130
избыточного давления в заливочной камере. Цель изобретения - упрощение конструкции и обуслживания установки. Установка для изготовления карбамид- ных. стержней содержит станину 1, опорную плиту 2, герметичную заливочную камеру 27, помещенную в нее разъемную литейную форму 3, состоящую из частей 7 и 8, обогреваемую емкость для расплава карбамида, карбамидо- провод, опущенный нижним концом в эту емкость, вакуумпровод 34, систему управления, механизм для сборки- разборки разъемной литейной формы, выполненный в виде ходовых винтов 11 и 12 с левой и правой резьбовыми нарезками, матриц 10 для монтажа на них частей литейной формы 7 и 8, имеющих втулки с левой и правой резьбовыми нарезками, соответствующими резьбовым нарезкам ходовых винтов, на концах которых выполнены хвостовики 26, при этом машина снабжена устройством
1
Изобретение относится к литейному производству, в частности к изготовлению карбамидных литейных стержней и может быть применено для изготовления высококачественных вы- плавляемых моделей и стержней из различных жидкоподвижных материалов в герметичной камере путем вакуумного всасывания или созданием избыточного давления в заливочной камере.
Цель изобретения - упрощение конструкции и обслуживания установки.
Механизм сборки-разборки литейной формы выполнен по меньшей мере в вид двух ходовых винтов, закрепленных на опорных стойках в подшипниках и имеющих с двух сторон левую и правую резьбовые нарезки. Матрицы литейной формы снабжены резьбовыми втулками, соответствующими резьбам ходовых вин тов. Установка снабжена приводом для вращения ходовых винтов и приводом для его горизонтального перемещения, размещенными за пределами герметично
заливочной камеры и снабженными ,уст ройствами для синхронизации вращения ходовых винтов, выполненных в виде
557
для вращения ходовых винтов 35, которое имеет привод продольного перемещения Зб и смонтировано за пределами герметичной заливочной камеры. С целью облегчения наладки и упрощения конструкции устройства для вращения ходовых винтов 11 и 12 механизм для сборки-разборки литейной формы снабжен устройством для синхронизации вращения ходовых винтов 52. Устройство для синхронизации вращения ходовых винтов может быть выполнено в виде кинематически связанных между собой зубчатых шестерен, две из которы смонтированы на ходовых винтах, или выполнено в виде кинематически связанных втулочно-роликовой цепью зубчатых звездочек, смонтированных на ходовых винтах. Благодаря применению ходовых винтов упрощается конструкция замковых устройств и повышается надежность всей установки. 3 з.п. ф-лы, 5 ил.
fO
J5 20
25
2
кинематически связанных между собой зубчатых шестерен или втулочно-роликовой цепной передачей.
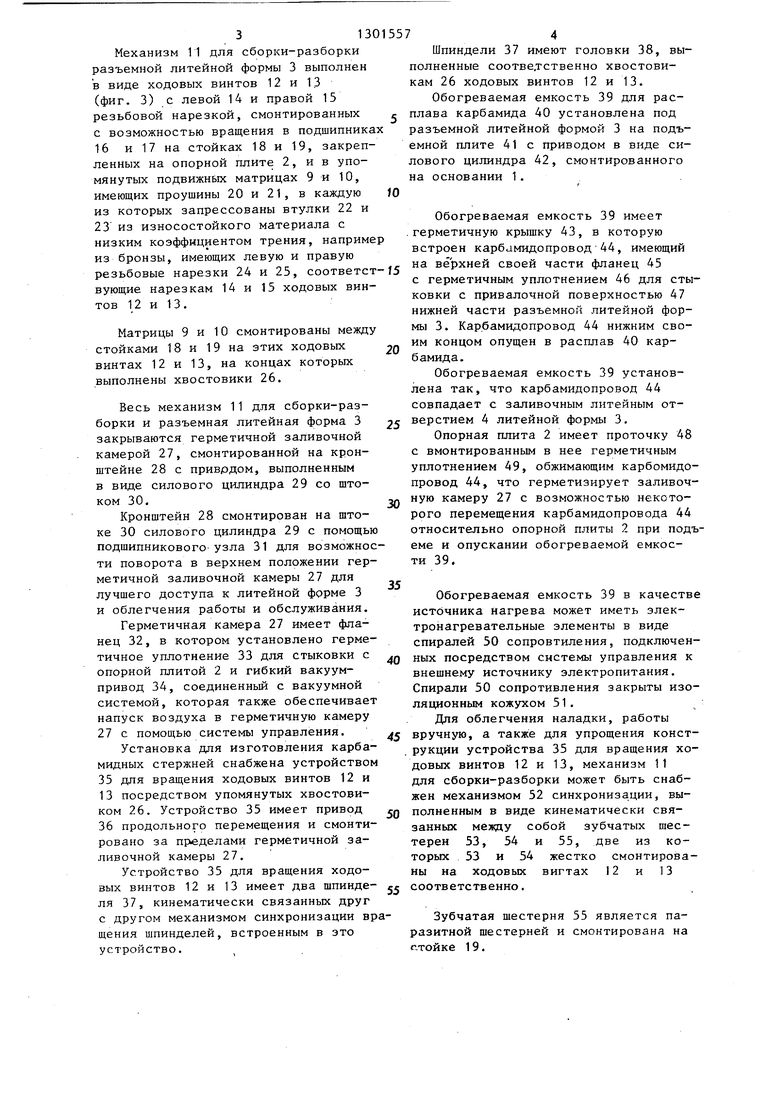
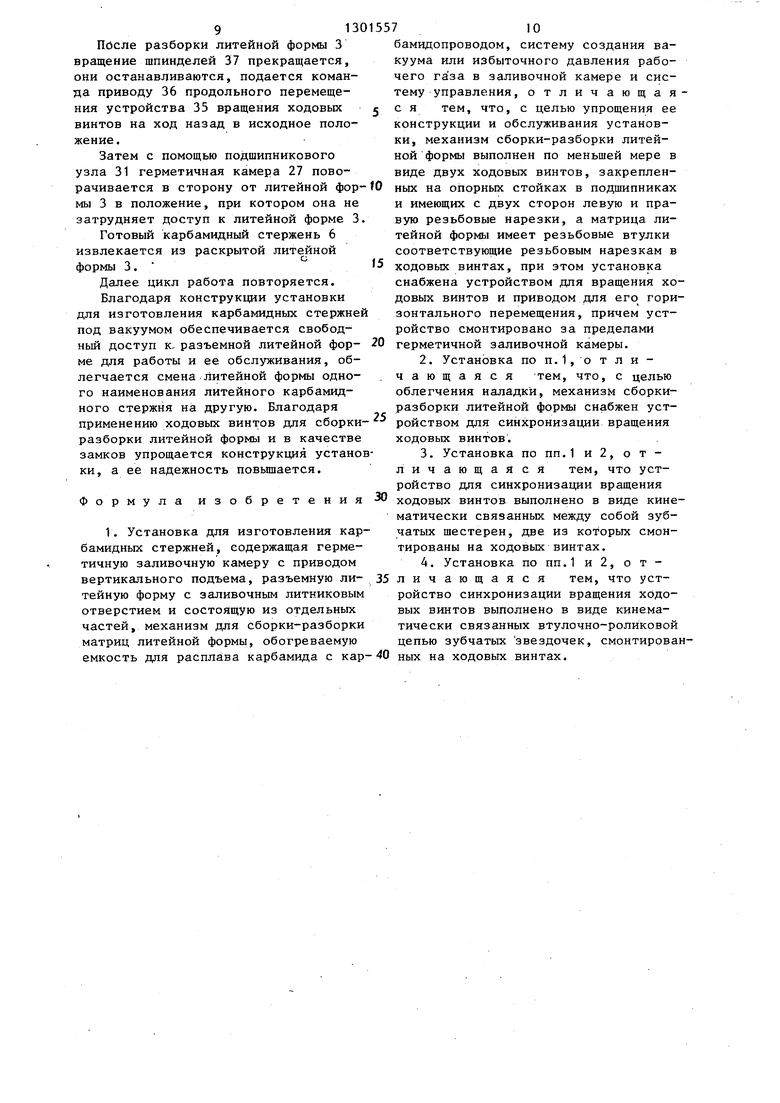
На фиг. 1 схематично изображена установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (ходовые винты); на фиг. 4 - устройство для синхронизации вращения ходовых винтов в виде кинематически связанных зубчатых шестерен; на фиг. 5 - устройство для синхронизации в виде кинематически свя- занньЕС втулочно-роликовой цепью зубчатых звездочек.
На станине 1 закреплена опорная плита 2, на которой смонтирована разъемная литейная форма 3 с заливочным литниковым отверстием 4 (фиг. 2), выполненным в ее нижней части, и с формообразующей полостью 5 для образования литейного карбамидного стержня 6. Литейная форма 3 состоит из отдельных разъемных частей 7 и 8 (полуформ) , которые монтируются на подвижных матрицах 9 и 10 механизма 11 для сборки-разборки литейной формы 3.
3130155
Механизм 11 для сборки-разборки разъемной литейной формы 3 выполнен в виде ходовых винтов 12 и 13 (фиг. 3) с левой 14 и правой 15 резьбовой нарезкой, смонтированных , с возможностью вращения в подшипниках 16 и 17 на стойках 18 и 19, закрепленных на опорной плите 2, и в упомянутых подвижных матрицах 9 и 10, имеющих проушины 20 и 21, в каждую )0 из которых запрессованы втулки 22 и 23 из износостойкого материала с низким коэффициентом трения, например из бронзы, имеющих левую и правую резьбовые нарезки 24 и 25, соответст-f5 вующие нарезкам 14 и 15 ходовых винтов 12 и 13.
Матрицы 9 и 10 смонтированы между стойками 18 и 19 на этих ходовых винтах 12 и 13, на концах которых выполнены хвостовики 26.
Весь механизм 11 для сборки-разборки и разъемная литейная форма 3 закрываются герметичной заливочной камерой 27, смонтированной на кронштейне 28 с приврдом, выполненным
в виде силового цилиндра 29 со штоком 30.
Кронштейн 28 смонтирован на штоке 30 силового цилиндра 29 с помощью подшипникового узла 31 для возможности поворота в верхнем положении герметичной заливочной камеры 27 для лучшего доступа к литейной форме 3 и облегчения работы и обслуживания.
Герметичная камера 27 имеет фланец 32, в котором установлено герметичное уплотнение 33 для стыковки с опорной плитой 2 и гибкий вакуум- привод 34, соединенный с вакуумной системой, которая также обеспечивает напуск воздуха в герметичную камеру 27 с помощью системы управления.
Установка для изготовления карба- мидных стержней снабжена устройством
35для вращения ходовых винтов 12 и 13 посредством упомянутых хвостовиком 26. Устройство 35 имеет привод
36продольного перемещения и смонтировано за пределами герметичной заливочной камеры 27.
Устройство 35 для вращения ходовых винтов 12 и 13 имеет два шпинделя 37, кинематически связанных друг с другом механизмом синхронизации врщения шпинделей, встроенным в это устройство.
Шпиндели 37 имеют головки 38, выполненные соответственно хвостовикам 26 ходовых винтов 12 и 13.
Обогреваемая емкость 39 для расплава карбамида 40 установлена под разъемной литейной формой 3 на подъемной плите 41 с приводом в виде силового цилиндра 42, смонтированного на основании 1.
, )0 f5
0
0
Обогреваемая емкость 39 имеет герметичную крышку 43, в которую встроен карбамидопровод 44, имеющий на верхней своей части фланец 45 с герметичным уплотнением 46 для стыковки с привалочной поверхностью 47 нижней части разъемной литейной формы 3. Карбамидопровод 44 нижним своим концом опущен в расплав 40 карбамида.
Обогреваемая емкость 39 установлена так, что карбамидопровод 44 совпадает с заливочным литейным от- 5 верстием 4 литейной формы 3.
Опорная плита 2 имеет проточку 48 с вмонтированным в нее герметичным уплотнением 49, обжимающим карбомидо- провод 44, что герметизирует заливочную камеру 27 с возможностью некоторого перемещения карбамидопровода 44 относительно опорной плиты 2 при подъеме и опускании обогреваемой емкости 39.
Обогреваемая емкость 39 в качестве
источника нагрева может иметь электронагревательные элементы в виде спиралей 50 сопровтиления, подключенных посредством системы управления к внешнему источнику электропитания. Спирали 50 сопротивления закрыты изоляционным кожухом 51.
Для облегчения наладки, работы
вручную, а также для упрощения конструкции устройства 35 для вращения ходовых винтов 12 и 13, механизм 11 для сборки-разборки может быть снабжен механизмом 52 синхронизации, выполненным в виде кинематически связанных между собой зубчатых шестерен 53, 54 и 55, две из которых 53 и 54 жестко смонтированы на ходовых вигтах 12 и 13
соответственно.
Зубчатая шестерня 55 является паразитной шестерней и смонтирована на р-тойке 19.
При таком конструктивном решении можно для сборки-разборки литейной формы 3 вращать только-один ходовой аинт, что удобно при наладке и ручно работе,
В отсутствие устройства синхронизации при наладке пришлось бы вращать одновременно оба ходовых винта, причем вручную и синхронно, что весьма затруднительно.
Кроме этого, само устройство 35 для вращения ходовых винтов 12 и 13 упрощается, так как требуется только один шпиндель 37 вместо двух. Работа становится надежной, так как стыковку производить нужно только одной головки 38 с одним хвостовиком 26.
В случае, если межосевое расстояние между ходовыми винтами 12 и 13 сравнительно велико, то применение зубчатых шестерен для синхронизации вращения ходовых винтов становится весьма затруднительным из-за больших диаметров зубчатых шестерен.
В этом случае механизм 52 синхронизации может быть выполнен в виде кинематически связанных втулочно- роликовой цепью 56 зубчатых звездочек 57 и 58, смонтированных на ходовых винтах 12 и 13 соответственно.
Установка Для изготовления карба- мидных стержней работает следующим образом.
Карбамидная смесь может приготовляться и расплавляться вне установки в специально предназначенных для этого емкостях. После приготовления расплав карбамида переливается в обогре- кой, например касторовым маслом.
ваемую емкость 39.
В этом случае в обогреваемой емкости 39 электронагревательные элементы 48 поддерживают расплав карбамида в жидком состоянии при заданной температуре.
В другом варианте в обогреваемой емкости 39 возможно осуществить первоначальное расплавление сухих исходных порошковых или гранулированных материалов карбамидной смеси, а затем поддерживать заданную температуру с помощью .системы управления технологическим процессом.
В начале цикла работы обогреваемая емкость 39 с расплавом- 40 карбамида, установленная под разъемной литейной формой 3 на подъемной плите 41 с приводом в виде силового ци45
После подготовки разъемной ли ной формы 3 к последующей заливк расплавом карбамида с помощью си мы управления подается команда п воду 36 продольного перемещения ройства 35 для вращения ходовых тов 12 и 13 на ход вперед.
Устройство 35 перемещается к вым винтам 12 и 13.
Головки 38 шпинделей 37 входя зацепление с хвостовиками 26.
Включается привод вращения шп делей 37, которые своими головка вращают при помощи хвостовиков 2 55 ходовые винты 12 и 13 в подшипни 16 и 17 на стойках 18 и 19.
Влагодаря левой 14 и правой 1 резьбовым нарезкам, выполненным каждом ходовом винте 12 и 13, вз
50
5
0
5
0
5
линдра 42, находится в крайнем нижнем положении.
Отдельные разъемные части 7 и 8 (полуформы) литейной формы 3, закрепленные на левой 9 и правой 10 матрицах, находятся в крайнем левом и правом исходных положениях на ходовых винтах 12 и 13 между стойками 18 и 19, т.е. разъемная литейная форма 3 с помощью механизма 11 сборки-разборки находится в раскрытом состоянии.
Герметичная заливочная камера 27, смонтированная на кронштейне 28, с помощью своего привода, выполненного в виде силового цилиндра 29, находится также в исходном, крайнем верхнем повернутом с помощью подшипникового узла 31 в сторону от литейной формы 3 положении.
Это обеспечивает удобную работу и свободный доступ к литейной форме.
Устройство 35 для вращения ходовы винтов 12 и 13 с помощью своего привода 36 продольного перемещения находится также в исходном, крайнем пра- ,вом положении.
Благодаря этому обеспечивается удобство в работе и обслуживании литейной формы 3, так как к ней открыт доступ со всех сторон и герметичная заливочная камера 27, благодаря предлагаемой конструкции, нисколько этому не препятствует.
Готовый карбамидный стержень 6 вынимается из формообразующей полости 5. Эта полость и заливочное литниковое отверстие 4 очищаются от старой смазки, -смазываются новой смаз5
После подготовки разъемной литейной формы 3 к последующей заливке расплавом карбамида с помощью системы управления подается команда приводу 36 продольного перемещения устройства 35 для вращения ходовых винтов 12 и 13 на ход вперед.
Устройство 35 перемещается к ходовым винтам 12 и 13.
Головки 38 шпинделей 37 входят в зацепление с хвостовиками 26.
Включается привод вращения шпинделей 37, которые своими головками 38 вращают при помощи хвостовиков 26 5 ходовые винты 12 и 13 в подшипниках 16 и 17 на стойках 18 и 19.
Влагодаря левой 14 и правой 15 резьбовым нарезкам, выполненным на каждом ходовом винте 12 и 13, взаимо0
действующим с резьбовыми нарезками, выполненными во втулках 22 и 23 и запрессованными в проушины 20 и 21 подвижных матриц 9 и 10, эти матрицы совместно с закрепленными на них отдельными разъемными частями (полу- формами) 7 и 8 литейной формы 3 движутся на ходовых винтах 12 и 13 навстречу друг другу. Происходит смыкание полуформ 7 и 8.
Пос ле сборки литейной формы 3 вра щение шпинделей 37 прекращается, подается команда приводу 36 продольного перемещения устройства 35 на ход назад в исходном правое положение.
Благодаря резьбовым нарезкам ходовые винты 12 и 13 надежно удерживают в собранном состоянии полуформы 7 и 8 в течение всего цикла, вплоть до момента раскрытия литейной формы 3.
Герметичная заливочная камера 27, смонтированная на кронштейне 28, с помощью установленного на штоке 30 силового цилиндра 29 подшипникового узла поворачивается вручную или от привода (не показан) в положение над собранной литейной формой 3.
Подается команда силовому цилиндру 29 на ход вниз. Герметичная камера 27 щтоком 30 опускается в крайнее нижнее рабочее положение и прижимается к опорной плите 2,
Весь механизм 11 для сборки-разборки и литейная форма 3 полностью накрыв ются герметичной камерой 27. Стык между опорной плитой 2 и герметичной камерой 27 герметизируется уплотнением 33, установленным во фланце 32.
Затем включается силовой цилиндр 42 на ход вверх, который с помощью подъемной плиты 41 обогреваемую емкость 39 для расплава карбамида поднимает вверх.
Карбамидопровод 44 своим фланцем 45 с герметичным уплотнением 46 прижимается к привалочной поверхности 47 нижней части литейной формы 3, произ водя герметичную стыковку между нею и карбамидопр/эводом 50, который встроен в герметичную крышку 43 обогреваемой емкости 39.
После этого включается система создания вакуума в герметичной камере 27 посредством гибкого вакуум-провода 34, соединенного с вакуумной системой с помощью системы управления
0
О
5
5
п
Вакуум в камере 27 нужен для лучшего заполнения расплавом карбамида формообразующей полости 5 и более четкого оформления тонких полостей 5 без образования раковин вследствие наличия в глубоких полостях литейной формы 3 пузырьков воздуха, которые без вакуума невозможно удалить.
Далее вакуум может быть использован непосредственно для создания разности давлений в литейной форме 3 и обогреваемой емкости 39 с целью заполнения формы 3 расплавом карбамида, не прибегая к использованию для J5 этого избыточного давления рабочего газа в обогреваемой емкости.
Заполнение этой полости 5 происходит по величине ее объема, т.е. нет необходимости в специальном дозаторе.
При создании избыточного давления рабочего газа в обогреваемой емкости 39 несколько усложняется конструкция и снижается безопасность в работе вследствие возможных выбросов разогретого расплава карбамида через неточности в разъемной литейной форме 3.
После определенной временной технологической выдержки, достаточной для затвердевания сплошного или полого карбамидного стержня, контролируемой реле времени системы управления, происходит отключение герметичной камеры.27 от вакуумной системы и последующее ее соединение посредством 5 вакуум-провода 34 с атмосферой. Давление в ней выравнивается с атмосфер- ным остатки расплава карбамида по карбамидопроводу сливаются в обогреваемую емкость 39.
После этого силовому цилиндру 42 подается команда на ход вниз . Обогреваемая емкость 42 занимает исходное крайнее нижнее положение.
Затем подается команда силовому цилиндру 29, который своим штоком 30 посредством кронштейна 28 герметичную- камеру 27 поднимает в исходное крайнее верхнее положение.
После этого подается команда приводу 36 продольного перемещения устройства 35 вращения ходовых винтов на ход вперед, включается привод вращения шпинделей 37 в обратном направлении по сравнению с направлением вращения при сборке литейной формы 3. Шпиндели 37 своими головками 38 при помощи хвостовиков 26 вращают ходовые ЕИНТЫ 12 и 13.
0
0
5
После разборки литейной формы 3 вращение шпинделей 37 прекращается, они останавливаются, подается команда приводу 36 продольного перемещения устройства 35 вращения ходовых винтов на ход назад в исходное положение.
Затем с помощью подшипникового узла 31 герметичная камера 27 поворачивается в сторону от литейной формы 3 в положение, при котором она не затрудняет доступ к литейной форме 3
Готовый карбамидный стержень 6 извлекается из раскрытой литейной формы 3.
Далее цикл работа повторяется.
Благодаря конструкции установки для изготовления карбамидных стержней под вакуумом обеспечивается свободный доступ к, разъемной литейной форме для работы и ее обслуживания, облегчается смена литейной формы одного наименования литейного карбамид- ного стержня на другую. Благодаря
20
бамидопроводом, систему создания ва куума или избыточного давления рабо чего га за в заливочной камере и сис тему управления, отличающая с я тем, что, с целью упрощения е конструкции и обслуживания установки, механизм сборки-разборки литейной формы выполнен по меньшей мере виде двух ходовых винтов, закрепленных на опорных стойках в подшипниках и имеющих с двух сторон левую и пра вую резьбовые нарезки, а матрица ли тейной формы имеет резьбовые втулки соответствующие резьбовым нарезкам в ходовых винтах, при этом установка снабжена устройством для вращения х довых винтов и приводом для его гор зонтального перемещения, причем устройство смонтировано за пределами герметичной заливочной камеры.
2. Установка по п.1, о т л и - чающаяся тем, что, с целью облегчения наладки, механизм сборки- разборки литейной формы снабжен устприменению ходовых винтов для сборки- ройством для синхронизации вращения
разборки литейной формы и в качестве замков упрощается конструкция установки, а ее надежность повышается.
Формула изобретения
1. Установка для изготовления карбамидных стержней, содержащая герметичную заливочную камеру с приводом вертикального подъема, разъемную литейную форму с заливочным литниковым отверстием и состоящую из отдельных частей, механизм для сборки-разборки матриц литейной формы, обогреваемую емкость для расплава карбамида с кар
5
0
бамидопроводом, систему создания вакуума или избыточного давления рабочего га за в заливочной камере и систему управления, отличающая- с я тем, что, с целью упрощения ее конструкции и обслуживания установки, механизм сборки-разборки литейной формы выполнен по меньшей мере в виде двух ходовых винтов, закрепленных на опорных стойках в подшипниках и имеющих с двух сторон левую и правую резьбовые нарезки, а матрица литейной формы имеет резьбовые втулки соответствующие резьбовым нарезкам в ходовых винтах, при этом установка снабжена устройством для вращения ходовых винтов и приводом для его горизонтального перемещения, причем устройство смонтировано за пределами герметичной заливочной камеры.
2. Установка по п.1, о т л и - чающаяся тем, что, с целью облегчения наладки, механизм сборки- разборки литейной формы снабжен уст
одовых винтов.
3.Установка по пп.1 и 2, о т - ичающаяся тем, что устройство дпя синхронизации вращения ходовых винтов выполнено в виде кинематически связанных между собой зубчатых шестерен, две из которых смонтированы на ходовых винтах.
4.Установка по пп.1 и 2, о т - личающаяся тем, что устройство синхронизации вращения ходовых винтов выполнено в виде кинематически связанных втулочно-роликовой цепью зубчатых звездочек, смонтированных на ходовых винтах.
1301557 дидА
31
27
фиг. 2
,
-и
ss.
- ///////7777/ У/77////////Л
Фиг. It


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления карбамидных стержней | 1985 |
|
SU1315111A1 |
| СПОСОБ РОТАЦИОННОГО ЛИТЬЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЛИТЕЙНАЯ УСТАНОВКА (ВАРИАНТЫ) | 2001 |
|
RU2205091C2 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Установка для литья с противодавлением | 1979 |
|
SU827259A1 |
| МЕТАЛЛИЧЕСКАЯ ОПОРА, МЕТАЛЛОКЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2277029C2 |
| Способ охлаждения отливок в формах,изгОТОВлЕННыХ МЕТОдОМ ВАКууМНОй фОР-МОВКи, и OCHACTKA для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU801981A1 |
| Устройство для литья под низкимдАВлЕНиЕМ | 1979 |
|
SU793716A1 |
| ПОДВИЖНАЯ ЗАЩИТНАЯ КАМЕРА | 1995 |
|
RU2105365C1 |
| СПОСОБ ГРАДУИРОВКИ УЛЬТРАЗВУКОВЫХ ДОПЛЕРОВСКИХ РАСХОДОМЕРОВ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2439506C2 |
| Центробежно-литейная вертикальная машина | 1981 |
|
SU952426A1 |

Изобретение относится к литейному производству точного литья, в частности к изготовлению карбамйдных литейных стержней,может быть применено для изготовления высококачественных выплавляемых моделей и стержней из легкоплавных составов путем вакуумного всасывания или созданием (Л с: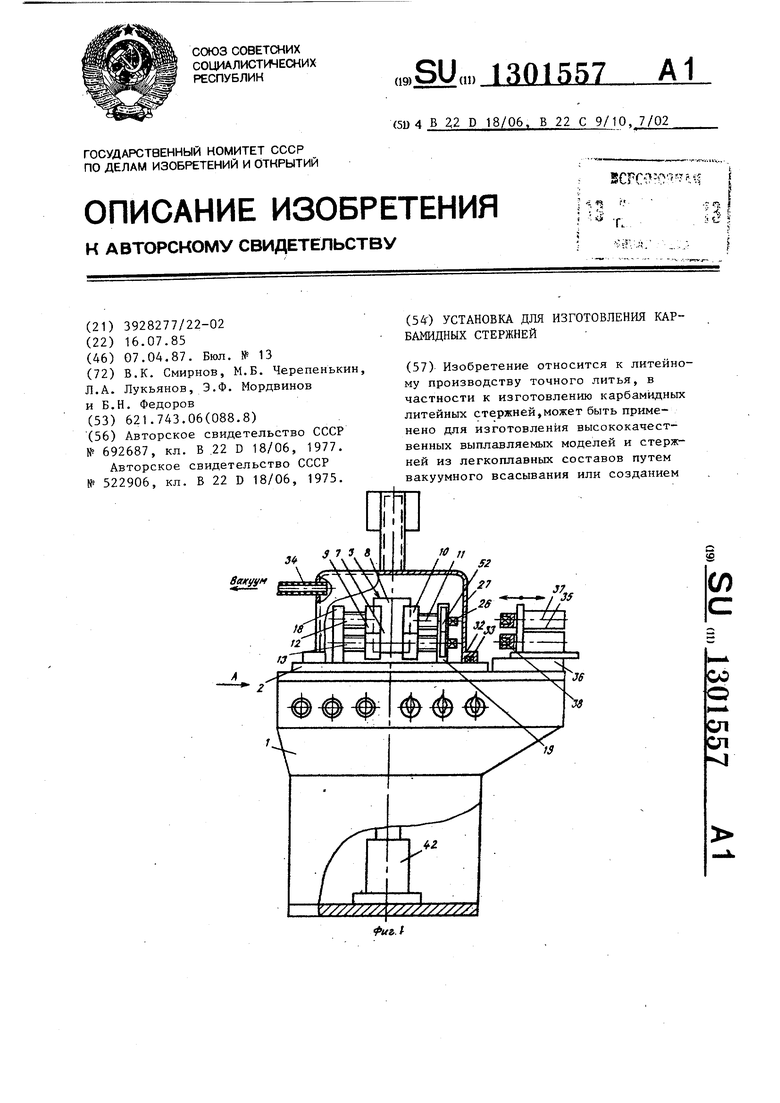
Sd
-W//////////. V//////////X
Составитель В. Беляев Редактор Н. Егорова Техред Л.Сердюкова Корректоре. Черни
Заказ 1178/12 . Тира- 741 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений, и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг 5
| Устройство для литья вакуумным всасыванием | 1977 |
|
SU692687A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для литья вакуумным всасыванием | 1975 |
|
SU522906A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
