11
Изобретение относится к технологическому оборудованию для изготовления катушек открытой намотки и может быть использовано в электротехнической промышленности.
Цель изобретения - расширение технологических возможностей за счет обеспечения последовательной намотки катушек с нецелым числом витков.
На фиг.1 изображена конструкция станка; на фиг.2 - конструкция штырей и схема раскладки провода в вертикальной плоскости; на фиг.З - конструкция намоточной головки; на фиг.4 - примеры размещения на палате стола каркасов и штырей.
Станок содержит горизонтальный стол с палетой 1, на которой размещены элементы 2 крепления каркасов и штыри 3, на элементах 2 закреплены каркасы катушек 4; намоточные головки, каждая из которых состоит из поводка 5, отдающей катушки 6 и механизма регулирования натяжения провода 7, приводы движения стола 8 и намоточных головок 9, систему 10 числового программного управления (ЧПУ) контурного типа.
Станок работает следуюпщм образом
Перед намоткой на элементах 2 закрепляются каркасы катушек 4. В процессе намотки стол с палетой совершает круговые движения в горизонтальной плоскости ХОУ так, что каркас, на который ведется намотка, описывает окружцости вокруг оси вращения L-образного поводка 5 (фиг.1) с запрограммированным числом прохода окружности, оиределяемьм заданным числом витков СО , где п - целое число, Я. - доля окружности, занимаемая последним,нецелым витком.Такой характер движения обеспечивается наличием приводов перемещения стола по осям X, У и использованием системы ЧПУ контурного типа. Привод 9 перемещает поводок 5 по оси Z. При этом поводок, поворачиваясь вокруг своей оси под действием силы натяжения провода, производит раскладку витков.
Штыри 3 необходимы для фиксации натянутых выводов в положении, соответствующем заданному значению Я., дл чего каждому элементу 2 крепления каркаса соответствуют (фиг.4а) началный штырь, фиксируюшз й вывод начала обмотки и конечный, фиксирующий вывод конца. На фиг.2 и 4 начальные и
52
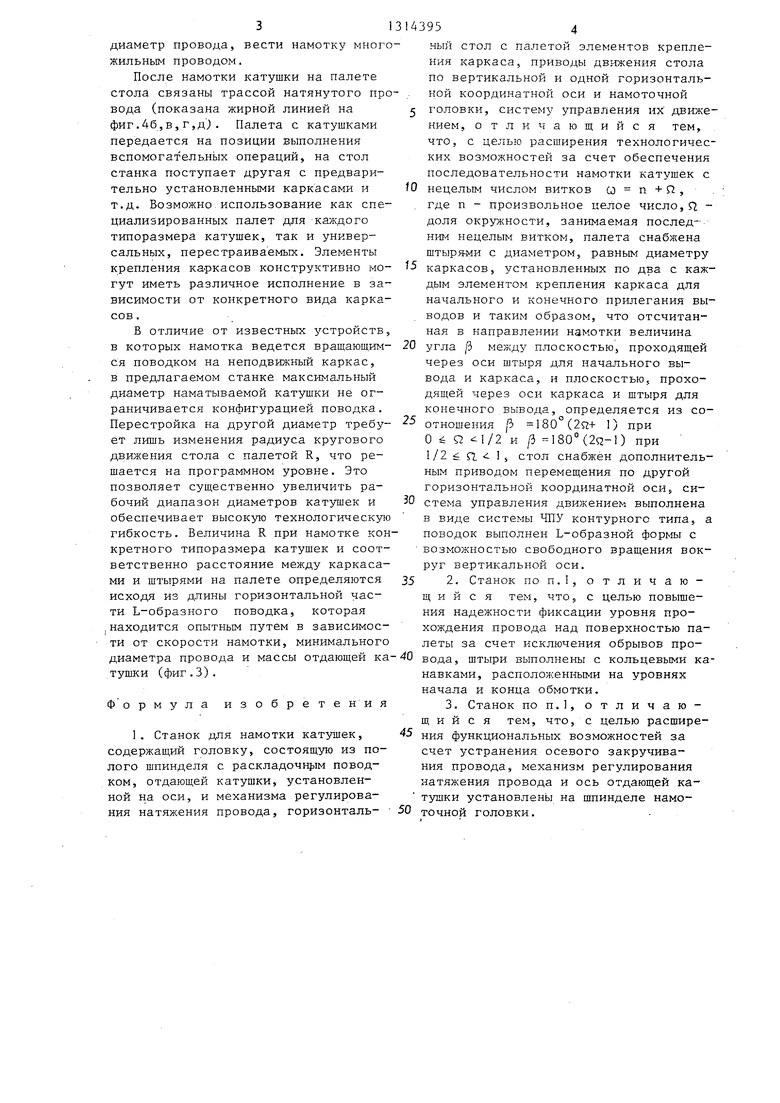
конечные штыри обозначены соответственно 3 и 3. Фиксация осуществляется за счет 1/4:5/4 оборота провода вокруг штырЯ . Для обеспечения заданнего О. элементы 2 и штыри 3 расположены на пал ете стола так, что отсчитанная в направлении намотки величина угла |3 между плоскостью, образованной геометрическими осями начального штыря и каркаса, и плоскостью, образованной геометрически- - ми осями конечного штыря и каркаса, определяется из соотношения / 180°х (2S1+ 1) при С S7 1/2 и р 180° (2ЯО при 1/2 гг. 1 , На фиг. 4, б,в, г,д приведены примеры расположения на па- лете каркасов и штырей соответственно для Л 0,1/2,3/4,5/8.
Перекидка провода со штырей на каркасы и обратно производится поступательным перемещением стола. Реализуемая при этом схема раскладки провода в вертикальной плоскости изображена. на фиг.2. Во избежание обрывов поводком натянутого провода при намотке необходима фиксация провода на штырях на уровнях начала и конца обмотки, для чего штыри выполняются
с кольцевыми канавками, расположенными на уровнях, соответствующих началу и концу обмотки.
С целью расширения технологических возможностей за счет устранения осевого закручивания провода конструкция намоточной головки выполняется согласно фиг.З. Намоточная головка содержит L-образный поводок 5, к
которому прикреплена пластина 11. На . ней установлена ось 12 вращения отдающей катушки 6 с тангенциальным сматыванием провода и механизм регулирования натяжения провода 7 в виде
ролика, состоящего из двух подпружиненных чашек. Поводок 5 установлен в подшипниках 13. В его изгибе размещен ролик 14. Для создания трения при вращении поводка используется
фетровая прокладка 15. В устройстве (фиг.1) каждый оборот каркаса вокруг поводка приводит к закручиванию провода на угол 211. В конструкции (фиг.З) при намотке каждого витка отдающая катущка 6 совершает вместе с поводком 5 один оборот вокруг вертикальной оси за счет силы натяжения провода, что устраняет закручивание и позволяет увеличить максимальный
диаметр провода, вести намотку многожильным проводом.
После намотки катушки на палете стола связаны трассой натянутого провода (показана жирной линией на фиг.46,в,г,д. Палета с катушками передается на позиции выполнения вспомогательных операций, на стол станка поступает другая с предварительно установленными каркасами и т.д. Возможно.использование как специализированных палет для каждого типоразмера катушек, так и универсальных, перестраиваемых. Элементы крепления ка-ркасов конструктивно могут иметь различное исполнение в зависимости от конкретного вида каркасов.
В отличие от известных устройств в которых намотка ведется враш;ающим- ся поводком на неподвижный каркас, в предлагаемом станке максимальный диаметр наматываемой катушки не ограничивается конфигурацией поводка. Перестройка на другой диаметр требует лишь изменения радиуса кругового движения стола с палетой R, что решается на программном уровне. Это позволяет существенно увеличить рабочий диапазон диаметров катушек и обеспечивает высокую технологическую гибкость. Величина R при намотке конкретного типоразмера катушек и соответственно расстояние между каркасами и штырями на палете определяются исходя из длины горизонтальной части L-образного поводка, которая .находится опытным путем в зависимости от скорости намотки, минимального диаметра провода и массы отдаюш,ей катушки (фиг.3).
Ф о рмула изобрете ни я
1. Станок для намотки катушек, содержаш,ий головку, состоящую из полого шпинделя с раскладочн},1м поводком, отдающей катушки, установленной на оси, и механизма регулирования натяжения провода, горизонталь- 143954
ный стол с палетой элементов крепления каркаса, приводы движения стола по вертикальной и одной горизонтальной координатной оси и намоточной 5 головки, систему управления их движением, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения последовательности намотки катушек с
О нецелым числом витков Q п + П, . где п - произвольное целое число,Q - доля окружности, занимаемая послед- ни1-{ нецелым витком, палета снабжена штыр5ши с диаметром, равным диаметру
5 каркасов, установленных по два с каждым элементом крепления каркаса для начального и конечного прилегания выводов и таким образом, что отсчитанная в направлении намотки величина
20 угла /3 между плоскостью, проходящей через оси штыря для начального вывода и каркаса, и плоскостью, проходящей через оси каркаса и штыря для конечного вывода, определяется из со2 отношения ,6 180° ( 1) при О Q 1/2 и /3 180°(2п-1) при 1/2 О. 15 стол снабжен дополнительным приводом перемещения по другой горизонтальной координатной оси, си30
стема управления движением выполнена
в виде системы ЧПУ контурного типа, а поводок выполнен L-образной формы с возможностью свободного вращения вокруг вертикальной оси.
2. Станок поп.1, отличающийся тем, что, с целью повышения надежности фиксации уровня прохождения провода над поверхностью па- леты за счет исключения обрывов провода, штыри выполнены с кольцевыми канавками, располол{енными на уровнях начала и конца обмотки.
3. Станок по п., отличающийся тем, что, с целью расширения функциональных возможностей за счет устранения осевого закручивания провода, механизм регулирования натяжения провода и ось отдающей катушки установлены на шпинделе намоточной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки электрических катушек | 1974 |
|
SU604040A1 |
| Автомат для изготовления электрических катушек | 1988 |
|
SU1583987A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для намотки электрических катушек, установленных на общем основании | 1976 |
|
SU743050A1 |
| Станок для намотки электрических катушек | 1974 |
|
SU532136A1 |
| Намоточный станок | 1984 |
|
SU1241295A1 |
| Станок для изготовления электрических катушек | 1978 |
|
SU744749A1 |
| Намоточная головка | 1984 |
|
SU1277229A1 |
| Станок для намотки электрических катушек | 1983 |
|
SU1112420A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
Изобретение относится к технологическому оборудованию для изготовления катушек открытой намотки и может быть использовано в электротехнической промьшленности. Целью изобретения является расширение технологических возможностей устройства за счет обеспечения последователь- ,ной намотки катушек с нецелым числом витков. Станок содержит горизонт ль- ный стол с палетой 1, на которой размещены элементы 2 крепления каркасов и штыри 3, намоточные головки, каждая из которых состоит из поводка 5, отдающей катушки 6 и механизма 7 регулирования натяжения провода, приводы 8, 9 движения стола и намоточных грловок. Устройство работает следующим образом. Перед намоткой на элементах 2 закрепляются каркась5 катушек 4. В процессе намотки стол с палетой совершает круговые движения в горизонтальной плоскости ХОУ так, . что каркас,на который ведется намотка, описывает окружности вокруг L-об- разного поводка 5 с запрограммированным числом прохода окружности, определяемым заданным числом витков СО п+й, где п - целое число витков;SJ доля окружности, занимаемая последним (нецелым) витком. 2 з.п. ф-лы, 4 ил. (Л СО Рие.}
11
15
/
ТЗ
feA
goug.J
-%j«
«
jw.ff
jw,/r
Я-Уг
#
л - AJl
jpd/.
Составитель Е.Скороходов Редактор И.Касарда Техред В.Кадар Корректор .С.Лыжова
Заказ 2215/52 Тираж 699 , Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Станок для намотки электрических катушек, установленных на общем основании | 1976 |
|
SU743050A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
