11310165
Изобретение относится к средствам автоматизации процессов загрузки- выгрузки металлообрабатывающих станков ,
Целью изобретения является повышение надежности и производительности за счет исключения заклинивания заготовок при загрузке-выгрузке станка.
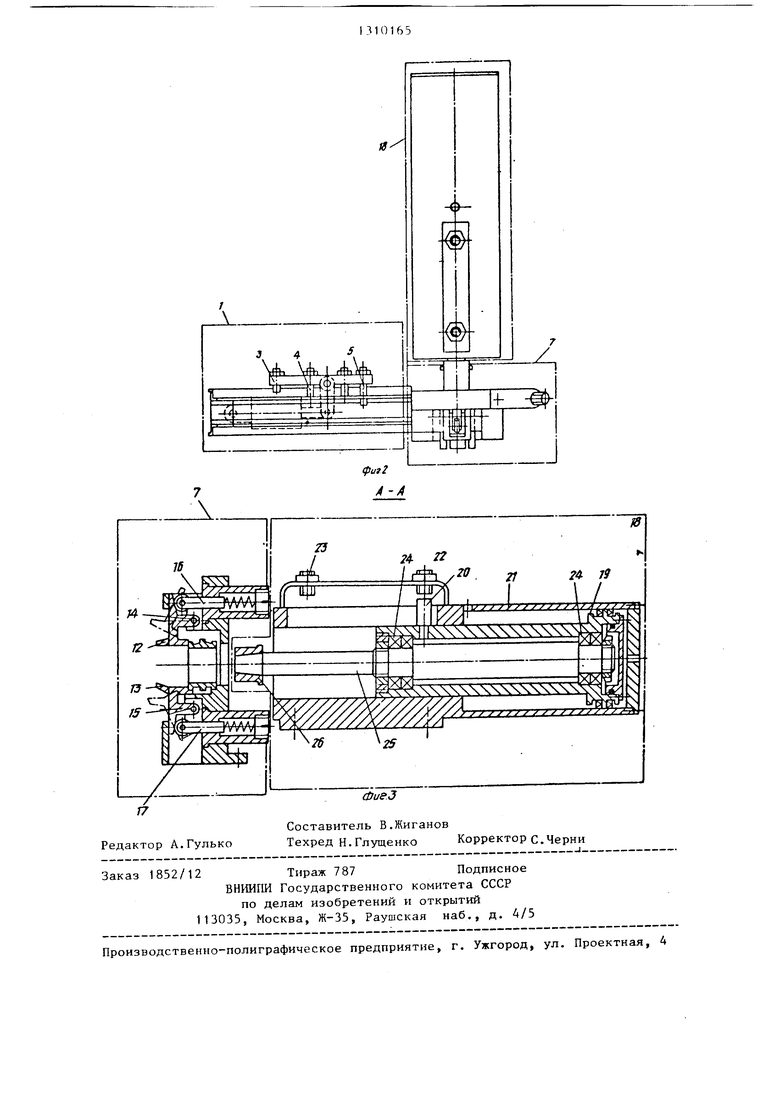
На фиг. 1 изображено устройство с частичным вырывом на фиг. 2 - то
10
же, вид сверху; на фиг, 3 - разрез А-А на фиг. 1.
Загрузочное устройство к станку
для обработки деталей содержит меха- 5 водит к планшайбе, установленной на
изм поштучной выдачи 1, выполненый в виде наклонного лотка 2 с от- секателем 3 с переналаживаемыми альцами 4 и 5 и пневмоприводом 6, приемник 7, выполненный в виде корпуса 8 с направляющей дорожкой, подружиненным фиксатором 9, подпружиенным щупом 10, контролирующим наличие детали и взаимодействующим с электрическим датчиком 11, двух съемников 12 и 13, установленных соответственно на разнесенных по вертикали горизонтальных осях 14 и 15, расположенных перпендикулярно к оси силового пневмоцилиндра и взаимодействующих соответственно с подпружиненными штоками 16 и 17, при этом нижний съемник 13 - двухрожковый, автооператор 18, выполненный в виде силового пневмоцилиндра, поршень 1.9 которого выполнен полым и с удлиненной ступицей, на которой установлен палец 20, взаимодействующий при перемещениях в крайние положения с закрепленными на гильзе 21 электрическими датчиками 22 и 23, а внутри поршня 19 на подшипниках качения 24 встроен вал 25 (ведомый шпиндель), на консольной части которого закреплена сменная оправка 26 под обрабатываемую деталь.
В исходном положении поршень 19 автооператора 18 отведен в крайнее правое положение, обрабатываемая деталь находится в лотке 2 механизма поштучной выдачи 1 на пальце 5 отсе- кателя 3.
Нажатием на пульте управления станка кнопки Цикл обеспечивается
запуск станка и включается механизм поштучной выдачи 1. Срабатывает пневмопривод 6 и палец 4 отсекает следующую деталь в лотке 2, а палец 5 пропускает деталь в приемник 7, срабатывает электрический датчик 11, контролирующий наличие детали. Отсе- катель 3 пневмоприводом 6 возвращается в исходное положение и следующая деталь занимает положение на пальце 5 и включается автооператор 18. Вал 25 (ведомый щпиндель) с оправкой 26, перемещаясь влево, захватывает из приемника 7 деталь и под
шпинделе станка. Включается шпиндель станка и за счет торцовых сил трения между планшайбой и деталью происходит их вращение и процесс обработки детали, время которого задает реле времени. Цо истечении времени обработки вал 25 с обработанной деталью перемещается вправо. Деталь, натыкаясь на рожки сьемников 12 и 13, сбрасывается в отводящий лоток, а вал 25 занимает исходное положение. Цикл закончен.
Формула изобретения Загрузочное устройство к станку для обработки деталей, типа колец подшипников качения, содержащее приемник в виде корпуса с направляющей
дорожкой, автооператор с приводом в
виде силового цилиндра, ось которого расположена соосно оси шпинделя станка, два съемника, установленных на разнесенных по вертикали горизонтальных осях, расположенных
перпендикулярно к оси силового цилиндра и взаимодействующих с подпружиненными штоками, отличающееся тем, что, с целью повышения производительности и надежности, корпус приемника снабжен подпружиненным фиксатором и датчиком наличия детали с подпружиненным щупом, при этом нижний съемник выполнен двухрожковьм, а поршень силового цилиндра - полым и снабжен расположенным внутри него с возможностью вращения валом, с установ- ленной на консольной части его сменной оправкой под деталь.
Редактор А.Гулько
Составитель В.Жиганов
Техред Н.Глущенко Корректор с.Черни
j
Заказ 1852/12Тираж 787Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
,1 т .и. . пг - J. т-ж. .-т Ж1.щ-1 ---. - . - .
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1189659A1 |
| Автоматическая линия для механической обработки деталей | 1981 |
|
SU986731A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |
Изобретение относится к средствам автоматизации процессов загрузки-выгрузки металлообрабатывающих станков. Целью изобретения является повьпиение производительности и надежности устроиства за счет исключения заклинивания заготовок при загрузке-выгрузке станка. При срабатывании иневмоиривода 6 палец 4 отсекает деталь в лотке 2, а палец 5 пропускает деталь в приемник 7. Срабатывает датчик 11, контролирующий наличие детали. Отсекатель 3 пневмоприводом 6 возвращается в исходное положение и следующая деталь занимает положение на пальце 5. Включается автооператор, захват подводит деталь к планшайбе станка. Произво- дится обработка. После окончания обработки деталь, натыкаясь на рожки съемников, сбрасывается в отводящий лоток. 3 ил. 7 / U (Л
| Малов А.И | |||
| Загрузочные устройства для металлорежущих станков | |||
| М.: Машиностроение, 1965, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
