Изобретение относится к порошковой металлургии, в частности к способам прессования цилиндрических заготовок из металлических порошков преимущественно с осевым отверстием.
Цель изобретения - обеспечение равноплотности заготовок за счет повышения однородности распределения сдвиговых деформаций.
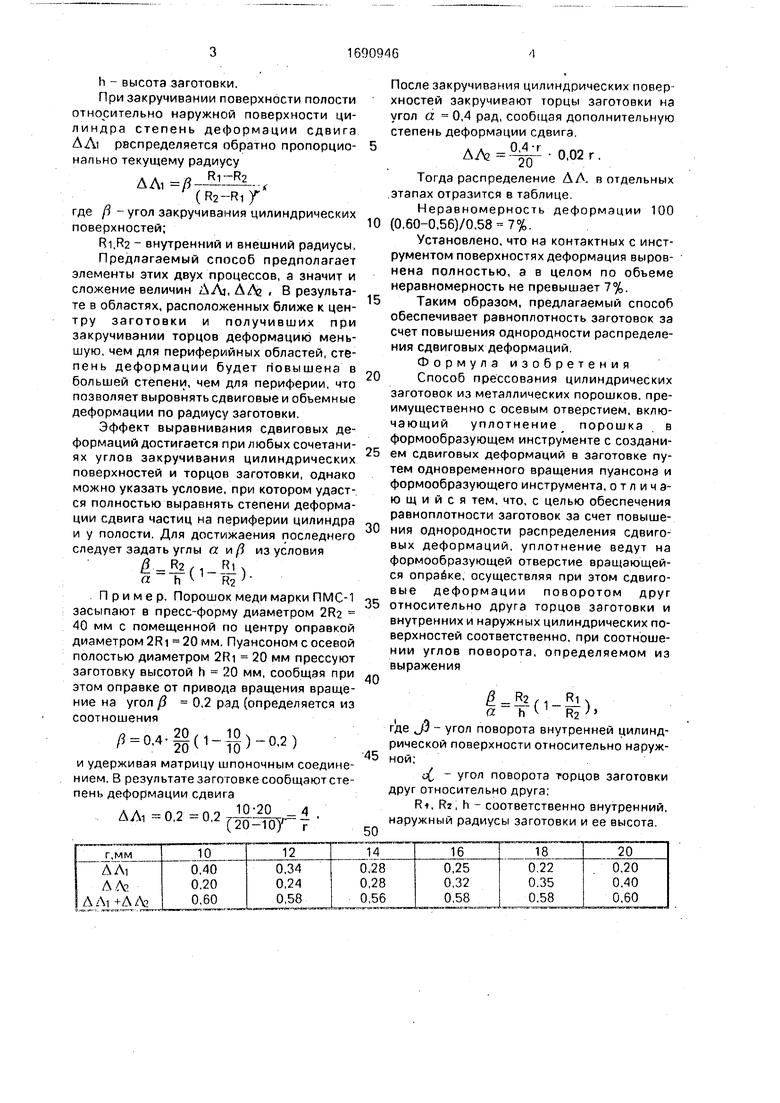
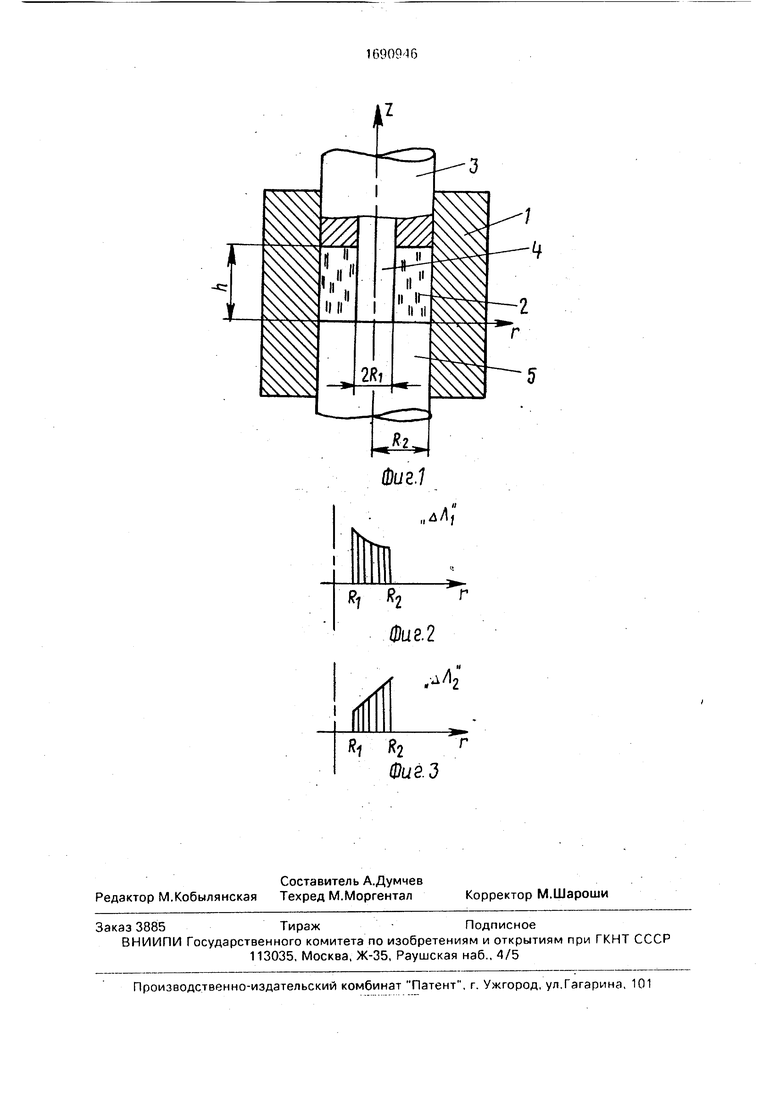
На фиг.1 изображена схема реализации 1 способа, на которой позициями обозначены следующие элементы: 1 - матрица, 2 - заготовка, 3 - верхний пуансон, 4 - оправка, 5 - нижний пуансон; на фиг.2 и 3 - примерные эпюры распределения степени деформации сдвига соответственно в предлагаемом способе и прототипе.
Сущность способа состоит в том, что вращению подвергают оправку, помещенную в полость заготовки. Оправка, воздействуя на примыкающие к ней слои материала, создает сдвиговую деформацию. При этом эти деформации распространяются не вглубь по высоте заготовки, а по ее радиусу. В этом случае силы трения, действующие на стенки матрицы, никакого действия на распространение деформаций по высоте не оказывают, поскольку векторы соответствующих перемещений лежат в перпендикулярных плоскостях. Жестких, недеформированных зон не образуется, поэтому повышается равномерность распределения по высоте сдвиговых и объемных деформаций. При закручивании торцов заготовки степень деформации сдвига Д-Лг распределяется пропорционально текущему радиусу г
АЛг ar/h , где а - угол закручивания;
с
Ч)
о чэ
Јь О
h - высота заготовки.
При закручивании поверхности полости относительно наружной поверхности цилиндра степень деформации сдвига ДЛ1 распределяется обратно пропорционально текущему радиусу
,
(R2-Riy
где / -угол закручивания цилиндрических поверхностей;
Ri,R2 - внутренний и внешний радиусы.
Предлагаемый способ предполагает элементы этих двух процессов, а значит и сложение величин АЛ, ЛЛа . В результате в областях, расположенных ближе к центру заготовки и получивших при закручивании торцов деформацию меньшую, чем для периферийных областей, сте- пень деформации будет повышена в большей степени, чем для периферии, что позволяет выровнять сдвиговые и объемные деформации по радиусу заготовки.
Эффект выравнивания сдвиговых деформаций достигается при любых сочетаниях углов закручиваний цилиндрических поверхностей и торцов заготовки, однако можно указать условие, при котором удастся полностью выравнять степени деформации сдвига частиц на периферии цилиндра и у полости. Для достижаения последнего следует задать углы а и/2 из условия
& ,. Ъ
a гЛ R2
Пример. Порошок меди марки ПМС-1 засыпают в пресс-форму диаметром 2R2 40 мм с помещенной по центру оправкой диаметром 2R1 20 мм. Пуансоном с осевой полостью диаметром 2Ri 20 мм прессуют заготовку высотой h 20 мм, сообщая при этом оправке от привода вращения вращение на угол / 0,2 рад (определяется из соотношения
/ -««и|( -т8)
и удерживая матрицу шпоночным соединением. В результате заготовке сообщают степень деформации сдвига
10-20 4
AAi 0,2 0,2
(20-10)
После закручивания цилиндрических поверхностей закручивают торцы заготовки на угол а 0,4 рад, сообщая дополнительную степень деформации сдвига. 0,4-г
АЛ
20
0,02 г
10
15
0
5
0
5
0
5
0
Тогда распределение ДА, в отдельных этапах отразится в таблице.
Неравномерность деформации 100 (0,60-0,56)70.58 7%.
Установлено, что на контактных с инструментом поверхностях деформация выровнена полностью, а в целом по объеме неравномерность не превышает 7%.
Таким образом, предлагаемый способ Обеспечивает равноплотность заготовок за счет повышения однородности распределения сдвиговых деформаций.
Формула изобретения
Способ прессования цилиндрических заготовок из металлических порошков, преимущественно с осевым отверстием, включающий уплотнение порошка в формообразующем инструменте с созданием сдвиговых деформаций в заготовке путем одновременного вращения пуансона и формообразующего инструмента, отличающийся тем, что, с целью обеспечения равноплотности заготовок за счет повышения однородности распределения сдвиговых деформаций, уплотнение ведут на формообразующей отверстие вращающейся оправке, осуществляя при этом сдвиговые деформации поворотом друг относительно друга торцов заготовки и внутренних и наружных цилиндрических поверхностей соответственно, при соотношении углов поворота, определяемом из выражения
Ј
и h R2
где JJ - угол поворота внутренней цилиндрической поверхности относительно наружной;
и(, - угол поворота торцов заготовки друг относительно друга;
Ri, Rz, h - соответственно внутренний, наружный радиусы заготовки и ее высота.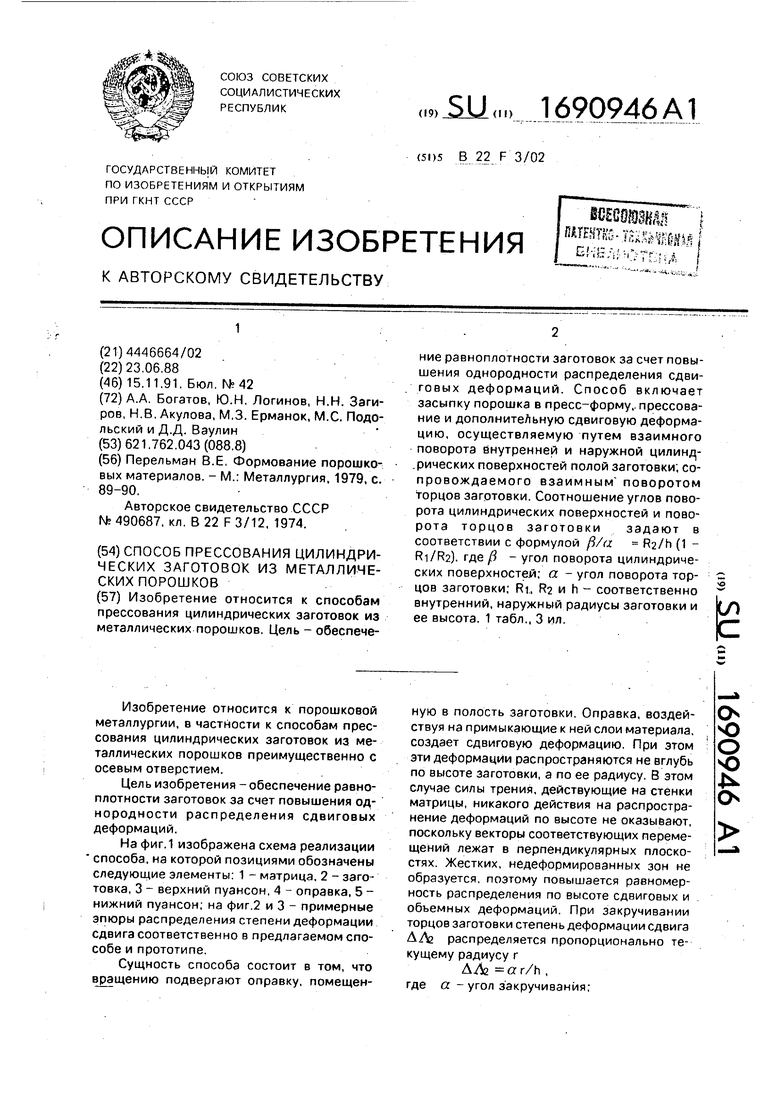
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок из металлических порошков | 1985 |
|
SU1315134A1 |
| Матрица для прессования | 1989 |
|
SU1657248A1 |
| Порошковая кольцевая заготовка | 1990 |
|
SU1764815A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| Пресс-форма для прессования изделий из порошков | 1988 |
|
SU1694341A1 |
| Прокатный стан и соединительный элемент привода рабочих валков прокатного стана | 1990 |
|
SU1738397A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2254195C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛА | 2014 |
|
RU2570268C1 |
Изобретение относится к способам прессования цилиндрических заготовок из металлических порошков. Цель - обеспечение равноплотности заготовок за счет повышения однородности распределения сдвиговых деформаций. Способ включает засыпку порошка в пресс-форму, прессование и дополнительную сдвиговую деформацию, осуществляемую путем взаимного поворота бнутренней и наружной цилиндрических поверхностей полой заготовки; сопровождаемого взаимным поворотом торцов заготовки. Соотношение углов поворота цилиндрических поверхностей и поворота торцов заготовки задают в соответствии с формулой ft/a R2/h (1 - Ri/R2). где/ - угол поворота цилиндрических поверхностей; а - угол поворота торцов заготовки; Ri, R2 и h - соответственно внутренний, наружный радиусы заготовки и ее высота. 1 табл., 3 ил. со с
R-l K2Г
Шаг.2
fy K2 r ФигЭ
0U8.7
| Перельман В.Е | |||
| Формование порошковых материалов | |||
| - М.: Металлургия, 1979, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Способ брикетирования сыпучих материалов | 1974 |
|
SU490687A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
