 12 опускается на верхний конец внутреннего валка 6. Каретка 3 нажимным механизмом перемещается в направлении к наружному валку 2, увлекая за собой посредством упора 14 дополнительную опору 9. Кольцевая заготовка зажимается между наружным 2 и внутренним 6 валками и начинается прокатка.
Если в процессе прокатки из-за наличия люфтов в подшипниках 7 и 8 происходит наклон оси внутреннего . валка б и прокатываемое кольцо начинает перемещаться осей валков j оператор включением двигателя 16 поворачивает эксцентриковый вал 14, перемещающий дополнительную опору 9. Происходит выбор люфтов, внутренний валок 6 занимает правильное положени и прокатываемое кольцо возвращается в исходное положение без прекращения процесса прокатки.
После окончания прокатки подшипник 8 гидроцилиндрами 12 перемещается в крайнее верхнее положение, съемная опора 9 гидроцилиндрами 11 отводится в исходное положение и производится выгрузка готового кольца.
Предлагаемый кольцепрокатный стан обеспечит, по сравнению с известным, повышение производительности и улучшение качества колец.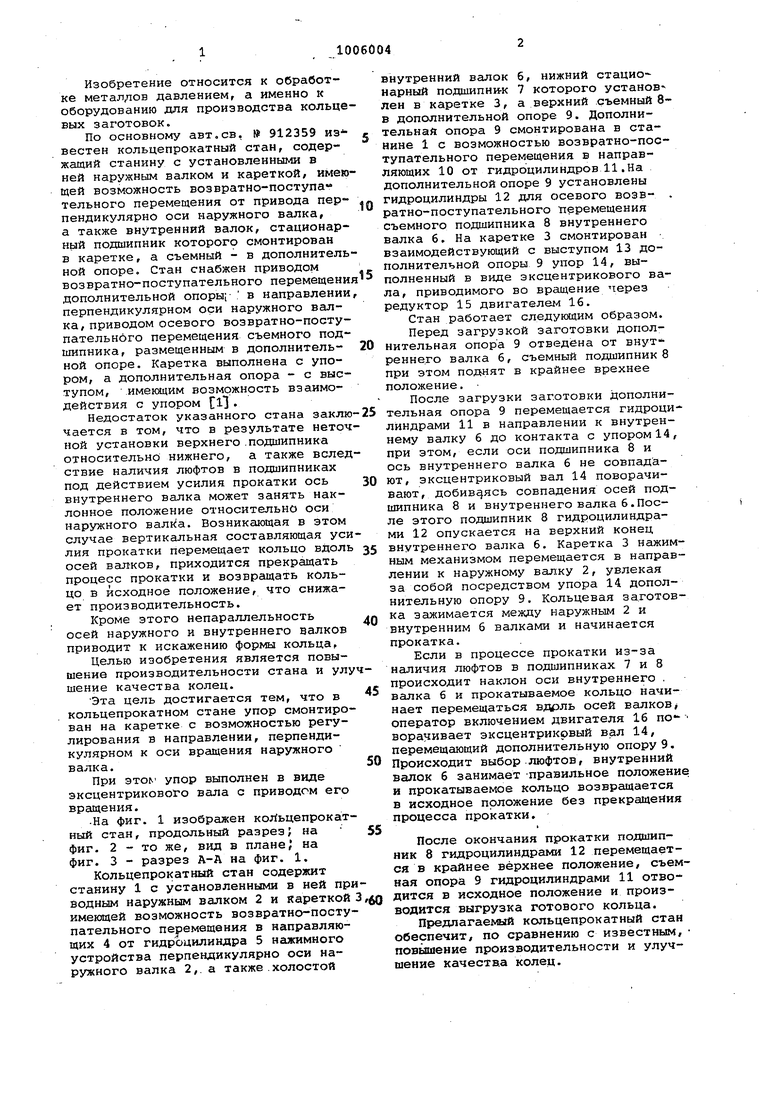
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцепрокатный стан | 1980 |
|
SU912359A1 |
| Кольцепрокатный стан | 1984 |
|
SU1247141A1 |
| Кольцепрокатный стан | 1979 |
|
SU804138A1 |
| Кольцепрокатный стан | 1978 |
|
SU780937A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| Кольцепрокатный стан | 1973 |
|
SU519257A1 |
| Стан для прокатки кольцевых изделий | 1984 |
|
SU1235603A1 |
1. КОЛЬЦЕПРОКАТНЫЙ СТАН по авт.св. 912359, отличающийс я тем, что, с целью повышения производительности и улучшения качества колец, упор смонтирован на каретке с возможностью регулирования в направлении , перпендикулярном к оси вращения наружного валка. 2. Стан по П.1, отличающийся тем, что упор выполнен в виде эксцентрикового вала с приводом его вращения. О) Од о о 4 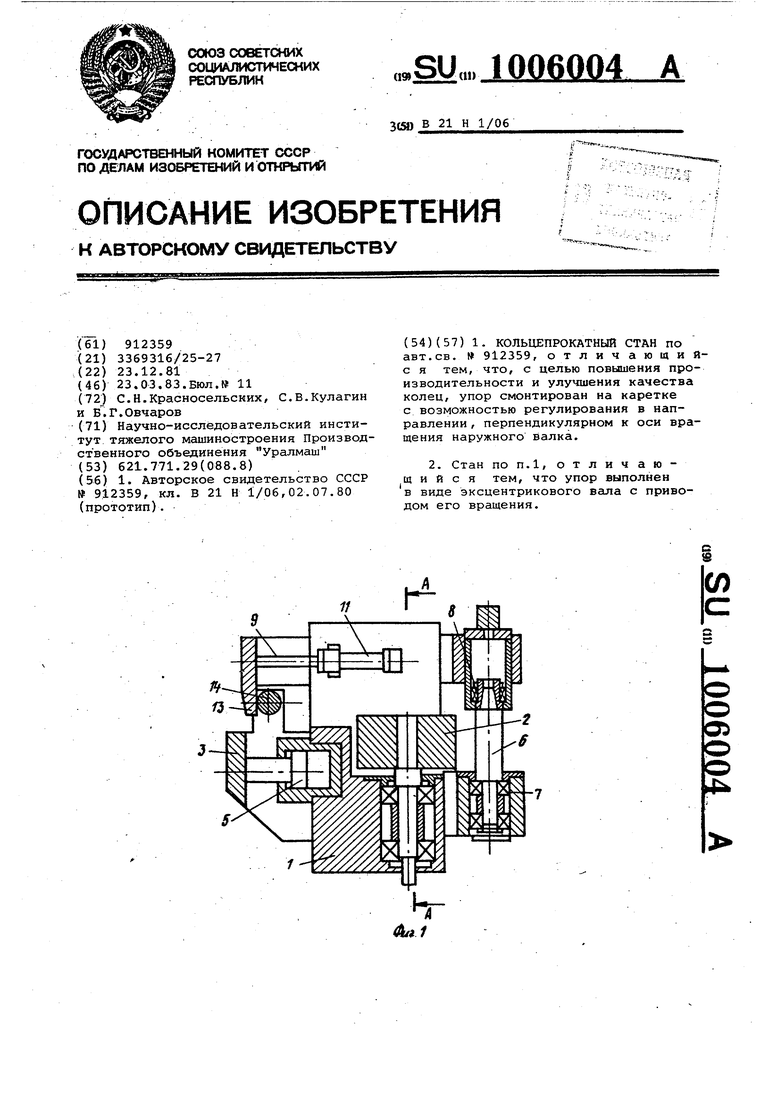
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кольцепрокатный стан | 1980 |
|
SU912359A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
