1315069
Штанга отводится в исходное попоже- ладку одновременно с кантовкой про- ние и цикл повторяется. Данньй ук филей различной длины. 2 з.п. ф-лы, ладчик позволяет механизировать ук- 6 ил.
,Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении несимметричных гнутых профилей проката, а более конкретно при производстве электродов газоочистных сооружений методом профилирования в валках профилеги&очного стана.
Целью изобретения является обеспечение кантовки профиля и одновременной его укладки в вертикальный ряд.
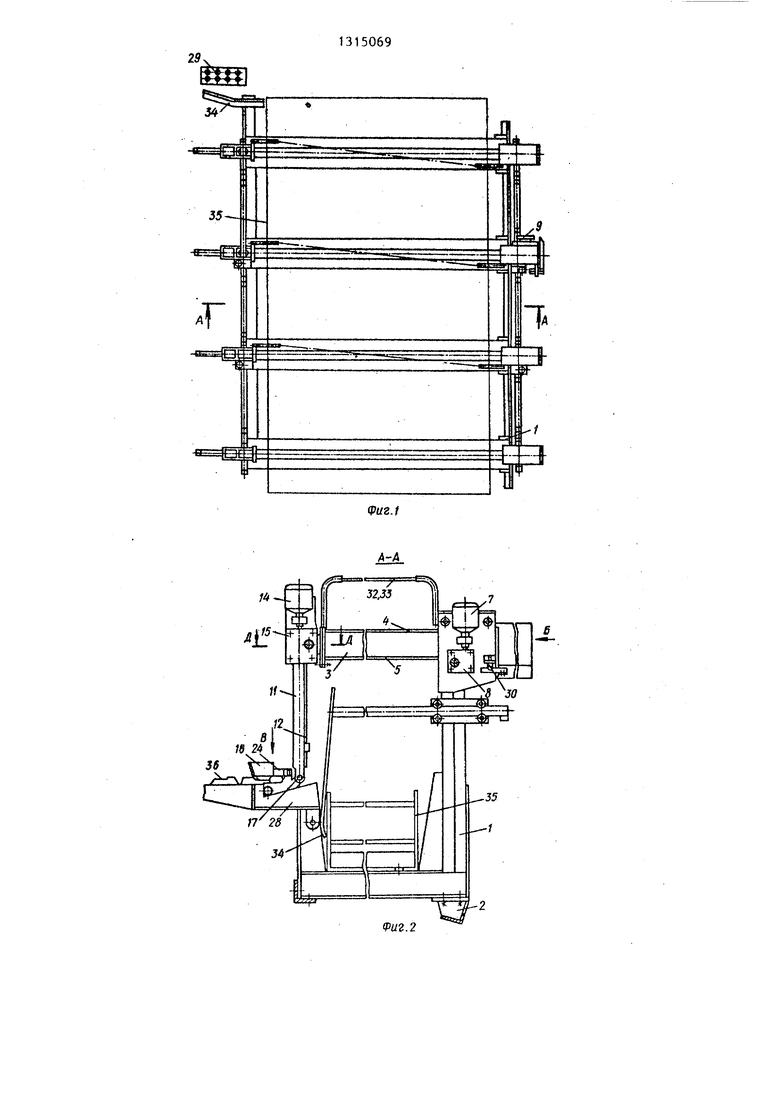
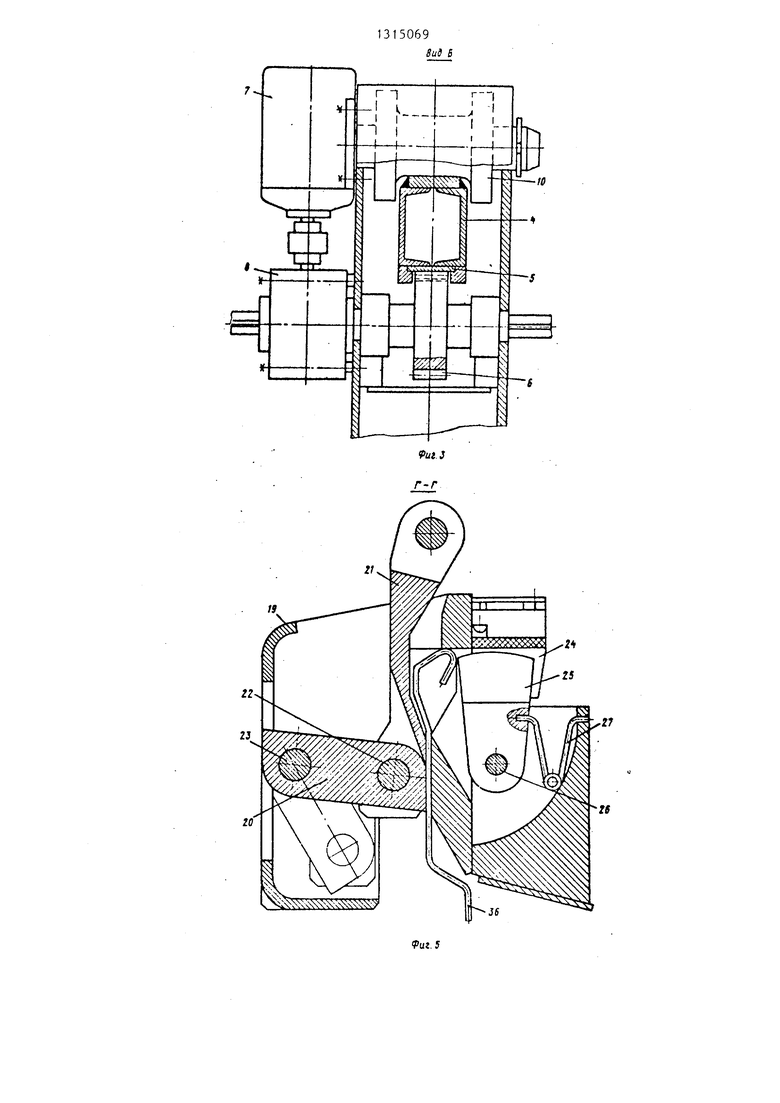
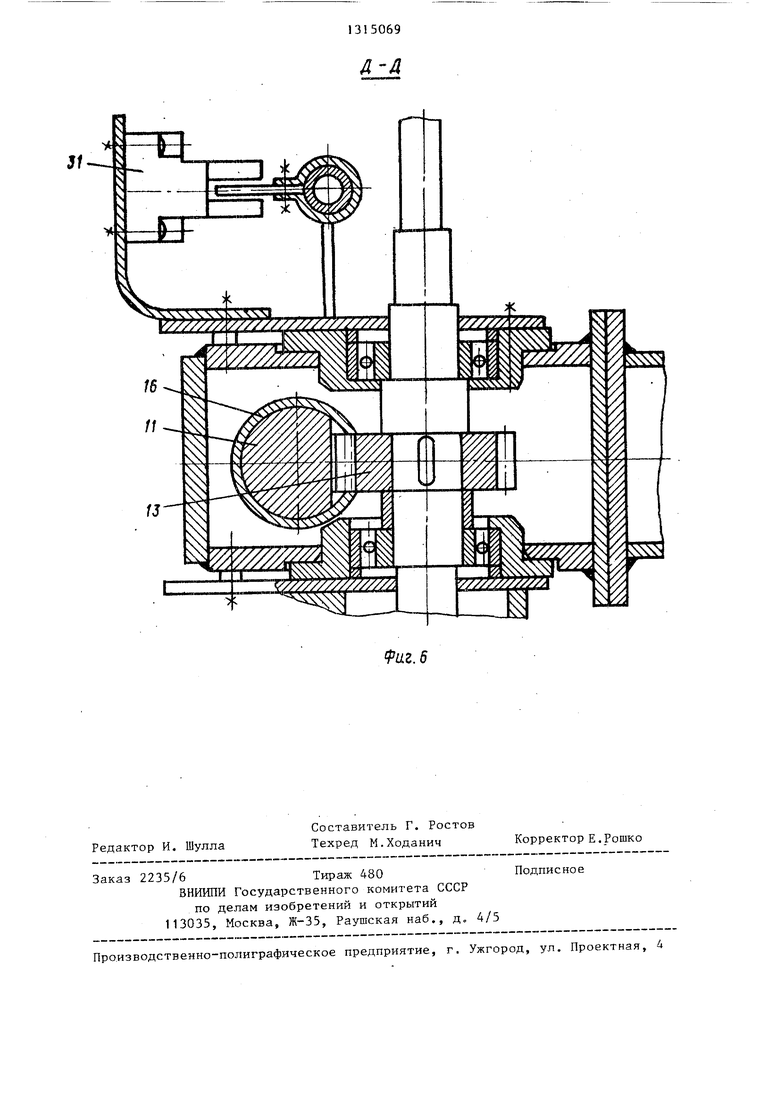
На фиг. 1 показан укладчик гнутых профилей, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2 (механизм перемещения стрелы), на фиг. 4 - вид В на фиг. 2 (захват); на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д.на фиг. 2 (механизм перемеще iния вертикальной штанги).
Укладчик гнутых профилей содержит основную несущую раму 1, закрепленную на опоре 2 стрелы 3, состоящей из сварного корпуса 4 стрелы и прикрепленной к нему зубчатой рейки 5, посредством которой осуществляется горизонтальное перемещение через зубчатое колесо 6 (фиг.З) приводом 7 с редуктором 8 и водилом 9 (фиг.1) в роликовых проводках 10 (фиг.З), вертикальную штангу 11, снабженную зубчатой рейкой 12, через которую посредством зубчатого колеса 13 (фиг.6) приводом 14 с редуктором 15 осуществляется вертикальное перемещение в направляющих втулках 16, а также - через шарнир 17 с захватом 1.8, который состоит из корпуса 19 захвата (фиг.5), поворотного кулачка 20 и фигурной лапы 21, связанных между собой шарнирами 22 и 23. На корпусе захвата установлен бесконтактный электромагнитный выключатель 24 и флажок 25 с возможностью поворота вокруг оси 26 и пружиной 27 для создания усилия поджатия флажка на
o
5
0
5
0
5
0
5
замковом элементе готового профиля (электрода), Профиль перед кантов кой подаётся на кронштейны 28, имеющие наклонные Г-образные скосы. Для автоматического управления процессом посредством пульта 29 управления установлены бесконтактные электромагнитные выключатели 30 и 31 для управления приводами стрелы и вертикальной штанги а электропитание этих приводов осуществляется через силовые кабели 32 и цепи 33 управления. Гравитационный прижим 34 предназначен для удержания в металлическом контейнере 35 гнутого профиля 36.
Укладчик гнутых профилей работает следующим образом.
После завершения всех технологических операций по формообразованию электродов газоочистных сооружений они подаются на кронштейны 28 укладчика готовых профилей. По команде с пульта 29 управления приводами 7 и 14 захват 18 перемещается в заданное положение, где под действием
Г-образного скоса кронштейна 28 он устанавливается в горизонтальное положение с одновременным заходом замкового элемента .профиля во внутреннюю полость захвата. При этом осуществляется зажатие замкового элемента профиля 36 между корпусом 19 захвата, кулачком 20, фигурной лапой 21 и флажком 25 под действием пружины 27,. В это же время поступает команда с дульта 29 управления на привод 14. Производится подъем вертикальной штанги 11, которая, воздействуя через шарнир 17, осуществляет подъем захвата 18, при этом.одновременно происходит кантовка профиля 36 вместе с захватом 18 вокруг шарнира 17. Подъем вверх штанги 11 с профилем 36 осуществляется до тех пор, пока указанный профиль займет вёрти.кальное положение. Затем поступает
- сигнал с пульта 29 управления на
привод 7 стрелы 3, начинается горизонтальное перемещение профиля 36 в заданное водилом 9 местоположение. Достигнув заданного положения, профиль 36 опускается вниз в металлический контейнер 35. Под воздействием профиля 36 гравитационньй прижим ЗА перемещается (отходит) и занимает требуемое положение под воздействием массовых сил инерции. Одновременно при контакте готового профиля с днищем контейнера происходит освобождение его замкового элемента от захвата 18. Далее производится подъем захвата вверх до установленного уровня. По достижении заданного уровня по высоте включается привод 7 стрелы 3 и захват 18 с вертикальной штангой 11 перемещаются в горизонтальном направлении до кронштейна 28. Начинается спуск захвата 18 вниз до исходного положения. Под действием Г-образного скоса кронштейна 28 захват 18 занимает исходное горизонтальное положение. В зто время очередной профиль 36 уже находится в положении, подготовленном для зажатия и последующей его кантовки и транспортировки в металлический контейнер 35.
Цикл повторяется до полного заполнения готовыми профилями внутренней полости контейнера. После заполнения контейнера по команде с пульта управления стрела занимает положение, при котором возможна транспортировка грузоподъемным краном контейнера,заполненного профилями, на склад готовой продукции.
В результате использования предлагаемого укладчика обеспечивается по сравнению с известным возможность кантовки электрода и одновременная его укладка в вертикальный ряд в металлический контейнер за счет применения указанного захвата, который позволяет надежно удерживать электрод в процессе его транспортировки и осуществлять поворот на 90 .
Согласно данным проведенных опробований в промышленных условиях изобретение по сравнению с известными устройствами позволяет производить
качественную укладку в металлический контейнер в вертикальный ряд по требованиям экспортных поставок механизированным способом (в известных ручная укладка готовых профилей в
контейнер, в предлагаемом механизированная укладка без применения ручного труда), а также обеспечивает укладку в контейнер различных длин готовых профилей без перестройки
работы укладчика (номенклатура длин готовых профилей, мм 6290, 7790, 9290, 10790, 12290).
Формула изобретения
1.Укладчик гнутых профилей преимущественно для электродов газоочистных сооружений, состоящий из несущей рамы, закрепленной на опоре
стрелы, захвата, прижима и пульта управления, отличающийся тем, что, с целью обеспечения кантовки профиля и одновременной его укладки в вертикальный ряд, он снабжен
вертикальной штангой, установленной с возможностью вертикального перемещения на стреле, которая в свою очередь установлена в роликовых опорах на несущей раме и снабжена приводом
горизонтального перемещения, при этом захват шарнирно установлен на вертикальной штанге.
2.Укладчик по п. 1, отличающий с я тем, что захват выполнен
в виде корпуса и шарнирно установленных в нем кулачка и фигурной лапы, также шарнирно связанных между собой.
3.Укладчик по п. 1, отличающийся тем, что захват снабжен
связанным с пультом управления бесконтактным магнитным выключателем и управляющим им подпружиненным флажком, установленным с возможностью взаимодействия с кантуемым профилем.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для укладки хлебобулочных изделий в полочный контейнер | 1983 |
|
SU1222593A1 |
| Агрегат для выполнения комплекса работ по устройству бордюров автодорог | 2021 |
|
RU2777314C1 |
| Укладчик плит | 1977 |
|
SU753974A2 |
| Система управления участком формирования пакетов гнутых профилей | 1981 |
|
SU946709A1 |
| КРАН-МАНИПУЛЯТОР | 2002 |
|
RU2237612C2 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
Изобретение относится к области обработки металлов давлением и предназначено для использования при из8иЗв .-Г готовлении несимметричных профилей проката, а более конкретно при производстве электродов газоочистных сооружений методом профилирования в валках профилегибочного стана. Цель изобретения - обеспечение кантовки профиля и одновременной его укладки в вертикальный ряд. При укладке и кантовке замковый элемент профиля в горизонтальном положении зажимается между корпусом 19 захвата кулачком 20 и фигурной лапой 21. С подъемом вертикальной штанги профиль кантуется, затем в вертикальном положении перемещается к контейнеру и опускается в него. При кон- такте профиля с дном контейнера профиль освобождается от захвата. (Л с Л со ел о О5 
-2
fu..
Л-Л
Редактор И, Шулла
Составитель Г. Ростов Техред М.Ходанич
Заказ 2235/6Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д„ 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
fiiZ.S
Корректор Е.Рошко
| 0 |
|
SU371999A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для пакетирования профилей типа швеллера | 1976 |
|
SU613834A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
