Изобретение относится к машиностроению и может быть использовано в литейном производстве для рядной укладки оболочковых форм.
Цель изобретения - повышение надежности путем унрош,ения конструкции и увеличение производительности, обеспечив полную автоматизацию работы манипулятора.
На фиг. 1 показан манипулятор, вид спереди; на фиг. 2 - разрез А-А на фиг.
путям 3, пока рейка 14 не войдет в соприкосновение с одни.м из выдвинутых упоров 22. При нахождении рейки на упор она, перемешаясь на направляюшей планке, утапливается и одновременно через шестерню 13 и захваты поворачивает оболочковую форму 50 на требуемый угол в предварительно поданную тележку 52. После полного контакта рейки 14 и планки 21, торцы которых в конечных положениях находятна фиг. 3 - разрез Б-Б на фиг. 1; на 10ся в одной плоскости, на упоры 22 деист- фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 -вует пневмоцилиндр 10 и 11 на разжим, рейка, рабочее положение; на фиг. 6 - тои оболочковая форма 50 сползает в ячей- же, исходное положение; на фиг. 7 - креп-ку тележки 52 выдачи. После полного раз- ление планки; на фиг. 8 - разрез Г-Гжима пневмоцилиндров 10 и 11 срабатыва- на фиг. 6; на фиг. 9 - разрез Д-Д на фиг. 7. ет пневмоцилиндр 48 и возвращает каретку 6 в исходное положение. При нахож.лДанипулятор состоит из рамы 1, на кото-дении {выдвинутой теперь в другую сторорой установлены кронштейны 2 с путя-ну) рейки 14 на регулируемый упор 49
ми 3 (направляюш,ими) и ограничителямиона, утапливаясь по направляющей планке
4. На путях 3 при помоши катков 5 ус-20 в обратную сторону, поворачивает через
тановлен а каретка 6, содержащая направ- 20шестерню 13 колодку 12 захвата в исходляющие 7, на которых размещены щеки 8ное положение (для захвата последующей
и 9, связанные с пневмоприводами 10формы) и одновременно щеки 8 и 9 через
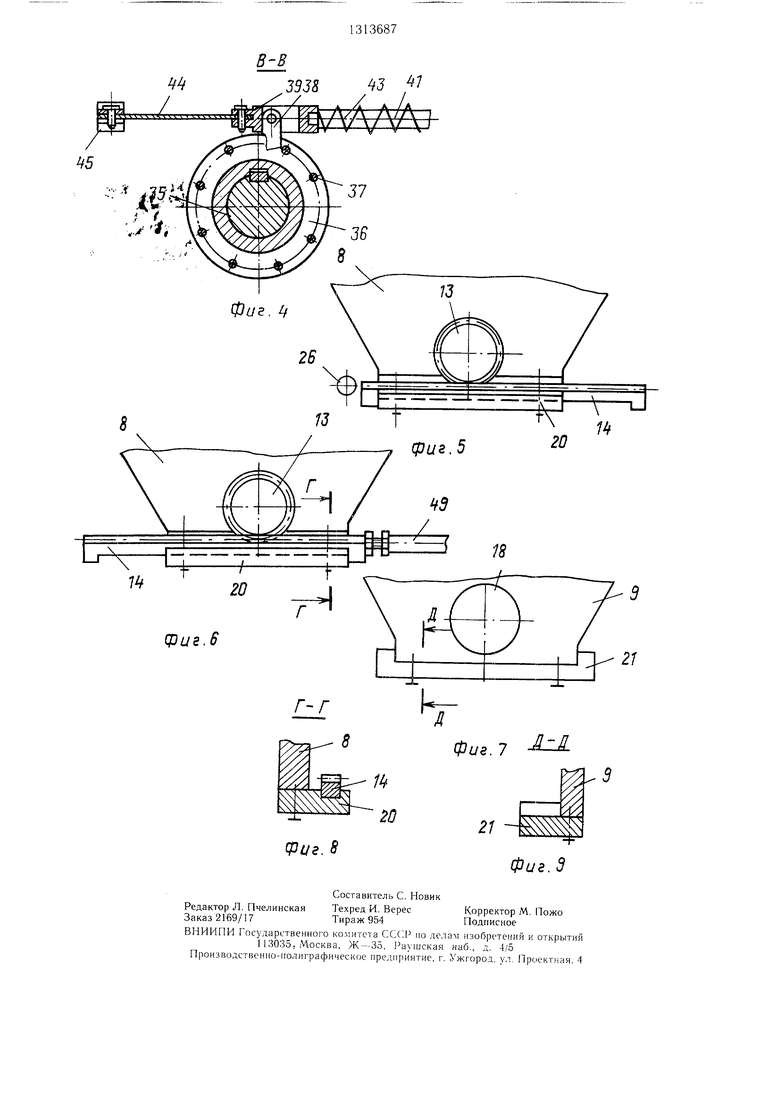
и 11. На щеке 8 установлена в опоревилки 45, тяги 44, вилки 39, собачки 38,
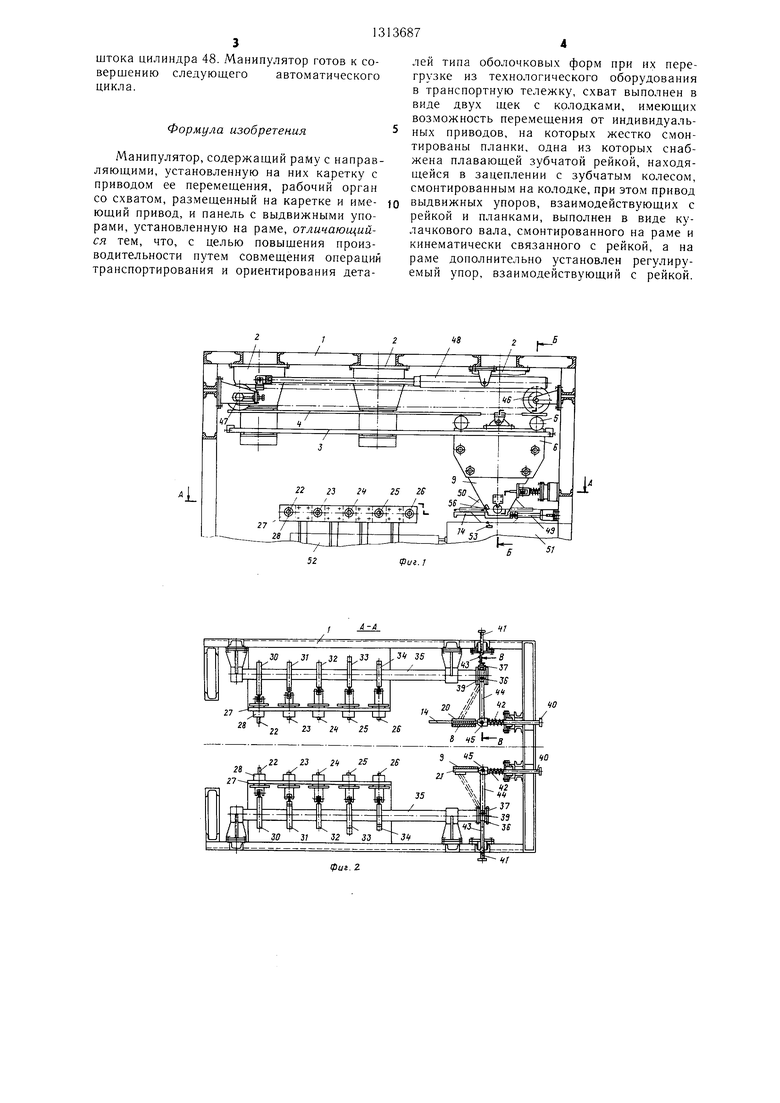
вращения колодка 12 захвата с установ-цевки 37 и цевочные колеса 36 поворачиленной на ней шестерней 13, входящей ввают валы 35 таким образом, что кулачзацепление с рейкой 14, и фиксатором 15, ки 30, утапливаясь, дают возможность пру- поджатым пружиной 16, а на щеке 9 - колодка 17 захвата с дискОм 18, входящим в зацепление с подпружиненным фиксатором 19. На щеках 8 и 9 закреплены соответственно направляюн;ая планка 20 и планка 2 с возможностью контакта с упорами 22-26, попарно установленны.ми с двух сторон каретки на панелях 27 в корпусах 28, закрепленных на раме 1. Упоры 22-26, поджатые пружинами 29 к попарно расположенным кулачкам 30-34, установ-,
ленным на валах 35, через цевочные коле-во упоров).
са 36, цевки 37, собачки 38, вилки 39,Одновременно с поворотом валов 35 сжи ijTOKH 40 и 41, поджатые соответственномаются пружины 42 и 43 для последуюпружинами 42 и 43, а также через тягищего возврата собачек 38 в исходное по44 и ви.чки 45, имеют возможность кон-ложение, которое обеспечивается (при отходе
такта с планками 20 и 21. Каретка 6 40каретки) за счет поворота собачки вокруг
своей оси при обходе последующей цевки и возврат в вертикальное положение под действием собственного веса. Манипулятор готов совершить последующий цикл.
Автоматизация работы манипулятора
30
жинам 29 возвратить упоры 22 в утопленное положение, а поворотом кулачков 31, сжимая пружины 29, выдвинуть упоры 23. Расположение кулачкоЕ выбрано таким образом, чтобы в выдвинутом положении находилась только одна пара упоров, т. е. угол между выступами каждой пары кулачков устанавливается соответственно количеству упоров по формуле
360
П(п количестчерез цепную передачу и блоки звездочек 46 и 47 связана с приводом 48, установленным при помощи цапф на раме 1. На раме 2 установлены регулируемый упор 49. Из.делие - оболочковая форма 50 - в готовом виде подается на стол 51 выдачи, возле которого размещена тележка 52. Манипулятор имеет конечные выключатели 53-58:
45
обеспечивается установкой конечных выключателей.
зом.
Конечный выключатель 53 (наличие оболочковой формы) дает команду на зажим
Манипулятор работает следующим обра- Q (подачу рабочей среды в цилинд ры 10 и И),
в конце хода зажима срабатывают конечные выключатели 54 и 55, которые дают команду на выдвижение цилиндра 48, в конце хода которого утапливаемая рейка 14,
Оболочковая форма 50 после спекания подается в готовом виде толкателем на стол 51 выдачи. Включаются пневмоци- липдры 10 и 11 и через щеки 8 и 9 и
колодки 12 и 17 захвата зажимают обо- 55 манду на разжим (цилиндры 10 и лочковую форму 50. В крайнем положении конце хода разжима срабатывают конечные зажима срабатывает пневмоцилиндр 48 и выключатели 57 и 58, которые дают ко- зажатая форма кареткой 6 перемещается по манду на возврат в исходное положение
включая конечный выключатель 56, дает копутям 3, пока рейка 14 не войдет в соприкосновение с одни.м из выдвинутых упоров 22. При нахождении рейки на упор она, перемешаясь на направляюшей планке, утапливается и одновременно через шестерню 13 и захваты поворачивает оболочковую форму 50 на требуемый угол в предварительно поданную тележку 52. После полного контакта рейки 14 и планки 21, торцы которых в конечных положениях находятся в одной плоскости, на упоры 22 деист- вует пневмоцилиндр 10 и 11 на разжим, и оболочковая форма 50 сползает в ячей- ку тележки 52 выдачи. После полного раз- жима пневмоцилиндров 10 и 11 срабатыва- ет пневмоцилиндр 48 и возвращает каретку 6 в исходное положение. При нахожки 30, утапливаясь, дают возможность пру-
жинам 29 возвратить упоры 22 в утопленное положение, а поворотом кулачков 31, сжимая пружины 29, выдвинуть упоры 23. Расположение кулачкоЕ выбрано таким образом, чтобы в выдвинутом положении находилась только одна пара упоров, т. е. угол между выступами каждой пары кулачков устанавливается соответственно количестки 30, утапливаясь, дают возможность пру-
ву упоров по формуле
360
П(п количестАвтоматизация работы манипулятора
45
обеспечивается установкой конечных выключателей.
манду на разжим (цилиндры 10 и конце хода разжима срабатывают конечные выключатели 57 и 58, которые дают ко- манду на возврат в исходное положение
включая конечный выключатель 56, дает коштока цилиндра 48. Манипулятор готов к совершению следующего автоматического цикла.
Формула изобретения
лей типа оболочковых форм при их перегрузке из технологического оборудования в транспортную тележку, схват выполнен в виде двух ш.ек с колодками, имеюш,их возможность перемешения от индивидуальных приводов, на которых жестко смонтированы планки, одна из которых снабжена плаваюш,ей зубчатой рейкой, находящейся в зацеплении с зубчатым колесом, смонтированным на колодке, при этом привод
Манипулятор, содержащий раму с направляющими, установленную на них каретку с приводом ее перемещения, рабочий орган со схватом, размещенный на каретке и име- Q выдвижных упоров, взаимодействующих с ющий привод, и панель с выдвижными упо-рейкой и планками, выполнен в виде курами, установленную на раме, отличающий-лачкового вала, смонтированного на раме и ся тем, что, с целью повыщения произ-кинематически связанного с рейкой, а на водительности путем совмещения операцийраме дополнительно установлен регулиру- транспортирования и ориентирования дета-емый упор, взаимодействующий с рейкой.
лей типа оболочковых форм при их перегрузке из технологического оборудования в транспортную тележку, схват выполнен в виде двух ш.ек с колодками, имеюш,их возможность перемешения от индивидуальных приводов, на которых жестко смонтированы планки, одна из которых снабжена плаваюш,ей зубчатой рейкой, находящейся в зацеплении с зубчатым колесом, смонтированным на колодке, при этом привод
выдвижных упоров, взаимодействующих с рейкой и планками, выполнен в виде кулачкового вала, смонтированного на раме и кинематически связанного с рейкой, а на раме дополнительно установлен регулиру- емый упор, взаимодействующий с рейкой.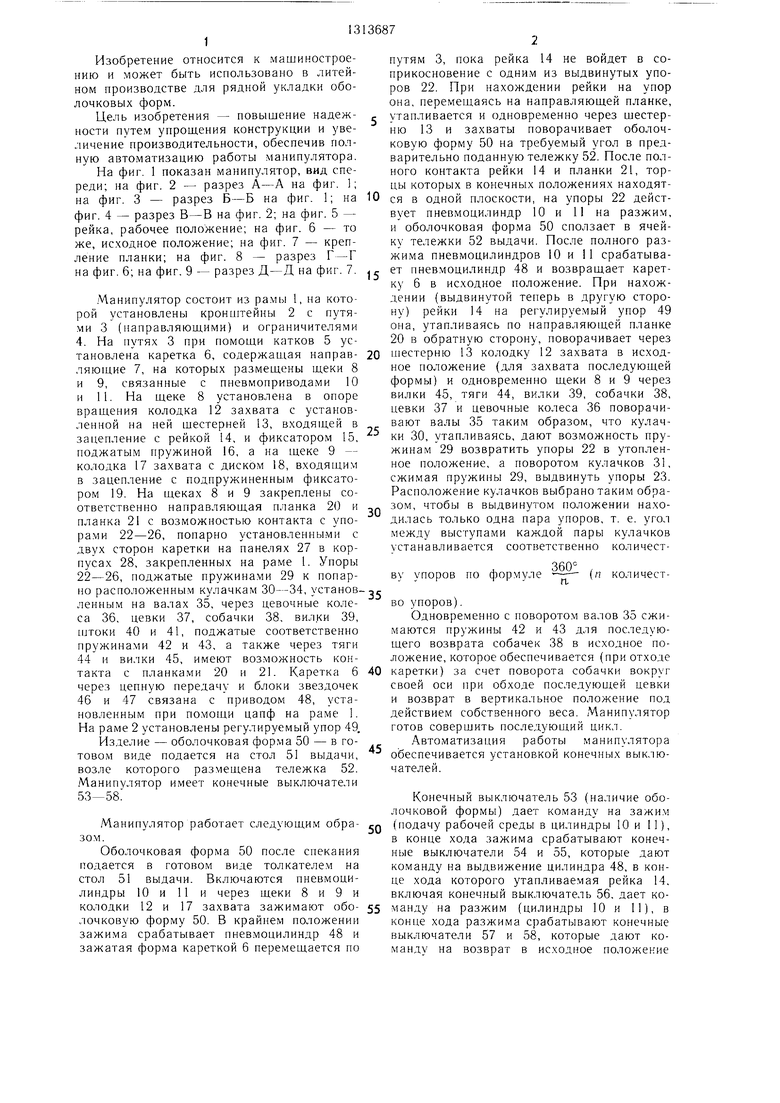
| название | год | авторы | номер документа |
|---|---|---|---|
| Монорельсовая транспортная система | 1984 |
|
SU1230892A1 |
| Устройство для подачи пустых и отвода наполненных коробок | 1983 |
|
SU1221065A1 |
| Установка для формования, оправки и сушки валяной обуви | 1987 |
|
SU1510828A1 |
| Отрезной автомат | 1990 |
|
SU1731603A1 |
| Установка для укладки керамических изделий | 1987 |
|
SU1435447A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Винтоверт | 1982 |
|
SU1030154A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Автооператор | 1970 |
|
SU355848A1 |
Изобретение относится к области .машиностроения и может быть использовано в литейно.м производстве для рядной укладки деталей типа оболочковых фор.м. Цель изобретения - повышение производительности за счет сов.мешения операций транспортирования и ориентирования ооо- лочковых фор.м при их перегрузке их технологического оборудования в транспортную тележку. Каретка 6 приводом перемешается на шаг, соответствующий шагу ячеек сменной тары. Для этого в одной из шек, имеюших индивидуальный привод, смонтирована плавающая рейка 14, находящаяся в зацеплении с зубчатым ко,тесо.1 13. При пере.мешении каретки 6 со схватом, образованным колодками 12 и 17, колодка 12, жестко связанная с колесом 13, поворачивает оболочковую форму 50, т. к. при этом рейка остановлена одним из выдвижных упоров. При ходе назад рейка 14 перемещается в планке 20 в исходное положение, а в это время кумачковый вал 35 подставляет другой выдвижной упор. 9 ил. е (Л с со со Oi 00 Фиг. 3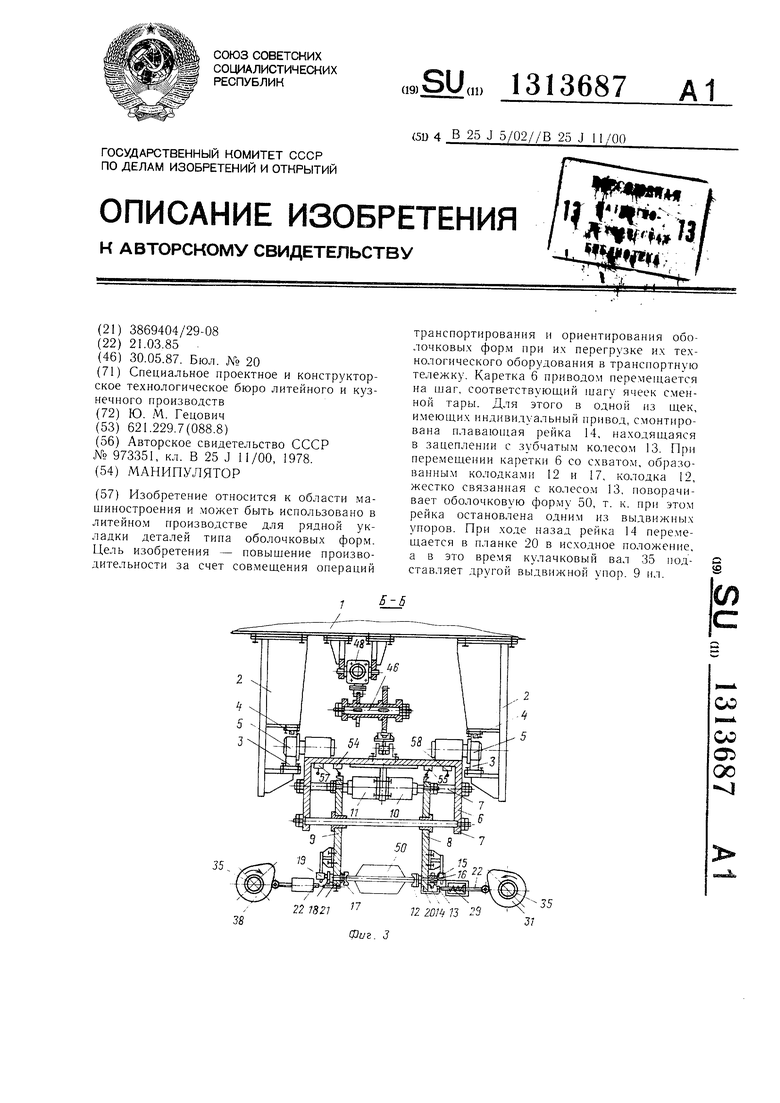
57
Pui. 7
фщ. Z
t
Фиг. 8
21
Фие.7
21
-Фиг. 9
Составитель С. Новик
Редактор Л. Пчелинская Техред И. ВересКорректор М Пожо
Заказ 2169/17Тираж 954Подписное
ВНИИПИ Государствениого комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж--35. аушская иаб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Манипулятор | 1978 |
|
SU973351A2 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
