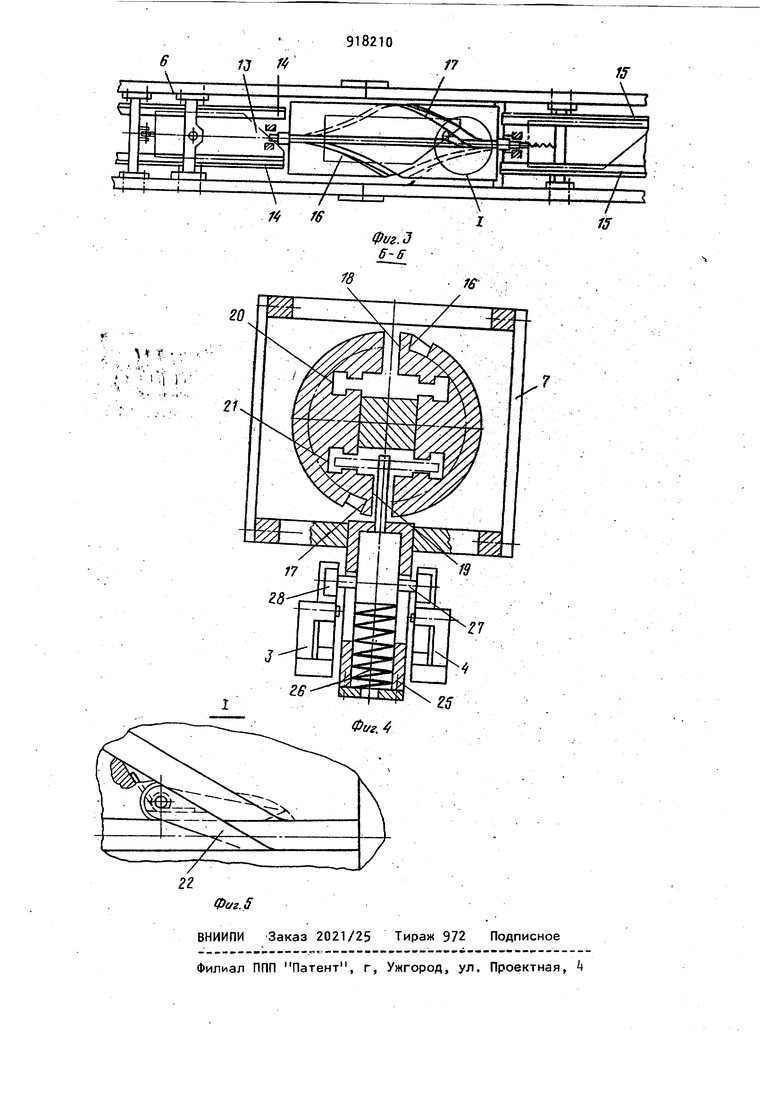
Изобретение относится к области машиностроения и может быть использовано для пероворота деталей в автоматических линиях с шаговым конвейером. Известен кантователь деталей, осуществляющий кантование грузов на шаго вом конвейере и содержащий захват, жестко соединенный с зубчатым сектором, находящимся во взаимодействии с зубчатой рейкой, закрепленной на i штанге шагового конвейера ПТ. Недостатком известного кантователя является то, что он не обеспечивает возможности переворота на немнесимметричных деталей на 180° с сохранением их первоначального направления. Кантовка деталей в известном кантователе производится вокруг поперечной оси, т.е. вокруг оси, перпендикулярной к оси шагового конвейера. При этом невозможно кантовать детал типа лемеха плуга, чтобы подать их на обработку, например, носком вперёд, если и предыдущий процесс обработки этих изделий производился в том же положении. Наиболее близким по технической сущности и достигаемому результату является кантователь деталей в автоматических линиях с шаговым конвейером, включающий барабан с размещенным внутри него захватом и механизм поворота барабана 21Недостатком кантователя является сложность его конструкции из-за применения самостоятельных приводов для поворота роликов захвата, что снижает надежность работы кантователя в целом. Целью изобретения является повышение надежности работы кантователя. Поставленная цель достигается тем, что захват выполнен в виде направляющих, а механизм поворота - в. виде выполненных на поверхности барабана винтовых пазов, связанных между собой посредством продольных прорезей. 391 и подпружиненного пальца, установленного на шаговом конвейере с возможностью вертикального перемещения и размещения в винтовых пазах и продоль ных прорезях, при этом кантователь имеет поворотные собачки, установленные на одном конце барабана в местах пересечения винтовых пазов и продольных прорезей, и наклонные планки, размещенные под барабаном в месте расположения собачек с возможностью взаимодействия с подпружиненным пальцем. На фиг. 1 изображен описываемый кантователь, общий вид; на фиг. 2 разрез А-А фиг. 1; на фиг. 3 кантователь, вид в плане; на фиг. k - разрез Б-Б фиг. 1; на фиг. 5 узел I на фиг. 3. Кантователь деталей содержит ци- , линдрический барабан 1, смонтированный на оси 2, направляющие 3 и А, подпружиненный палец 5, укрепленный на штанге 6 шагового конвейера. Штанга 6 выполнена из двух частей (расположенных на разных уровнях), жестко соединенных между собой при помощи кронштейнов 7На штанге 6 укреплены палец 8 и односторонне-поворотные в вертикальной плоскости относительно осей 9 собачки 10 и 11. Штанга приводится в возвратно-поступательное движение гидроцилиндром 12. Для транспортировки и удерживания деталей 13 служат направляющие Н и 15На цилиндрической поверхности барабана 1 выполнены два винтовых паза 16 и 17, соединенные между собой двумя прямолинейными продольными про резями 18 и 19 и образующие с пальцем 5 механизм поворота. Прорези 18 и 19 входят в направляющие 20 и 21, предназначенные для базирования тран портируемых деталей. В правой части барабана 1 (на выходе деталей), в том месте, где винтовые канавки 16 и 17 входят в проре зи 18 и 19, установлены две (по одной на каждой развилке) односторонне поворотные подпружиненные собачки 22 На направляющих 3 и 4 укреплены две планки 23, выполненные односторонне-поворотными в вертикальной пло кости относительно осей 2k и удерживаемые в наклонном положении, показа ном на фиг. 1 и 2, под действием гра витационных сил. 0 Палец 5 имеет возможность перемещения вдоль своей вертикальной оси в направляющем корпусе 25 и удерживается в крайнем верхнем положении пружиной 26. На оси 27, укрепленной на пальце 5, установлены два ролика 28. Для перемещения оси 27 выполнены прорези 29 в корпусе 25, что исключает поворот пальца 5 вокруг вертикальной оси. Кантователь работает следующим образом. В исходном положении, когда штанга 6 находится в крайнем левом положении, палец 5 находится в прямолинейной прорези 13 барабана 1. При движении штанга 6 из крайнего левого положения в крайнее правое положение, собачка 10 захватывает деталь 13 и перемещает ее на расстояние, равное шагу конвейера. При этом деталь попадает в верхний захват барабана 1 происходит загрузка кантователя. В этот момент палец 5 выходит из зацепления с барабаном 1 и находится совместно со штангой конвейера в крайнем правом положении. При движении штанги 6 из крайнего правого положения в крайнее левое положение ролики 28 входят во бзаимодействие с планками 23 и далее, опускаясь, - с направляющими 3 и k. При этом палец 5 занимая свое крайнее нижнее положение, входит в прямолинейную прорезь.19 барабана 1, доходит до собачки 22, которая переводит его из прямолинейной прорези в винтовую канавку 1б, заставляя вращаться барабан вокруг оси 2, и в момент, когда штанга конвейера займет свое крайнее левое положение, барабан с деталью поворачивается на 180°, а палец 5 выйдя из винтовой канавки 16, попадает в прямолинейную прорезь 18 и под действием пружины 26 уходит, в свое крайнее верхее положение Далее, при движении штанги 6 из крайнего левого положения в крайнее правое положение собачка 10 вновь загружает кантователь, а палец 5 выталкивает перекантованную деталь из барабана 1 и перемещает ее на расстояние, равное шагу конвейера. В дальнейшем цикл повторяется. Для предотвращения случайного поворота барабана 1 в момент выхода пальца 5 из зацепления с барабаном (при движении штанги конвейера в свое крайнее правое положение) предусмотрен палец 8, расположенный на штанге 6 на таком расстоянии от пальца 5 что в момент выхода пальца 5 из нижней прямолинейной прорези барабана палец 8 входит в верхнюю прорезь, и наоборот, в момент входа пальца 5 в зацеп ление с барабаном палец 8 из зацепле ния с барабаном выходит. В связи с тем что для поворота детали и перемещения ее после поворота на расстояние, равное шагу конвейера автоматической линии, используется привод конвейера, описываемый кантователь прост по конструкции и позволяет использовать один и тот же шаговый конвейер для перемещения деталей до кантователя, поворота дет лей и перемещения их после, поворота на 180. Формула изобретения Кантователь деталей в автоматических линиях с шаговым конвейером, включающий барабан с размещенным внутри него захватом и механизм по0 б 8 2025
2J
23
/
-€ ворота барабана, отличзющийс я тем, что, с целью повышения надежности его работы, захват выполнен в виде направляющих, а механизм поворота - в виде выполненных на поверхности барабана винтовых пазов,связанных между собой посредством продольных прорезей,и подпружиненного пальца,установленного на шаговом конвейере с возможностью вертикального перемещения и размещения в винтовых пазах и продольных прорезях, при этом кантователь имеет поворотные собачки, установленные на одном конце барабана в местах пересечения винтовых пазов и продольных прорезей, и наклонные планки, размещенные под барабаном в месте расположения собачек с возможностью взаимодействия с подпружиненным пальцем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 250020, кл. В 65 Gi 7/21, 1966. 2. Авторское свидетельсвто СССР № 405721, кл. В 65 U , 1971 (прЬтотип). Фиг, 1 -А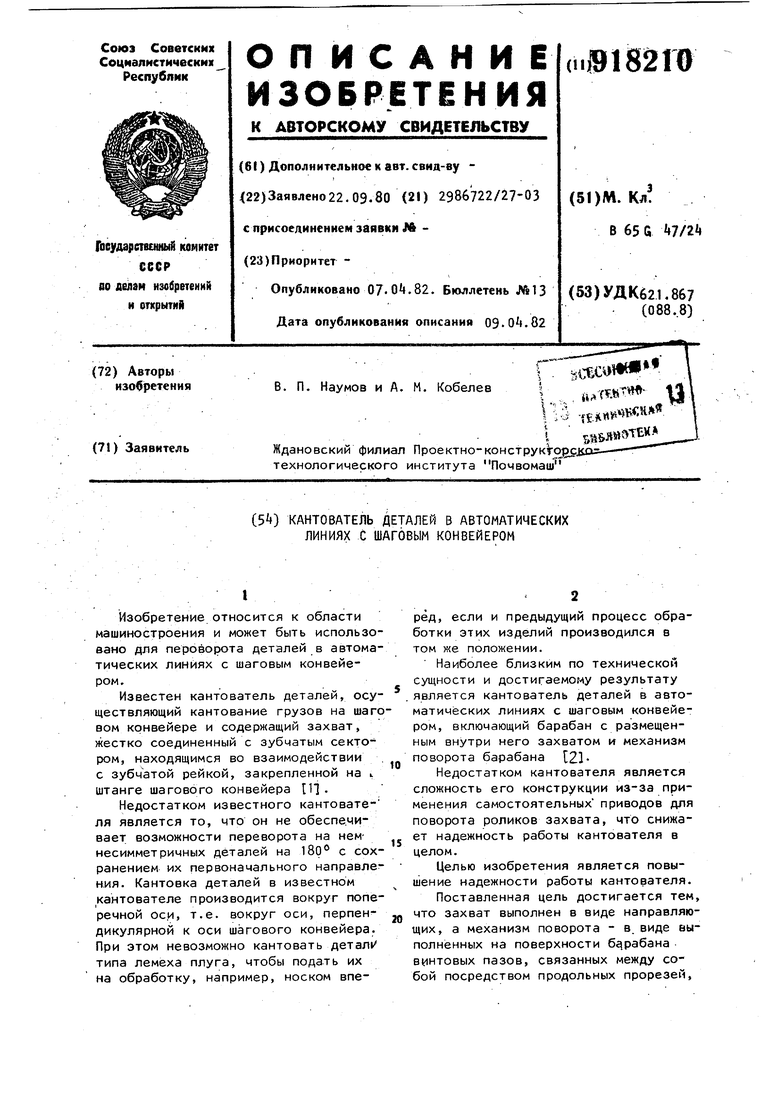
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1986 |
|
SU1472385A1 |
| Устройство для транспортировки и ориентированной перегрузки деталей | 1986 |
|
SU1370029A1 |
| Устройство для кантования деталей в автоматических линиях | 1975 |
|
SU606786A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Шаговый конвейер | 1990 |
|
SU1751107A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Шаговый конвейер | 1984 |
|
SU1156984A1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Автоматическое транспортировочно-загрузочное устройство типа "механическая рука" для передачи листов, например, автомобильных рессор, из нагревательной конвейерной печи на гибочно-закалочный пресс | 1952 |
|
SU98580A1 |
| Кантователь шагового конвейера | 1987 |
|
SU1421639A1 |