Изобретение относится к порошковой металлургии и может быть применено для изготовления заготовок из порошков методами обработки металлов давлением.
Целью изобретения является повышение качества заготовок.
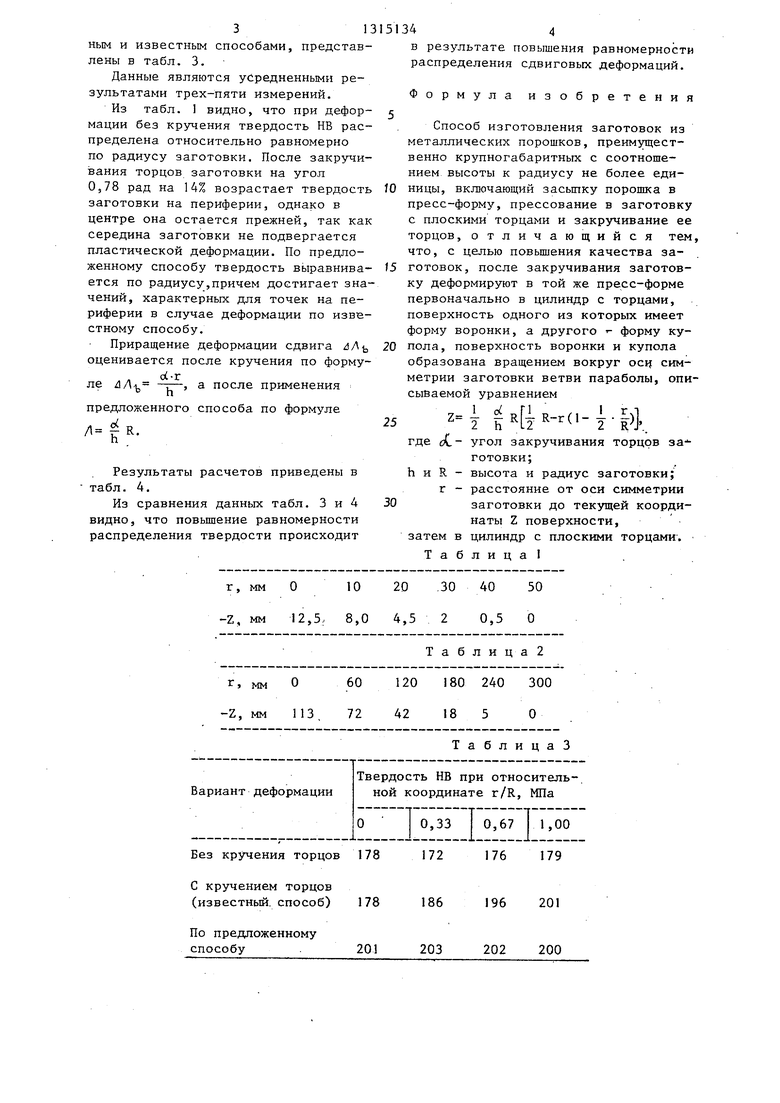
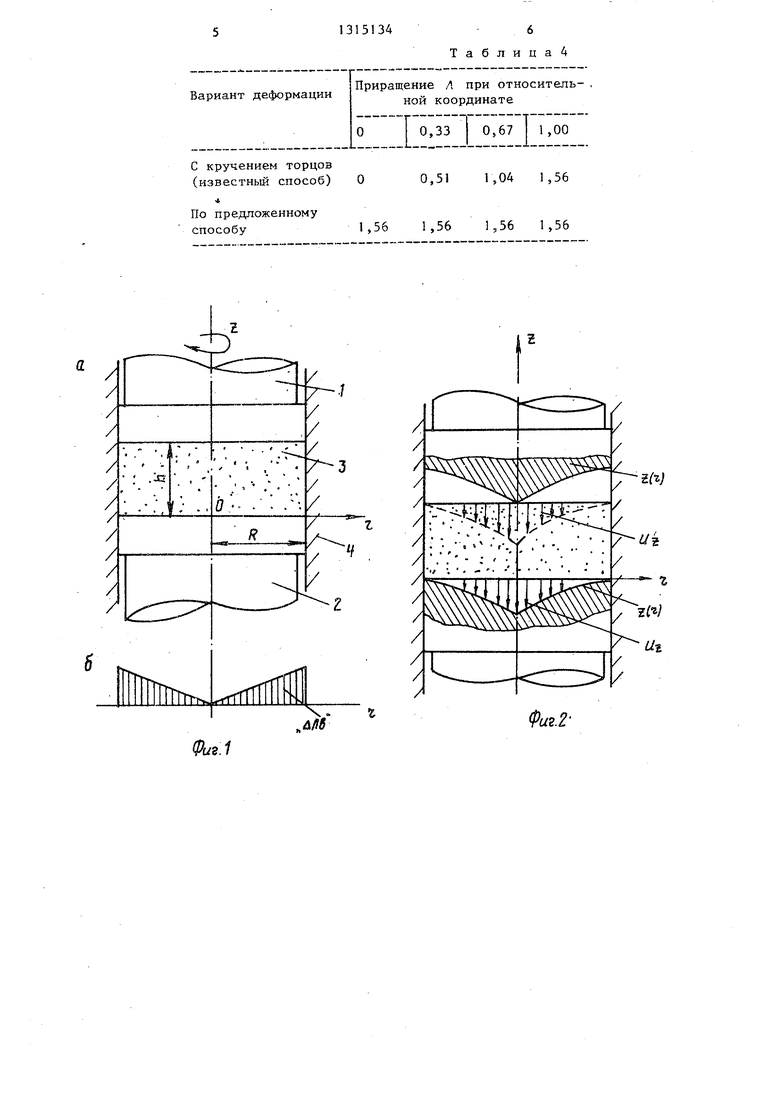
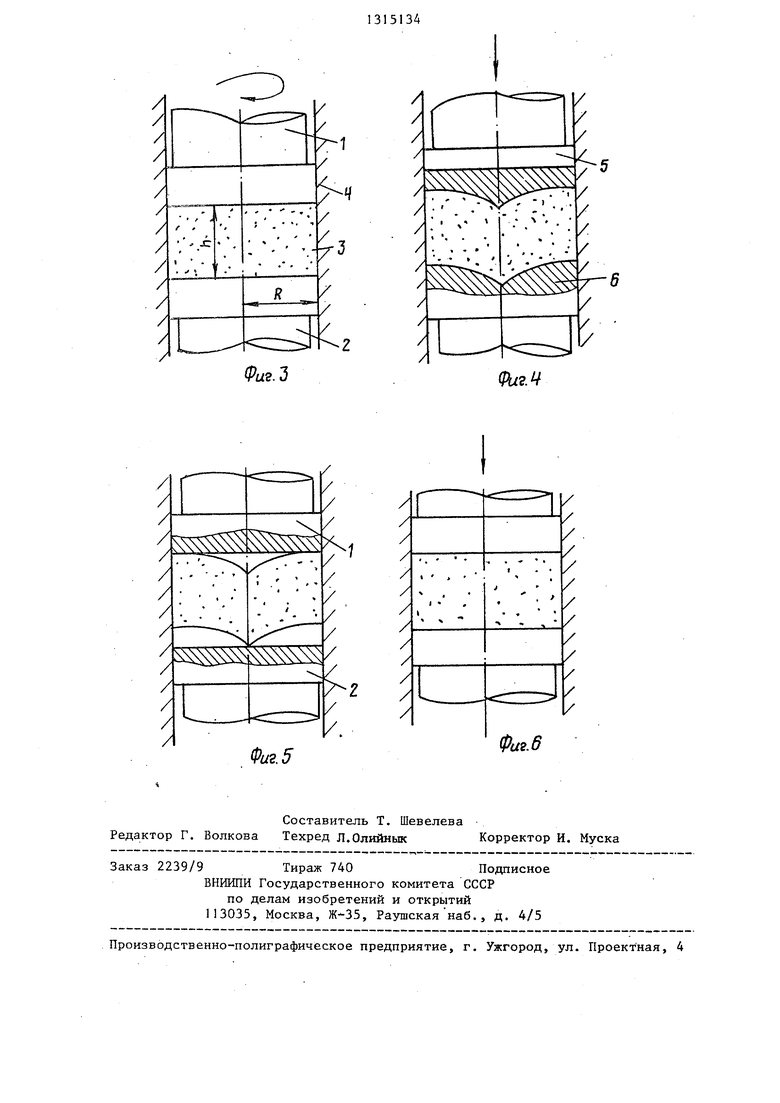
На фиг. 1 изображена схема процесса закручивания порошковой заготовки в контейнере двумя пуансонами; на фиг. 2 - схема распределения перемещений частиц материала при деформации его фигурными пуансонами; на фиг. 3 - закручивание заготовки с фигурными торцами в контейнере, снабженном пуансоном с плоскими торцами; на фиг.5 и 6 - конечный момент деформации пуансонами с плоскими торцами
полученная заготовкой в результате всех этапов деформации равна Л 1,0.
Поскольку эта величина: не зависит от координаты г, неравномерность де- 5 формации равна нул10. Таким образом, неравномерность деформации снижена со 100% до нуля.
П р и м е р 2. Заготовку с размерами мм и радиусом мм 50 подвергают закручиванию на угол ci 0,5 рад. Приращение степени деформации сдвига на этой операции 0,5
100
- ,005 г, причем в центре заго15
тонки при 0, на периферии при дл,1,55 среднее значение по сечению ,75 , неравномерность деформации 1,0 или 100%.
После закручивания заготовку деПример 1. Заготовку 3 (фиг.З), имеющую высоту мм и радиус R 20 формируют, не изменяя диаметра, сооб- 50 мм, подвергают закручиванию в кон- щая ей форму цилиндра с торцами, по- тейнере 4 на уголс 1 рад вращающимся пуансоном 1 относительно неподвижного пуансона 2. Степень деформации
верхность одного из которых имеет форму воронки, образованной вращением вокруг оси симметрии заготовки
тгсдвига после этой операции
.,02 г.
В центре заготовки при лА,.,0, на периферии при ,0, сред- нее значение по сечению /,|..0,5; неравномерность деформации оценивают максимальным отклонением от среднего значения, отнесенным к среднему ветви параболы, которая после подстановки паоаметров и упрощений принимает вид: Z -0,75 l50-r(l- )J ,
представленный в табл. 2.
Поверхность противоположного торца 1-меет форму купола, образованного вращением ветви параболы, описываемой тем же уравнением. После всех этапов деформации общая степень деформации.
чению: (лА, ™ Q07.. сдвига/ 9,0, и не зависит от коор- - После закручивания пуансоны 1 и динат, поэтому неравномерность де- и 2 удаляют из контейнера 4 и заменяют формации равна нулю. пуансонами 5 и 6, имеющими фигурную
рабочую поверхность, форма которой В качестве объекта сравнения выбвокруг оси заготовки описывается 0 Р известный способ деформации по- вращением ветви параболы постоянной рошковых заготовок. Как это показано
,, . - 1 1,0 с,, Т 1 СП П-, в примерах реализации предлагаемого по формуле: Z - -;г эи-гх
2 50 L 2 способа, при реализации по известно г способу в заготовке имеются облас2-50 J .45 подвергаемые сдвиговой пластиПрофиль сечения показан в табл.1, ческой деформации, неравномерность Пуансонами 5 и 6 профилируют тор- распределения сдвиговых деформаций цы заготовки (фиг. 4 ) при этом сдви- достигает 100%. Вместе с тем пласти- говая деформация локализуется в ческая сдвиговая деформация порошко д вых заготовок способствует разрушению неметаллических включений, окис- ных и карбидных плен, в результате чего интенсифицируется прохождение диффузионных процессов и улучшается «jij консолидация порошковых тел.
центральной части заготовки (фиг.4) при этом двиговая деформация локализуется в центральной части заготовки, Пуансоны 5 и 6 заменяют на пуансоны 1 и 2 с плоскими торцами (фиг. 5) и деформируют заготовку с получением цилиндра с плоскими торцами (фиг.6), На этом этапе деформация также сосредоточена в центральной части заготовки. Общая степень деформации сдвига;,
Усредненные результаты замера твердости по Бринелю при нагрузке 2500 И изделий, полученных предложенполученная заготовкой в результате всех этапов деформации равна Л 1,0.
Поскольку эта величина: не зависит от координаты г, неравномерность де- формации равна нул10. Таким образом, неравномерность деформации снижена со 100% до нуля.
П р и м е р 2. Заготовку с размерами мм и радиусом мм подвергают закручиванию на угол ci 0,5 рад. Приращение степени деформации сдвига на этой операции 0,5
100
- ,005 г, причем в центре заго
тонки при 0, на периферии при дл,1,55 среднее значение по сечению ,75 , неравномерность деформации 1,0 или 100%.
После закручивания заготовку деформируют, не изменяя диаметра, сооб- щая ей форму цилиндра с торцами, по-
формируют, не изменяя диаметра, сооб- щая ей форму цилиндра с торцами, по-
верхность одного из которых имеет форму воронки, образованной вращением вокруг оси симметрии заготовки
ветви параболы, которая после подстановки паоаметров и упрощений принимает вид: Z -0,75 l50-r(l- )J ,
представленный в табл. 2.
Поверхность противоположного торца 1-меет форму купола, образованного вращением ветви параболы, описываемой тем же уравнением. После всех этапов деформации общая степень деформации.
сдвига/ 9,0, и не зависит от коор- - динат, поэтому неравномерность де- и формации равна нулю.
Усредненные результаты замера твердости по Бринелю при нагрузке 2500 И изделий, полученных предложен313
ным и известным способами, представлены в табл. 3.
Данные являются усредненными результатами трех-пяти измерений.
Из табл. 1 видно, что при деформации без кручения твердость НВ распределена относительно равномерно по радиусу заготовки. После закручивания торцов заготовки на угол 0,78 рад на 14% возрастает твердость заготовки на периферии, однако в центре она остается прежней, так как середина заготовки не подвергается пластической деформации. По предложенному способу твердость выравнивается по радиусу,причем достигает значений, характерных для точек на периферии в случае деформации по известному способу.
Приращение деформации сдвига лЛ оценивается после кручения по форму- Ы-г
ле
ЛЛ
а после применения
предложенного способа по формуле
Л - R Л К.
Результаты расчетов приведены в табл. 4.
Из сравнения данных табл. 3 и 4 видно, что повьшение равномерности распределения твердости происходит
г, мм О 10 20 .30 40 50 -Z, мм 12,5, 8,0 4,5 2 0,5 О
Без кручения торцов 178 172 176 179
С кручением торцов
(известный, способ) 178 186 196 201
По предложенному способу
44
в результате повышения равномерности распределения сдвиговых деформаций.
Формула изобретения
Способ изготовления заготовок из металлических порошков, преимущественно крупногабаритных с соотношением высоты к радиусу не более единицы, включающий засьшку порошка в пресс-форму, прессование в заготовку с плоскими торцами и закручивание ее торцов, отличающийся тем, что, с целью повышения качества заготовок, после закручивания заготовку деформируют в той же пресс-форме первоначально в цилиндр с торцами, поверхность одного из которых имеет форму воронки, а другого - форму купола, поверхность воронки и купола образована вращением вокруг осц симметрии заготовки ветви параболы, описываемой уравнением
4 ..
где ot- угол закручивания торцов заготовки;h и R - высота и радиус заготовки;
г - расстояние от оси симметрии заготовки до текущей координаты Z поверхности, затем в цилиндр с плоскими торцами. Т а б л и ц а I
201 203 202 200
Вариант деформации
С кручением торцоз (известный способ)
t
По предложенному способу
Таблица4
Приращение Л при относительной координате
О I 0,33 1 0,67 1,
00
0,51 1;04 1,56
1,56 1,56 1,56 1,56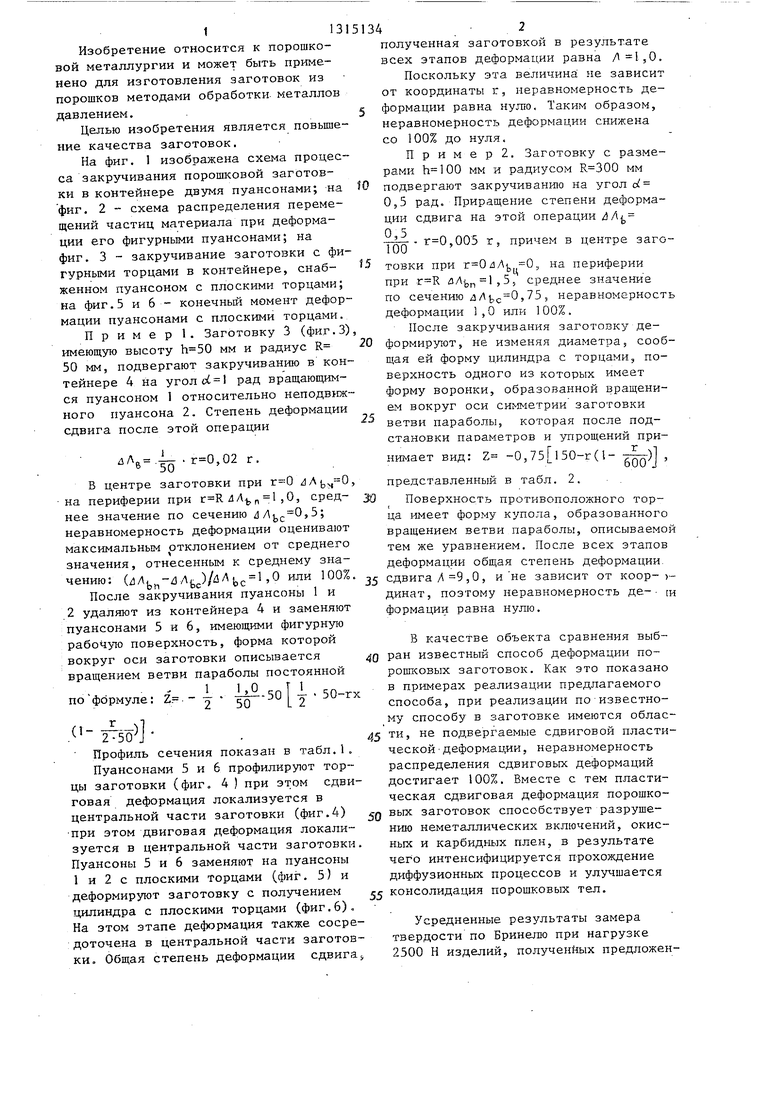
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования цилиндрических заготовок из металлических порошков | 1988 |
|
SU1690946A1 |
| Способ получения заготовок и устройство для его осуществления | 1986 |
|
SU1379082A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКИХ ЛИНЗ ИЗ ЛЕЙКОСАПФИРА | 2008 |
|
RU2377614C1 |
| СПОСОБ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК КРУЧЕНИЕМ | 1991 |
|
RU2021064C1 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК КРУГЛОЙ ФОРМЫ | 2007 |
|
RU2354486C1 |
| Блок ножей для резки проката цилиндрического поперечного сечения | 1989 |
|
SU1682056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНТАКТНЫХ НАПРЯЖЕНИЙ В ГРУНТЕ | 2004 |
|
RU2265823C1 |
| ПЛОСКАЯ ЛИНЗА ИЗ ЛЕЙКОСАПФИРА С ФОКУСОМ НЕОБЫКНОВЕННЫХ ЛУЧЕЙ | 2014 |
|
RU2555183C1 |
Изобретение относится к способу изготовления заготовок из металлических порошков, преимущественно крупногабаритных с соотношением высоты к радиусу не более единицы. Цель изобретения - повышение качества заготовок. Порошок засыпают в пресс-форму и прессутот в заготовку с плоскими торцами. Заготовку с торцов закручивают на уголо 1 рад. После закручивания заготовку деформируют в той же пресс-форме первоначально в цилиндр с торцами, поверхность одного из которых имеет форму воронки, а другого - форму купола, поверхность воронки и купола образована вращением вокруг оси симметрии заготовки ветви параболы, описьшаемой уравнением Z -l/2oi/hRCl/2R-r(l-l/2r/R)J , где d- угол закручивания торцов заготовки; h и R - высота и радиус заготовки; г - расстояние от оси симметрии заготовки до текущей координаты Z, поверхности, затем в цилиндр с плоскими торцами. 4 табл., 6 ил. СО СЛ СО 4
Фи2.2
Фи.
/
SN
/ / /
Г
2
/
Фиг. 5
Составитель Т. Шевелева Редактор Г. Волкова Техред Л.Олийнык Корректор И. Муска
Заказ 2239/9 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж--35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фаг.6
| Пресс-форма для прессования порошка | 1974 |
|
SU521998A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для гидростатическогопРЕССОВАНия пОРОшКОВ | 1979 |
|
SU816695A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
