1 1315394
Изобретение относится к стекольной промышленности и может быть использовано в системах производства силикат- глыбы и других типов стекол, где применяются стекловаренные ванные печи j непрерывного действия проточного типа,
Цель изобретения - повышение производительности, экономии топлива и улучшение качества стекла.
При протяженнос ти третьего участка Ш менее 0,25 длины варочной части бассейна снижаются эффекты повьЕпения мощности сыпочного ци1сла и предотвращения поступления на этот участок
покрытием поверхности расплава шихтой, располагают з проекции створа первой пары горелок, второй участок (6 сопел) с пониженной плотностью покрытия расплава шихтой - в пределах от оси между первой и второй парами горелок до 0,25 ширины влета второй пары горелок, третий участок (4 сопла) - в пределах проекции зоны между осью второй пары горелок и торцовой проточной стеной.
Первый участок барботажной обработки расплава располагают в зоне на расстоянии от сыпочной стены на 0,4
варочной пены из предьщущей зоны бас- 15 длины варочной части бассейна. Второй сейна. При протяженности этого участ- и третий участки имеют протяженность
ка более 0,35 длины варочной части бассейна в результате эррозионного воздействия восходящих от барботажны сопел валов стекломассы усиленному износу подвергается огнеупорная кладка проточной стены, что значительно сокращает продолжительность рабочей кампании печи и снижает качество продукции,
Пример, В регенеративной стекловаренной ванной печи проточного типа с поперечным направлением пламени при двух парах горелок проводят варку стекла состава, мае,ч,; силикат натрия по ГОСТу; основных компонентов, %: SiO 70,9-72,8; Na,0 25,3-27,9, при содержании 80, на уровне 0,3,
Длина, ширина и глубина варочной части бассейна соответственно равны 10,0; 18,0 и 1,35 м.
Производительность печи по сваренной стекломассе 230-240 т/сут при расходе природного газа на обогрев печи на уровне 1600-1650 м /ч,
По длине варочной части бассейна в пределах от сыпочной стены до протока (т,е, по всей площади варочного бассейна) в огнеупорной кладке дна печи шестью поперечными рядами устанавливают 22 барботажных сопла, каждое из которых представляет собой трубку из жаростойкой стали, в которую вставляют корундовую трубку диаметром 8 мм, уплотняемую огнеупорным раствором. В трубке предусмотрено по два отверстия диаметром 1,2 мм дл подачи газообразного агента в расплавленную стекломассу.
Зона барботажной обработки состоит из трех участков, Первьш из них (12 сопел), характеризующийся плотны
покрытием поверхности расплава шихтой, располагают з проекции створа первой пары горелок, второй участок (6 сопел) с пониженной плотностью покрытия расплава шихтой - в пределах от оси между первой и второй парами горелок до 0,25 ширины влета второй пары горелок, третий участок (4 сопла) - в пределах проекции зоны между осью второй пары горелок и торцовой проточной стеной.
Первый участок барботажной обработки расплава располагают в зоне на расстоянии от сыпочной стены на 0,4
длины варочной части бассейна. Второй и третий участки имеют протяженность
0
5
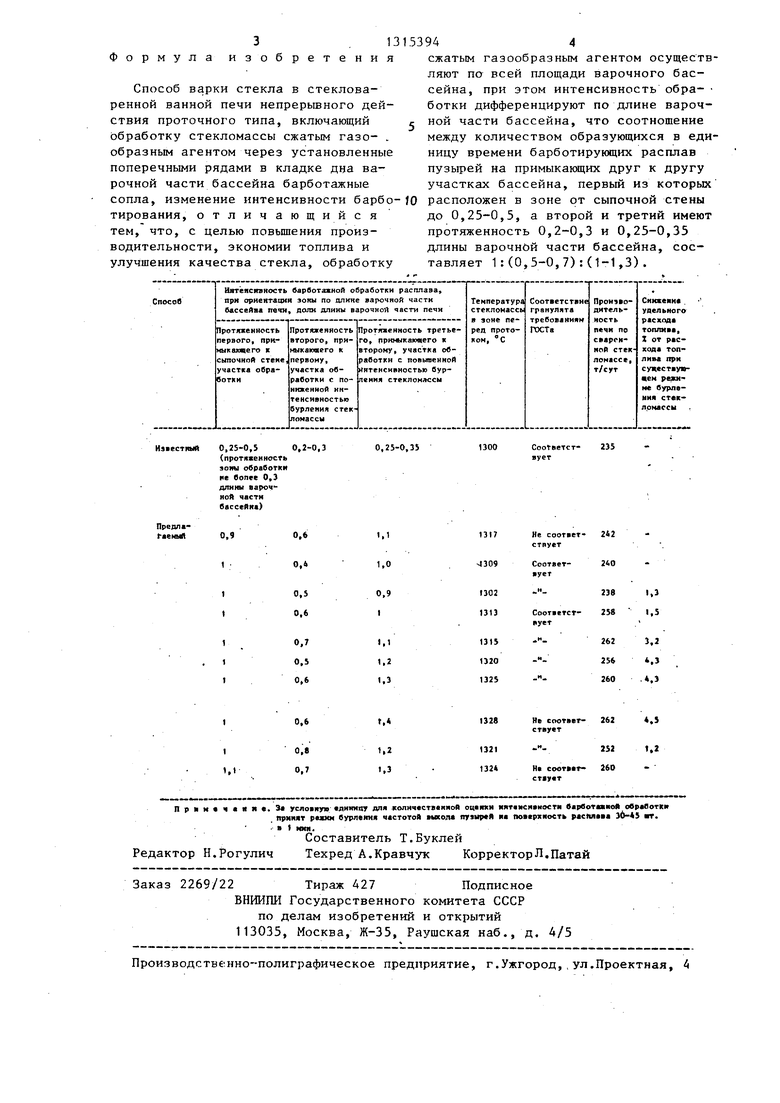
соответственно 0,25 и 0,30 длины ва- рочной части бассейна. Интенсивность барботажной обработки расплава дифференцируют по длине варочной части бассейн-а таким образом, что соотноше- ние между количеством образующихся в единицу времени барботирующих расплав пузырей на первом, втором и , третьем участках барботажной обработки составляет ,(0,9-1) : (0,4-0,8) : :(О,9-1,4), Наилучшие результаты получают при соотношении,равном 1: :(0,5-0,7):(1-1,3). 0 1
Результаты сравнения известного
. и предлагаемого способов варки стекла приведены в таблице.
Способ варки стекла обеспечивает 5 оптимальное с точки зрения рационального использования варочной способности печи распределение шихты по мере ее провара .в пределах первого и второго участков. Одновременно снижается вероятность технологически нежелательного поступления (по воздействиям восходящих от барботажных сопел вертикальных валов стекломассы) образующейся в процессе провара ших- ты особенно на втором участке и варочной пены в примыкающую к протоку зону бассейна на третьем участке. Кроме того, при более интенсивной барботажной обработке расплава на третьем участке за счет усиления процесса тепломассообмена и связанного с этим увеличения температуры стекломассы повышается мощность сыпочного цикла конвекционных потоков стекло- 5 массы. В .результате повышается производительность печи по сваренной стекломассе, улучшается качество стекла и снижается расход топлива.
0
0
3 , 13 Формула изобретения
Способ варки стекла в стекловаренной ванной печи непрерьшного действия проточного типа, включающий обработку стекломассы сжатым газо- . образным агентом через установленные поперечными рядами в кладке дна варочной части бассейна барботажные сопла, изменение интенсивности барбо- тирования, отличающийся тем, что, с целью повьппения производительности, экономии топлива и улучшения качества стекла, обработку
0,25-0,50,2-0,3
(протяженность
зоны обработки
не более 0,3
длины ва1 очной части
бассейна)
0,9
0,6 0,4
0,5 0,6
0,7 0,5
0,6
l.t
0,6
0,8 0,7
Прикечаяяе. За условную «лиямоу для количественной оценки мнгемснвности варботшкой обработки принят режю) бурления частотой вмсола птшрей иа поверхность расплвса 30-45 вт.
в 1 НИН.
Составитель Т.Буклей Редактор Н.Рогулич Техред А.Кравчук КорректорЛ.Патай
Заказ 2269/22 Тираж 427Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г.Ужгород,,ул.Проектная, 4
944
сжатым газообразным агентом осуществляют по всей площади варочного бассейна, при этом интенсивность обра- ботки дифференцируют по длине варочНОЙ части бассейна, что соотнощение между количеством образующихся в единицу времени барботирующих расплав пузырей на примыкакяцих друг к другу участках бассейна, первый из которых
расположен в зоне от сыпочной стены до 0,25-0,5, а второй и третий имеют протяженность 0,2-0,3 и 0,25-0,35 длины варочнСй части бассейна, составляет 1:(0,5-0,7):(1-1,3).
1300
СооГветст- вует
235
1317 -1309
1302 1313
1315 1320
1325
Не соответствует
Соответ- вует
2«2
1328
1321
1324
He соответ- 262 ствует
252
Нв coorter- 260 стаует
.l
t.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванная стекловаренная печь | 1981 |
|
SU996339A1 |
| Стекловаренная ванная печь | 1985 |
|
SU1252303A1 |
| Ванная стекловаренная печь | 1981 |
|
SU952774A1 |
| Стекловаренная ванная печь | 1983 |
|
SU1121242A1 |
| Способ варки стекла | 1981 |
|
SU1004270A1 |
| Стекловаренная ванная печь | 1989 |
|
SU1659364A1 |
| Способ варки стекла | 1981 |
|
SU975596A1 |
| Стекловаренная ванная печь | 1988 |
|
SU1604757A1 |
| Ванная стекловаренная печь | 1976 |
|
SU655660A1 |
| Стекловаренная ванная печь | 1988 |
|
SU1530578A1 |
Изобретение относится к стекольной промьшшенности и может быть использовано на системах производства силикат-глыбы и других типов стекол. применяющих стекловаренные печи непрерывного дейст;вия проточного типа. Цель изобретения - повьппение производительности, экономия топлива и улучшение качества. Барботажную обработку расплава.осуществляют по всей площади варочного бассейна, при.этом интенсивность барботажной обработки дифференцируют по длине бассейна таким образом, что соотношение между количеством образующихся в единицу времени барботирующих расплав пузырей на примыкающих друг к другу участках бассейна, первый из которых расположен в зоне от сыпочной стены до 0,25-0,5, а второй и третий имеют протяженность 0,2-0,3 и 0,25-0,35 длины варочной части печи, составляет 1:(0,5-0,7):(1-1,3). 1 табл. i (Л со ел со 4