Изобретение относится к ремонтному и машиностроительному производству и может быть использовано при ремонте и восстановлении крупных двигателей внутреннего сгорания, преимундественно без демонтажа.
Целью изобретения является обеспечение возможности обработки шатунной шейки коленчатого вала при сокраш,енной степени разборки двигателя за счет рациональной компоновки его узлов.
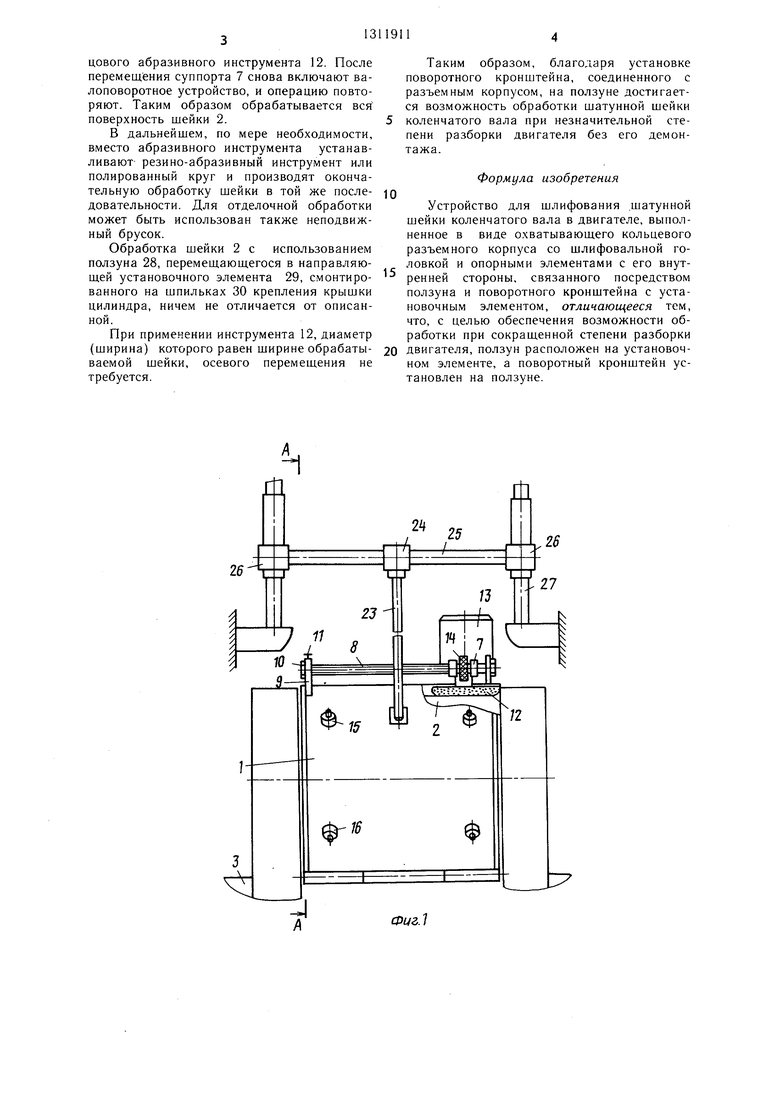
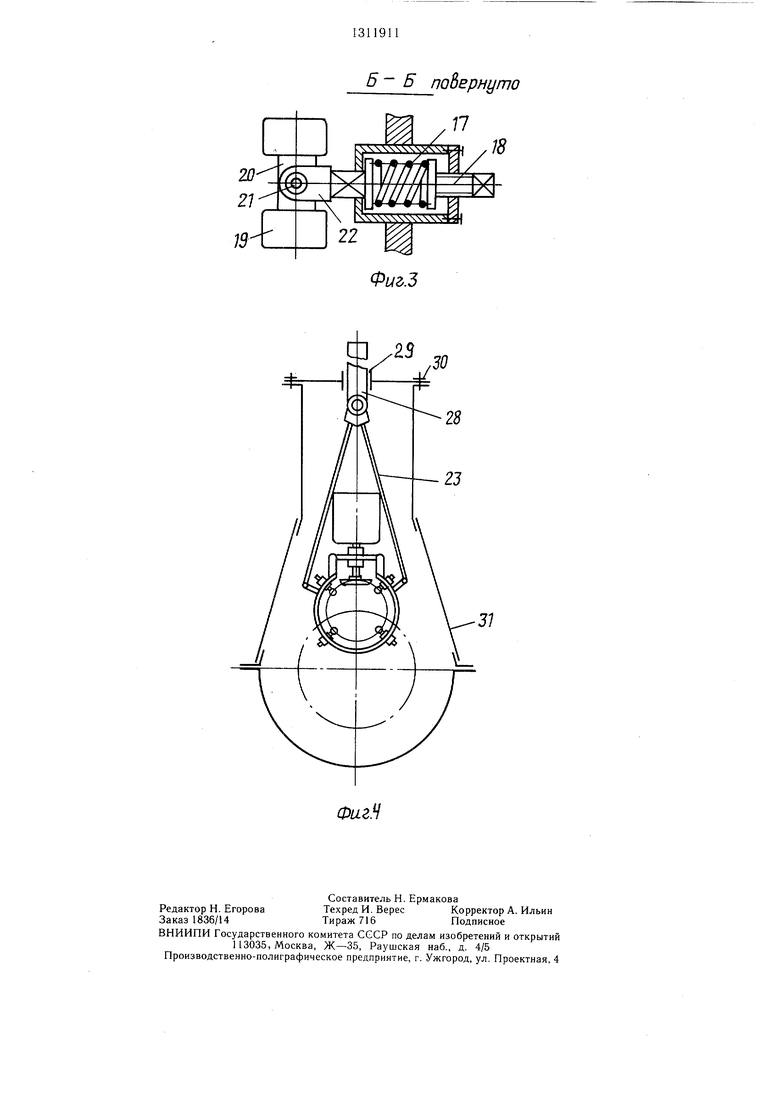
На фиг. 1 схематично показан вариант конструкции устройства с расположением установочного элемента на телескопических трубах двигателя; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - вариант конструкции уст- ройства с расположением установочного элемента на месте крышки цилиндра двигателя.
Устройство состоит из охватывающего кольцевого разъемного корпуса 1, выполнен- ного в виде двух половин, охватывающих шатунную шейку 2 коленчатого вала 3 и соединяющихся между собой, например, с помощью накладных пластин 4, винтов 5 и шарнира 6. В верхней части разъемного корпуса I смонтирован суппорт 7, который имеет возможность перемещения вдоль шейки 2 по ходовым винтам 8, установленным в щеках 9 корпуса 1. Ходовые винты 8 закреплены в щеках 9 с помощью гаек 10 и стопорятся от проворачивания винтами 11. В центре суппорта 7 установлена снабженная инструментом 12 Шлифовальная головка 13. Конструкция шлифовальной головки предусматривает возможность вертикального перемещения и стопорения ее относительно суппорта 7. При необходимости переме- щение щлифовальной головки вдоль оси щейки 2 производится с помощью двух гаек 14, сопряженных с ходовыми винтами 8 и суппортом 7. Для копирования обводов щейки 2 в разъемном корпусе 1 со стороны щлифовальной головки предусмотрены че- тыре опорных элемента 15, а с противоположной стороны щлифовальной головки в разъемном корпусе 1 установлены четыре опорных элемента 16, подпружиненных пружинами 17. Перемещение опорных элементов 15 и 16 осуществляется винтами 18, входящими в винтовое зацепление с их корпусами. Все опорные элементы 15 и 16 снабжены, например, двойными роликами 19, смонтированными на концах рычагов 20 симметрично оси 21 качания, которые сопрягаются с вил- ками 22.
Для ориентации устройства в плоскости вращения щейки 2 предназначен поворотный кронщтейн, состоящий из тяг 23, Соединяющих разъемный корпус 1 со втулкой 24 сопряженной посредством оси 25 со сдвоенным ползуном 26, установленным с возможностью перемещения вдоль телескопических труб 27 двигателя, предназначенных для
Q
5
,. 5 r 5 0
0
подачи масла в головку поршня и выполняющих в данном варианте конструкции устройства роль установочного элемента.
Для ориентации устройства в плоскости вращения шейки 2 может использоваться ползун 28, перемещающийся в направляющей, смонтированной по центру установочного элемента 29 на щпильках 30 крепления крышки цилиндра. Для доступа к шейкам 2 на каждом двигателе предусмотрены шатунные крышки 31 картерных люков. На опорных площадках этих люков с использованием тех же болтов может крепиться установочный элемент. Возможны и другие варианты крепления установочного элемента на двигателе.
Монтаж устройства и обработку поврежденной шейки 2 коленчатого вала 3 ведут в следующей последовательности.
Демонтируют крышку соответствующего цилиндра, демонтируют поршень с шатуном, вскрывают крышку 32 картерного люка и устанавливают сверху на телескопические трубы 27 ползун 26.
Демонтируют пластины 4, шлифовальную головку и один из ходовых винтов 8. Разъемный корпус 1 заводят между щеками на обрабатываемую шейку 2. После этого посредством пластин 4 и винтов 5 обе половины разъемного корпуса 1 соединяют. Устанавливают в щеках 9 ранее демонтированный ходовой винт 8, пропустив его через вилку суппорта 7 и гайку 14. Затягивают ходовые винты 8 гайками 10 и стопорят их от проворачивания винтами 11. Соединяют тяги 23 с разъемным корпусом 1. После установки устройства на шейке 2 вместо шлифовальной головки монтируют индикатор (не показан), и путем вращения винтов 18 опорных элементов 15, перемещая суппорт 7 гайками 14 вдоль щатунной шейки 2, выставляют ходовые винты 8 параллельно оси одной из коренных шеек коленчатого вала 3. Закончив установку и центровку устройства, винтами 18 поджимают пружины опорных элементов 16 до нужного одинакового натяга. Еще раз проверяют соосность ходовых винтов 8 и коренной шейки. После этого снимают индикатор и устанавливают в суппорт 7 шлифовальную головку. Суппорт 7 со щлифовальной головкой передвигают в одно из крайних положений и включают электродвигатель. Путем фиксированного вертикального перемещения щлифовальной головки устанавливают необходимую .минимальную (особенно на первый проход) глубину шлифования (порядка 0,01 мм). Включают валоповоротное устройство двигателя (не показано) и два-три раза проворачивают коленчатый вал 3. Далее останавливают валоповоротное устройство и путем вращения гаек 14 перемещают суппорт 7 со щлифовальной головкой вдоль щейки 2 на величину, несколько меньшую диаметра торцового абразивного инструмента 12. После перемещения суппорта 7 снова включают ва- лоповоротное устройство, и операцию повторяют. Таким образом обрабатывается вся поверхность шейки 2.
В дальнейшем, по мере необходимости, вместо абразивного инструмента устанавливают резино-абразивный инструмент или полированный круг и производят окончательную обработку шейки в той же последовательности. Для отделочной обработки может быть использован также неподвижный брусок.
Обработка шейки 2 с использованием 28, перемещаюш.егося в направляющей установочного элемента 29, смонтированного на шпильках 30 крепления крышки цилиндра, ничем не отличается от описанной.
При применении инструмента 12, диаметр (ширина) которого равен ширине обрабатываемой шейки, осевого перемеш,ения не требуется.
0
Таким образом, благодаря установке поворотного кронштейна, соединенного с разъемным корпусом, на ползуне достигается возможность обработки шатунной шейки коленчатого вала при незначительной степени разборки двигателя без его демонтажа.
Формула изобретения
Устройство для шлифования шатунной шейки коленчатого вала в двигателе, выполненное в виде охватывающего кольцевого разъемного корпуса со шлифовальной го- ловкой и опорными элементами с его внутренней стороны, связанного посредством ползуна и поворотного кронштейна с установочным элементом, отличающееся тем, что, с целью обеспечения возможности обработки при сокращенной степени разборки 0 двигателя, ползун расположен на установочном элементе, а поворотный кронштейн установлен на ползуне.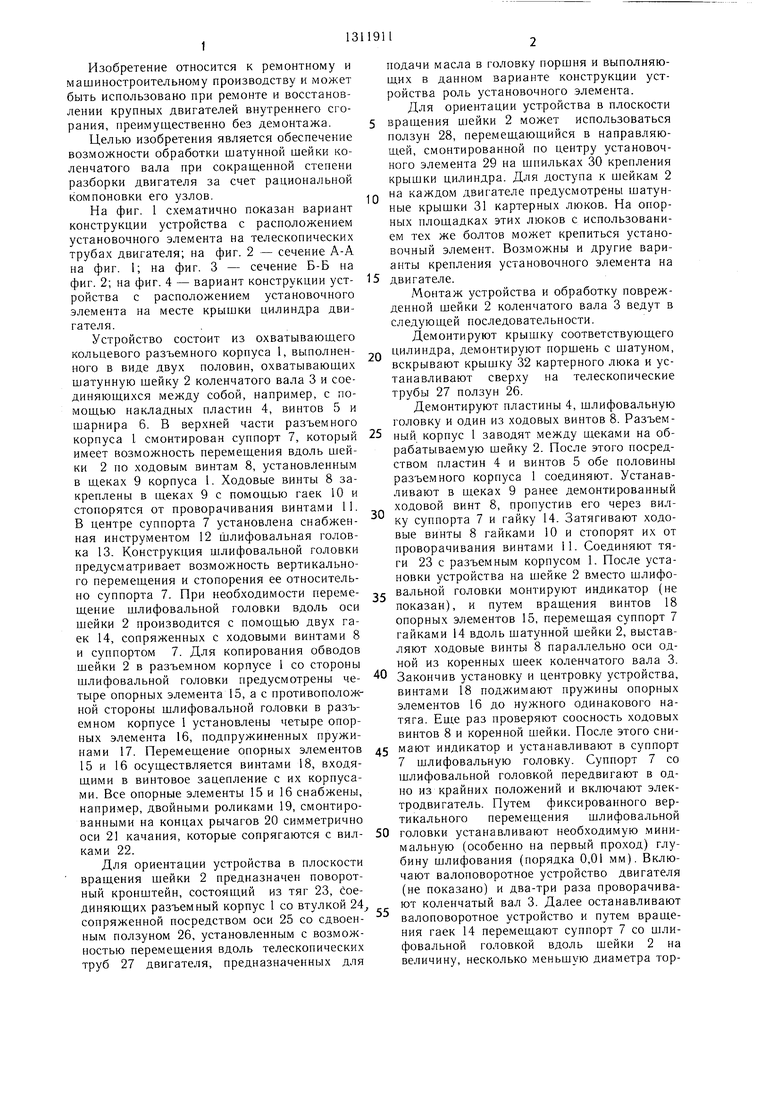
Изобретение относится к ремонтному и машиностроительному производству. Целью его является обеспечение возможности обработки шатунной шейки коленчатого вала при незначительной степени разборки двигателя без его демонтажа. Устройство содержит охватываюш,ий кольцевой разъемный корпус 1 со ш лифовальной головкой 13 и опорными элементами 15 и 16, соединенный поворотным кронштейном 23 с ползуном 28, расположенным на установочном элементе, закрепляемом на двигателе. Обработку шейки коленвала осуществляют при его врашении за счет поворота разъемного корпуса вместе со шлифовальной головкой вокруг оси шейки. 4 ил. 13 16 28 23 2J 3 i IHiA со со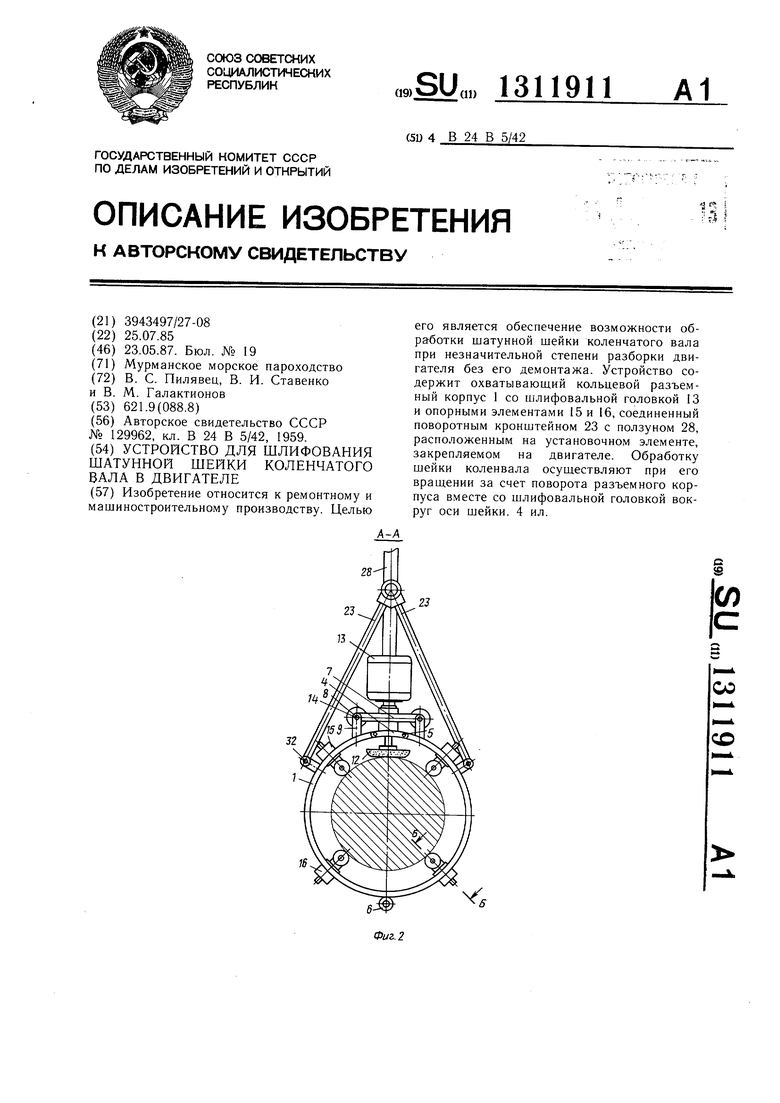
п
j
d
6 Б поЬвриуто
17 18
Фиг.З
28
ФигН
| Переносный станок для шлифования мотылевых шеек крупногабаритного коленчатого вала непосредственно на двигателе | 1959 |
|
SU129962A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
