1131
Изобретение относится к устройствам для металлообрабатывающих станков, а именно к устройствам для манит пулирования обрабатываемыми изделиями о помощью захватов, и может быть использовано в машиностроении для ориентированной автоматической загрузки заготовок в рабочую зону металлообрабатывающих станков.
Цель изобретения - упрощение конструкции путем обеспечения-кантования и поштучной выдачи деталей одним питателем.
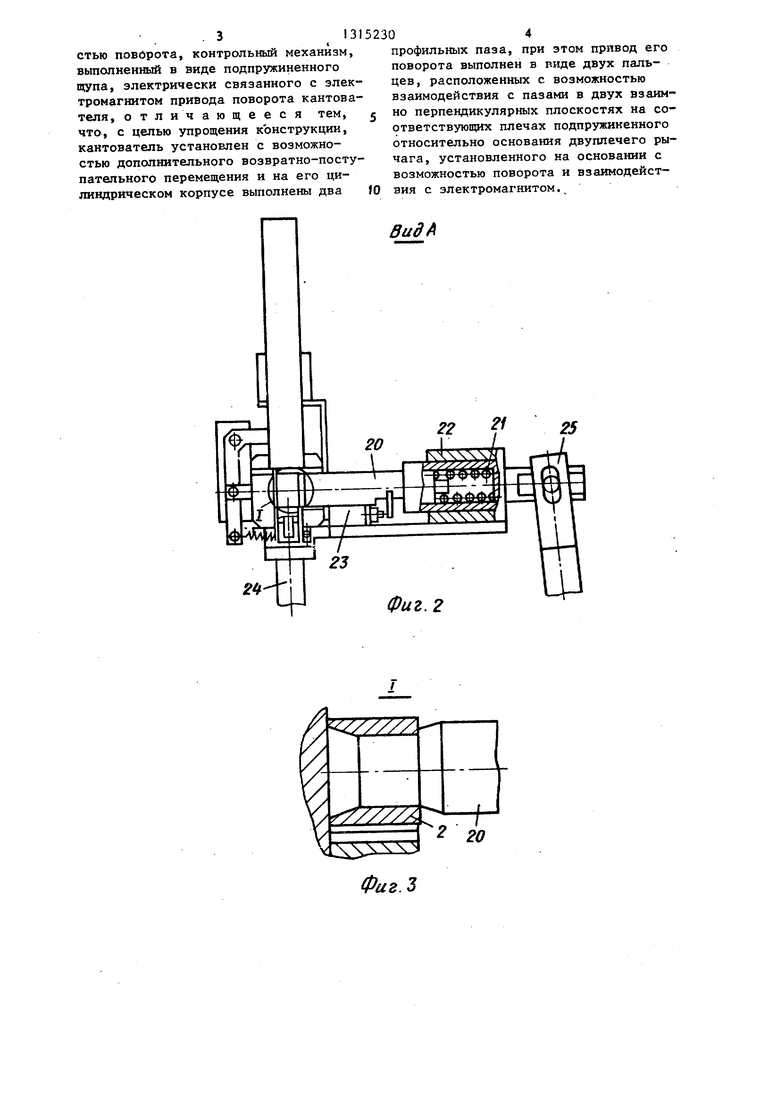
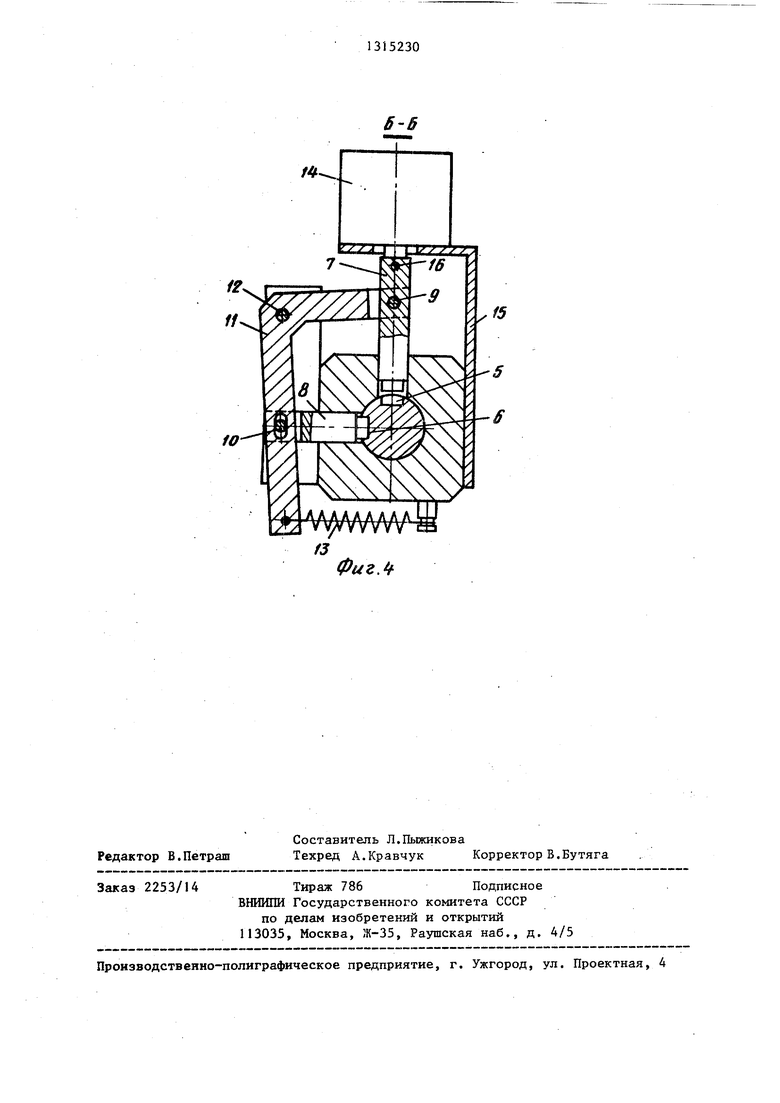
На фиг.1 изображено устройство, общий вид; на фиг.2 - видА на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4- сечение Б-Б на фиг.1.
Устройство содержит подающий лоток 1 с ориентируемыми деталями в виде втулок 2, поступающими из бункерного ориентирующего устройства (не показано), основание 3, в котором установлен с возможностью перемещения и поворота кантователь 4, на цилиндрической поверхности которого выполнены профильные пазы 5 и 6. В основании 3 установлены также подвижные пальцы 7 и 8 (фиг,4), соединенные осями 9 и 10 с рычагом И, который поворачивается на оси 12 и соединен с основанием 3 пружиной 13, Электромагнит 14 установлен на неподвижной стойке 15 и соединен с пальцем 7 осью 16. Кантователь 4 имеет захват 17, который вьшолнен в виде призмы для установки ориентируемой детали , 2. В захвате 17 на оси 18 установлена подпружиненная губка 19, предназначенная для зажима детали при перемещении ,
Устройство также содержит конусный щуп 20, подпружиненный пружиной 21 и установленный в неподвижном корпусе 22, микровыключатель 23 и приводы 24 и 25, предназначенные для перемещения соответственно кантователя 4 и конусного щупа 20.
Устройство работает следующим образом.
Деталь 2 поступает из подающего лотка 1 в захват 17 кантователя 4, С получением соответствующей команды привод 25 перемещает конусный щуп 20 до упора в деталь 2, установленную в захвате 17 кантователя 4, сжимая пружину 21,
При этом возможны два случая, которые определяются расположением фаски на детали 2 относительно конус2302
ного щупа 20, В первом случае конусный щуп 20 вводится в фаску детали, во втором - ввода щупа 20 не происхо- дит, так как минимальный диаметр ко5 нуса превышает диаметр внутреннего отверстия детали 2. Таким образом, в первом случае щуп 20, воздействуя на микровыключатель 23, включает электромагнит 14, который вводит ПОДВИЖНО ный палец 7 в профильный паз 5, в то же время палец 8, связанный посредством рычага 11 с пальцем 7, выводится из паза 6. Одновременно конусный щуп 20 возвращается в исходное положение,
после чего срабатывает привод 24,
При этом кантователем 4 деталь 2 подается в позицию последующей обработки на металлообрабатывающий станок согласно технологии, реализуемой,
0 например, автоматической линией, узлом которой может являться предлагаемое устройство. Кантователь 4 при подаче детали 2 совершает винтовое движение, совмещая при этом врзвратно- поступательное перемещение от привода 24 и вращательное от пары паз 5 - папец 7,
Одновременно цилиндрическая поверхность кантователя 4 отсекает де тали 2, расположенные в лотке 1, При возвращении кантователя 4 в исходное положение электромагнит 14 отключается, а очередная деталь 2 поступает в захват 17 кантователя 4,
35 Во втором случае щуп 20 не воздействует на микровыключатель 23, так как величина перемещения щупа 20 меньше, чем в первом случае, и включение электромагнита 14 не про40 исходит. При этом деталь 2 подается в позицию последующей обработки на металлообрабатывающий станок кантователем 4, который совершает винтовое движение, совмещая поступатель-.
45 ное движение от привода 24 и вращательное от пары паз 6 - палец 8.
Таким образом происходит поштучная подача ориентированных по фаске деталей в позицию последующей обра50 ботки независимо от предварительного расположения фаски на детали 2 относительно конусного щупа 20 перед началом процесса ориентации,
55 Формул а изобретения
Загрузочное устройство, содержащее основание, подающий лоток, кан- товатешь, установленный с возможно.
стью повйрота, контрольный механизм, выполненный в виде подпружиненного щупа, электрически связанного с электромагнитом привода поворота кантователя, отличающееся тем, что, с целью упрощения конструкции, кантователь установлен с возможностью дополнительного возвратно-поступательного перемещения и на его цилиндрическом корпусе выполнены два
52304
профильных паза, при этом привод его поворота выполнен в пиде двух пальцев, расположенных с возможностью взаимодействия с пазами в двух взаим5 но перпендикулярных плоскостях на соответствующих плечах подпружиненного относительно основания двуплечего рычага, установленного на основании с возможностью поворота и взаимодейст10 зия с электромагнитом.
2t
В ид А
25
Фиг.2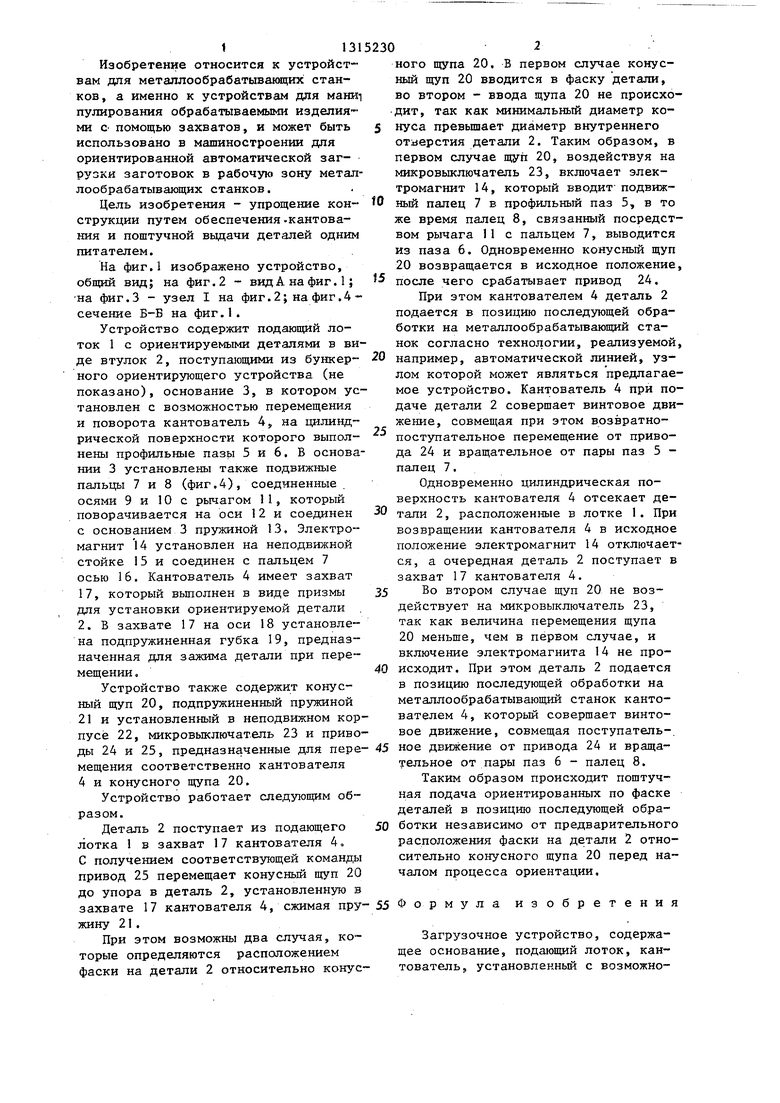
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| Устройство для ориентации деталей | 1977 |
|
SU659360A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1987 |
|
SU1469730A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для ориентирования плоских деталей | 1985 |
|
SU1284775A1 |
| Загрузочное устройство к станку для обработки деталей | 1984 |
|
SU1310165A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Устройство для автоматической установкиРАдиОэлЕМЕНТОВ HA плАТу | 1979 |
|
SU830669A1 |
| Загрузочное устройство | 1985 |
|
SU1278177A1 |
| Кантователь деталей в автоматических линиях с шаговым конвейером | 1980 |
|
SU918210A1 |
Изобретение относится к области машиностроения и может быть использовано для ориентированной автоматической загрузки деталей в рабочую зону. Целью изобретения является упрощение конструкции за счет обеспечения кантования и поштучной выдачи деталей одним питателем. Деталь 2 из подающего лотка 1 поступает в ложемент кантователя 4. В это время вводится конусный щуп. В зависимости от расположения фаски на детали 2 - подается или не подается команда на электромагнит - осуществляется взаимодействие пальца 7 с пазами 5 или второго пальца с пазами 6, а следовательно, перемещение с одновременным поворотом кантователя 4 в ту или иную сторону и подача детали в рабочую зону. 4 ил., (Л иг. t
/7/7
7/77А
0
Фаг.З
Фиг Л
Редактор В.Петраш
Составитель Л.Пыжикова
Техред А.Кравчук Корректор В.Бутяга
Заказ 2253/14
Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Загрузочное устройство | 1985 |
|
SU1278177A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
