Изобретение относится к технологии обработки изделий из цветных металлов , в частности из бериллиевых бронз, и может быть использовано в приборостроении и радиоэлектронике,,
Целью изобретения является снижение брака и повьшение производител:ь- ности способа.
На чертеже приведена схема, реализующая предлагаемый способ.
Изготовление изделия Контакт с цанговым зажимом начинают с изготовления заготовки. От прутка соответствующего диаметра (материал Бр.Б2) отрезают цилиндрический столбик, соответствующий длине будущего изделия с припуском на обработку, подвергают его предварительной (черновой) механической обработке по поверхностям А,Б,В,Г,Д,Ж,3,И,К, с припуском 1,5- 2,0 мм на сторону. Заготовку закагш- вают при 760-780°С с вьщержкой в зависимости от толиу ны материала, затем заготовку подвергают чистовой
(являющейся окончательной) механичес кой обработке с получением технологи
ческих размеров, установленных расчетным путем, умножением номинальных линейн1 1х значений размеров на коэффициент усадки К 0,2%„
Например, размер 13, увеличивают на 0,2%, т.е. определяют технологический размер 1 3, 727 ° , для размера 33,2-0,039 определяют 33,266- 0,039.
Выполняя окончательную механическую обработку, одновременно проводят мехобработку изделия по наиболее точным размерам, т.е. наиболее ответственным.
безотказного функционирования изделия .
Например, размер 0 1,9 Аз по поверхностям Б,И,Е, сопрягаемым с другимн изделиями. Припуск на эти размеры не оставляют.
После окончательной механической обработки и обработки по наиболее точным размерам изделие направляют
на старение при 310-320 С, которое ведут в течение 2 ч, Все остальные операции, (нанесение гальванического или лакокрасочного покрытия и т.п.) выполняются по мере необходимости в установленном порядке.
Выход годных деталей, полученных по предлагаемому способу, 99,8-100%, в то время как при обработке известным способом 50%,
Предлагаемый способ значительно проще известного за счет исключения операции окончательной механической обработки, проводимой после старения, что обусловливает рост прокзводительФормула-изобр етения
Способ обработки изделий из берил- иевой бронзы, включающий получение заготовки, предварительную механическую обработку с припуском, закалку с 760-780 С, чистов-ую обработку с припуском и старение, отличаю-. Щ и и с я тем, что. с целью снижения брака и повышения производительности труда, припуск при чистовой обработке устанавливают на линейные размеры деталей, на величину усадки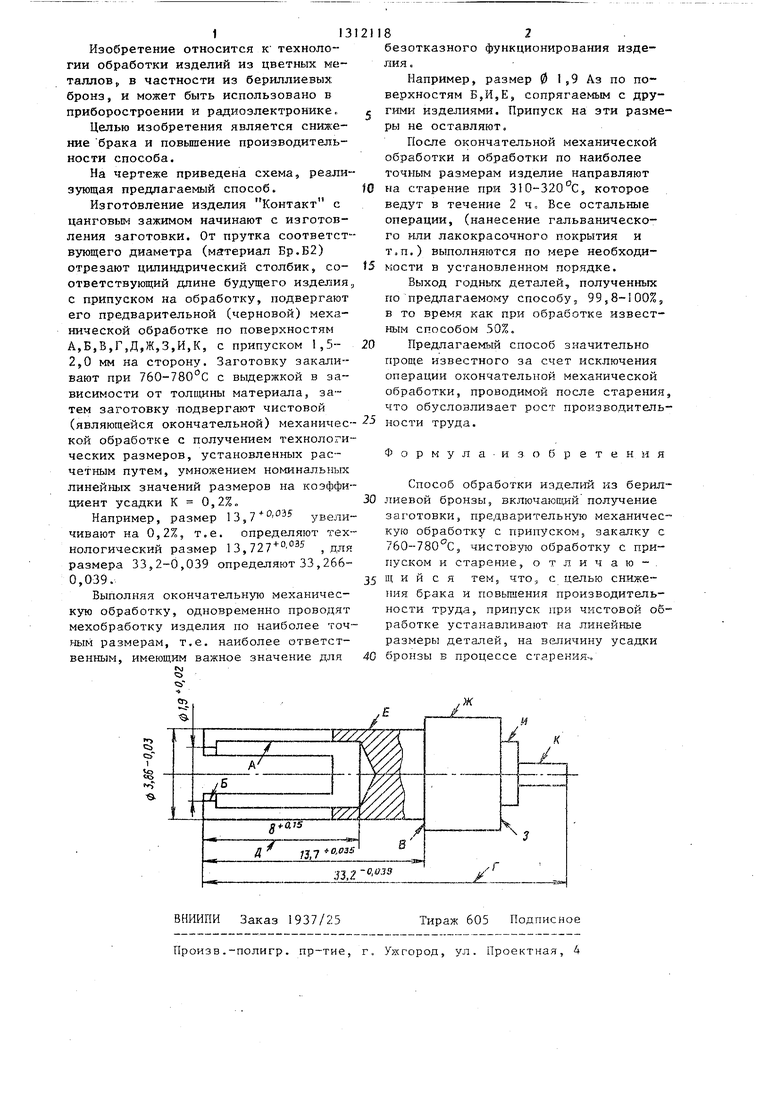
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ЦАНГ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 2021 |
|
RU2764726C1 |
| СПОСОБ ВЫБОРА РЕЖИМОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ УПРУГИХ ЭЛЕМЕНТОВ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ Бр.Б2 | 2004 |
|
RU2263156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2405856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ЛЕНТОЧНОЙ ПРУЖИНЫ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ | 2015 |
|
RU2598420C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОВОЙ БРОНЗЫ | 2002 |
|
RU2239670C2 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРУТКОВ ИЗ ХРОМОВОЙ БРОНЗЫ | 2006 |
|
RU2327807C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2011 |
|
RU2466834C2 |
| РОТОР ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2805951C1 |
| Способ изготовления рабочих колес центробежных машин | 1981 |
|
SU948527A2 |
Изобретение относится к технологии обработки прецизионных изделий из цветных металлов, в частности из бершшиевых бронз j и может быть использовано в приборостроении и радиоэлектроника. Целью изобретения является снижение брака и повышение производительности труда. Способ предусматривает проведение предварительной механической обработки с припуском (черновой), закалки при 760-780 С, чистовой механической обработки с припуском на линейные размеры деталей, величина которого определяется коэффициентом усадки бронзы и после- дзтощим старением при 310-320 С. Такая обработка позволяет исключить влияние термических режимов на сохранение геометрических размеров и тем самым снизить процент брака, выход годного составляет 99,8-100%. Способ прост и производителен. 1 ил. с 9 (Л
| Способ термической обработки деталей из бериллиевых бронз | 1976 |
|
SU595421A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Детали приборов высокоточные металлические | |||
| Стабилизация размеров термической обработкой | |||
| Типовые техпроцессы | |||
| ОСТ Г0;054.103, ред | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
