131
разв-альцовочную головку (РГ) 1 с пуансоном. В пуансоне 12 выполнено .продольное отверстие, в котором с возможностью ограниченного осевого перемещения установлен ловитель 14 в виде стержня с диаметрому меньшим диаметра стержня закрепки. Ловитель 14 подпружинен в осевом направлении посредством пружины 13, а выступаюпщр за пределы рабочего торца пуансона конец ловителя расположен со смещением относительно оси устройства. При этом расстояние от оси устройства до удаленной от нее точки на торце ловителя превышает радиус стержня зак1
Изобретение относится к клепально- сборочным работам, в частности к устройствам для сборки деталей развальцовкой.
Цель изобретения - повышение про- изводительности сборки за счет ускорения процесса ориентирования собираемых деталей и стержня заклепки.
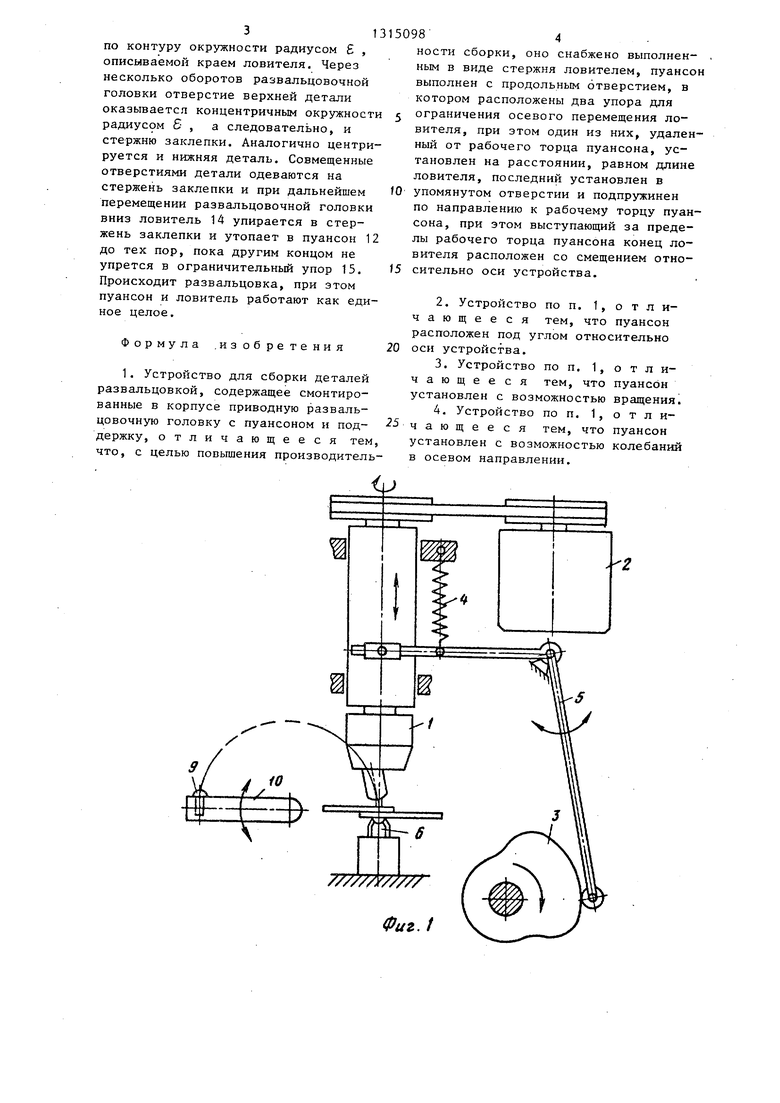
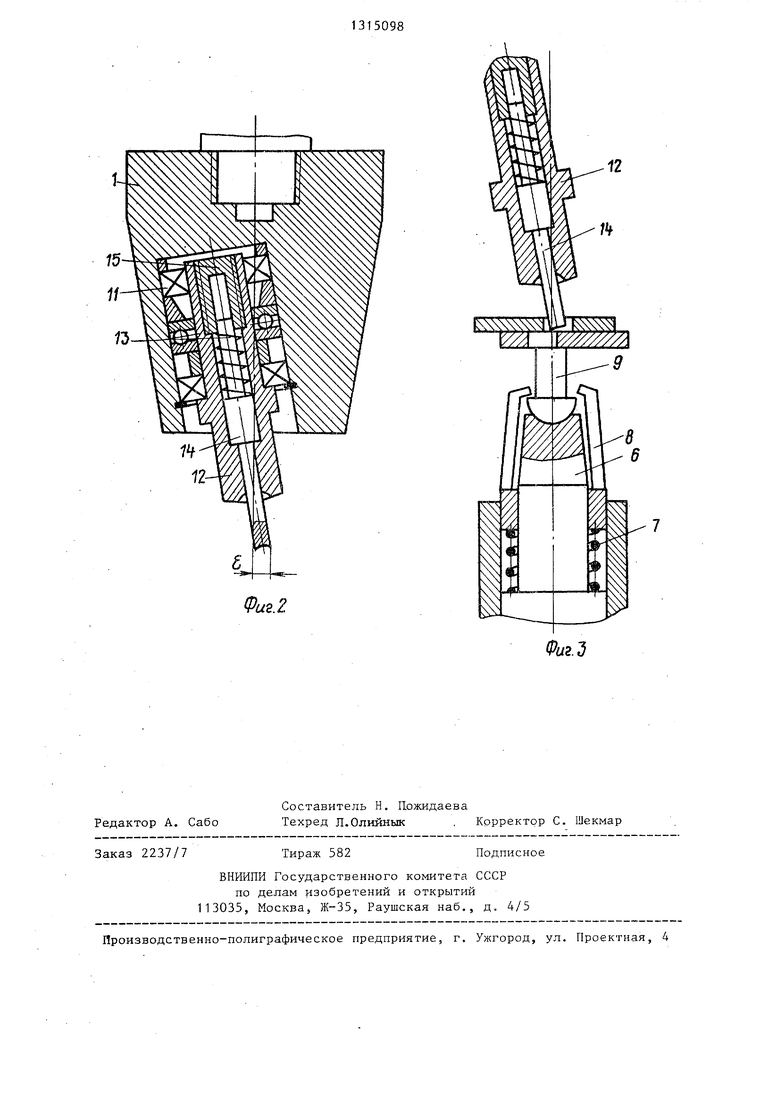
На фиг. 1 изображено устройство для сборки деталей развальцовкой, общий вид; на фиг. 2 - развальцовоч- ная головка; на фиг, 3 - развальцо- вочн-ьш пуансон с ловителем и поддержка (расположение пуансона по оси сборки); на фиг, 4 - то же. при рас- положении пуансона по оси сборки.
Устройство содержит развальцовоч- ную головку 1, приводимую во вращение от двигателя 2. Подъем и опускание развальцовочной головки осуществляет- ся кулачковым приводом 3 и пружиной 4 посредством коромысла 5. Соосно головке 1 смонтирована поддержка 6 с подпружиненными пружиной 7 упругими захватами 8. Для подачи заклепок 9 на поддержку предназначен механизм 10 подачи заклепок.
Расклепывающая головка содержит установленньш на подшипник 11 раз- вальцовочный пуансон 12j внутри ко- торого установлены подпружиненные пружиной 13 ловитель 14 в виде стержня с диаметром меньшим диаметра стержня заклепки, и ограничительный упор 15, причем выступаюшз й на торец пуансона
098
лепки, но меньше радиуса отверстия в соединяемых деталях. Соединяемые детали подаются- в зону сборки и одеваются на заклепку. В том случае, если. центры отверстий соединяемых деталей и стержня заклепки не совпадают, при осеввом перемещении РГ 1 выступающий конец ловителя 14, совершая вращательное движение, попадает в отверстия соединяемых деталей и устанавливает их соосно заклепке. При дальнейшем осевом перемещении РГ 1 ловитель 14 утопает в пуансоне 12 и, образуя с ним одно целое, развальцовывает конец стержня заклепки. 3 з.п. ф-лы, 4 ил.
конец ловителя зксцентричен настолько, что расстояние от осиразвальцовочной головки 1 до края ловителя больше радиуса стержня заклепки, но меньше радиуса отверстия соединяемьгх деталей, а ход ловителя 14 до ограничительного упора 15 выбран таким, что формообразующая часть пуансона и торец ловителя 14 при развальцовке работают как одно целое.
Устройство работает следующим образом.
Механизм 10 подачи заклепок подает заклепку 9 на поддержку 6, при этом упругие захваты 8 расходятся в стороны и заклепка 9 головкой устанавливается в лунку поддержки 6, Захваты 8 возвращаются в исходное положение и надежно удерживают заклепку 9 на поддержке 6. Соединяемые детали подаются Б зону сборки и устанавливают на заклепку. При перемещении развальцовочной головки 1 вниз заклепка развальцовывается. В том слчае когда центры отверстий в соединяемых деталях не совпадают и детали не оделись на заклепку вследствие неточности их базирования, .выступающий конец ловителя 14 упирается в поверхность верхней детали около отверстия. По мере вращения развальцовочной головки выступающий конец ловителя 14 попадает в отверстие верхней детали, поскольку диаметр ловителя меньше от-, верстия в дета.пях, и перемещает ее
по контуру окружности радиусом , описываемой краем ловителя. Через несколько оборотов развальцовочной головки отверстие верхней детали оказывается концентричным окружности радиусом , а следовательно, и стержню заклепки. Аналогично центрируется и нижняя деталь. Совмещенные отверстиями детали одеваются на стержень заклепки и при дальнейшем перемещении развальцовочной головки вниз ловитель 14 упирается в стержень заклепки и утопает в пуансон 12 до тех пор, пока другим концом не упрется в ограничительный упор 15. Происходит развальцовка, при этом пуансон и ловитель работают как единое целое.
Формула .изобретения
1. Устройство для сборки деталей развальцовкой, содержащее смонтированные в корпусе приводную разваль- цовочную головку с пуансоном и под держку, отличающееся тем что, с целью повышения производитель
5 О 5 20
, 25
ности сборки, оно снабжено выполненным в виде стержня ловителем, пуансон выполнен с продольным отверстием, в котором расположены два упора для ограничения осевого перемещения ловителя, при этом один из них, удаленный от рабочего торца пуансона, установлен на расстоянии, равном длине ловителя, последний установлен в упомянутом отверстии и подпружинен по направлению к рабочему торцу пуансона, при этом выступающий за пределы рабочего торца пуансона конец ловителя расположен со смещением относительно оси устройства.
2.Устройство по п. 1, о т л и- чающее ся тем, что пуансон расположен под углом относительно оси устройства.
3.Устройство по п. 1, о т л и- чающееся тем, что пуансон установлен с возможностью вращения.
4.Устройство по п. 1, о т л и- чающее ся тем, что пуансон установлен с возможностью колебаний в осевом направлении.
//////У/////
Фиг.1
Фи2.2
12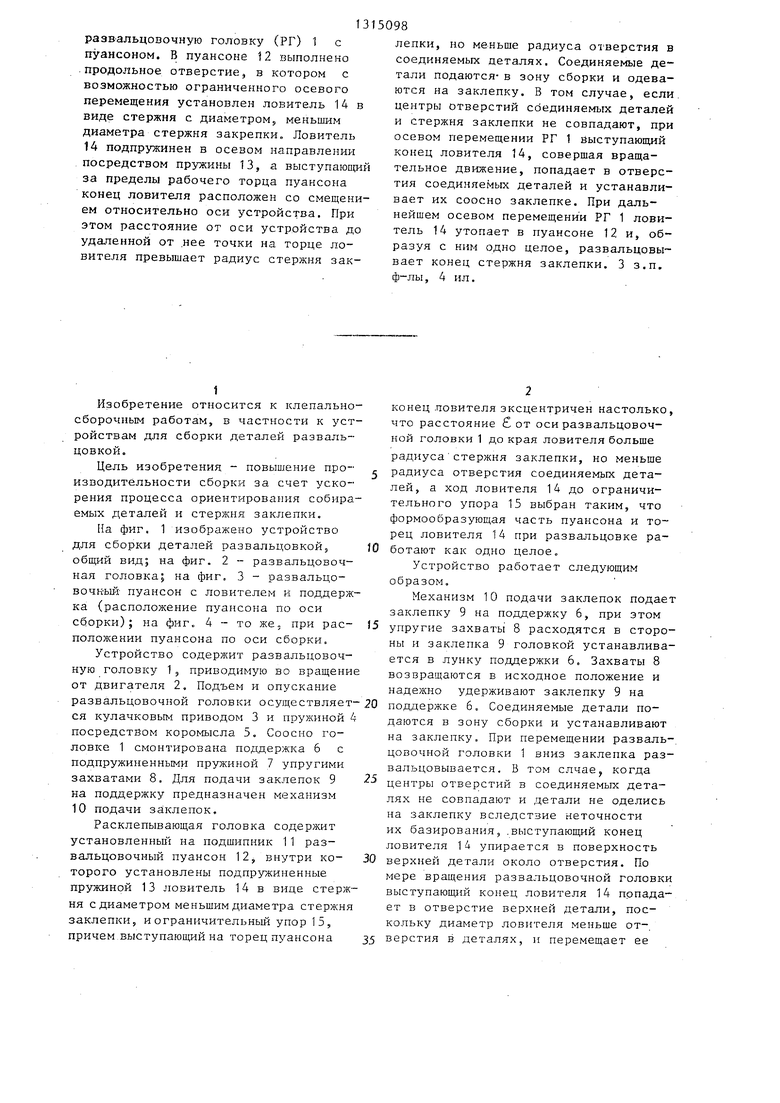
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней клепки полыми заклепками шикеры-Кирпичева и устройство для его осуществления | 1984 |
|
SU1225667A1 |
| Устройство для соединения листовых деталей трубчатыми заклепками | 1986 |
|
SU1360868A1 |
| Устройство для клепки развальцовкой | 1982 |
|
SU1136879A1 |
| Устройство для клепки развальцовкой | 1987 |
|
SU1489919A1 |
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| Ручной инструмент для односторонней клепки составными заклепками | 1984 |
|
SU1348052A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Устройство для групповой клепки развальцовкой полых заклепок | 1980 |
|
SU927406A1 |
| Устройство для одновременного уплотнения всех труб в трубной доске | 1981 |
|
SU963622A1 |
Изобретение относится к клепаль- но-сборочным работам, в частности к устройствам для сборки деталей развальцовкой. Целью изобретения является повышение производительности сборки. Для этого устройство содержит соосио смонтированные поддержку 6 и Ж /, с S (Л (U) ел о X) 00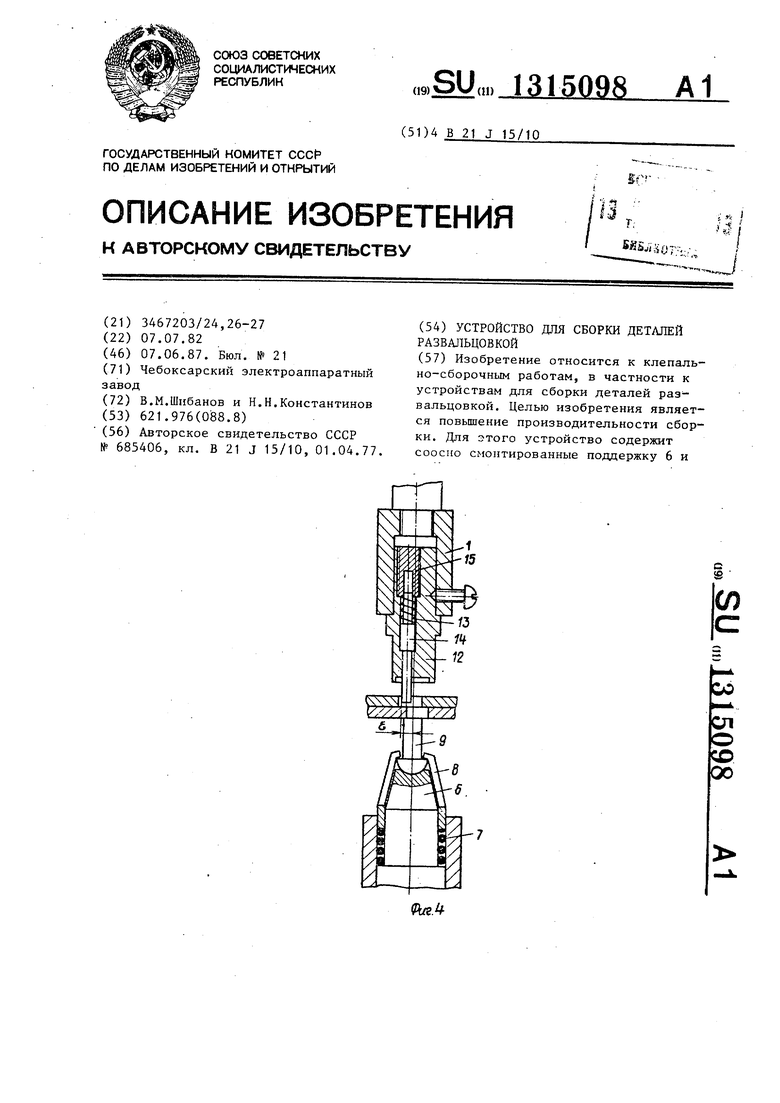
Редактор А. Сабо
Составитель Н. Пожидаева
Техред Л.Олийнык . Корректор С. Шекмар
Заказ 2237/7
Тираж 582
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Подписное
| Полуавтоматический клепальный станок | 1977 |
|
SU685406A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
