Обычно При безоблойной штамповке необходимо, чтобы объем поковки соответствовал объему заготовки. Это создает затруднения при резке заготовок, так как исходный прокат имеет колебания по толщине. Кроме того, при резке заготовок наблюдаются отклонения от их заданного размера.
При осуществлении безоблойной щтамповки деталей описываемым способом эти недостатки устранены благодаря применению раздаточного пуансона, снабженного амортизатором, например гидравлическим, и вытесняющего металл из средней части поковки на ее периферию. Такой способ безоблойной штамповки обеспечивает лучшее заполнение штампа и исключает влияние разницы в объемах заготовки и поковки.
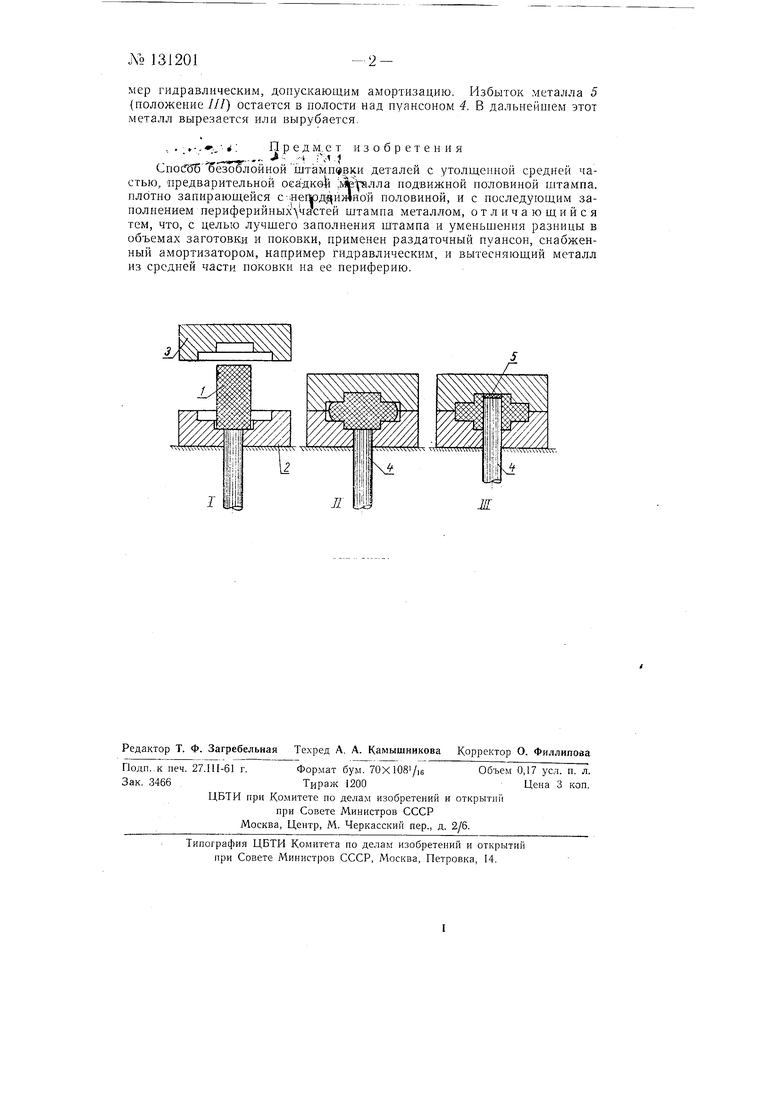
На чертеже изображена схема безоблойной штамповки деталей описываемым способом.
Заготовка 1 (положение /), нарезанная с некоторым завышением к номинальному объему поковки, помещается в нижней неподвижной половине 2 штампа. При опускании верхней подвижной половины 3 штампа происходит осадка заготовки до высоты, соответствующей окончательной высоте локовки. Верхняя 5 и нижняя 2 половины штампа при окончании осадки плотно замыкаются. Полость штампа при этом полностью металлом не заполнена.
Затем осаженная заготовка в плотно замкнутом штампе во втором переходе раздается раздаточным пуансоном 4 (положение //), расположенным в нижней половине штампа. При этом раздаточный пуансон, вытесняя металл из специально предусмотренных конструктивных или технологических полостей, заполняет все остальные незаполненные полости штампа. Ход раздаточного пуансона заканчивается при полном заполнелии полостей штампа и зависит от разницы объемов заготовки и поковки. Привод раздаточного пуансона осуществляется устройством, например гидравлическим, допускающим амортизацию. Избыток металла 5 (положение ///) остается в полости над пуансоном 4. В дальнейшем этот металл вырезается или вырубается.
..,-,. rf : П р е д . е т изобретения
СпойТб бёзс Влойной штамповки деталей с утолщенной средней частью, предварительной осадкв|1 Jv ie1raллa нодвижной половиной 1итампа, плотно запирающейся с-йег1юдди ниой половиной, и с последующим заполнением периферийных частей штампа металлом, отличающийся тем, что, с целью лучшего заполнения штампа и уменьшения разницы в объемах заготовки и поковки, применен раздаточный пуансон, снабженный амортизатором, например гидравлическим, и вытесняющий металл из средней части поковки на ее периферию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Способ безоблойной штамповки | 1957 |
|
SU111977A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Штамп для горячей объемной штамповки поковок | 1989 |
|
SU1828779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1579623A1 |
