f
Изобрете)1ие относится к металлургии, преимущественно к Г1роизвод;ству жавеющих сталей повышенной обрабатываемости, которые могут быть использованы при изготовлении сит и других перфорированных изделий в целлюлозно-бумажном, химическом и других отраслях машиностроения.
Цель изобретения - улучшение обрабатываемости резанием, повышение стойкости против коррозионного растрескивания и прочностных свойств.
Предлагаемый способ осуществляли
следующим обиазом.
Нержавеющую аустенитную сталь
12X1 ОН ЮТЕ промзшшенной выплавки состава, %: С 0,08; Мп 1,55; Сг 17,83; Ni 10,80;
Ti 0,79; Se 0,17; Si 0,38; P 0,031; S 0,020; железо остальное, нагревали до и прокатывали на опыт- но-промьш1ленном стане 250/105x350, сразу после прокатки закаливали в воду. Толщина горячекатаных.полос составляла около 3,5 мм. Затем осуществляли на том же стане холодную прокатку до суммарной степени обжатия 8-12% с последующей термообработкой при 480-520 С в течение 60-90 мин. После этого снова проводили холодную прокатку до суммарной степени обжатия 5-7%, термообработку при 430 - 470°С продолжительностью 120-150 мин. Толщина холоднокатаных полос составляла 3 мм.
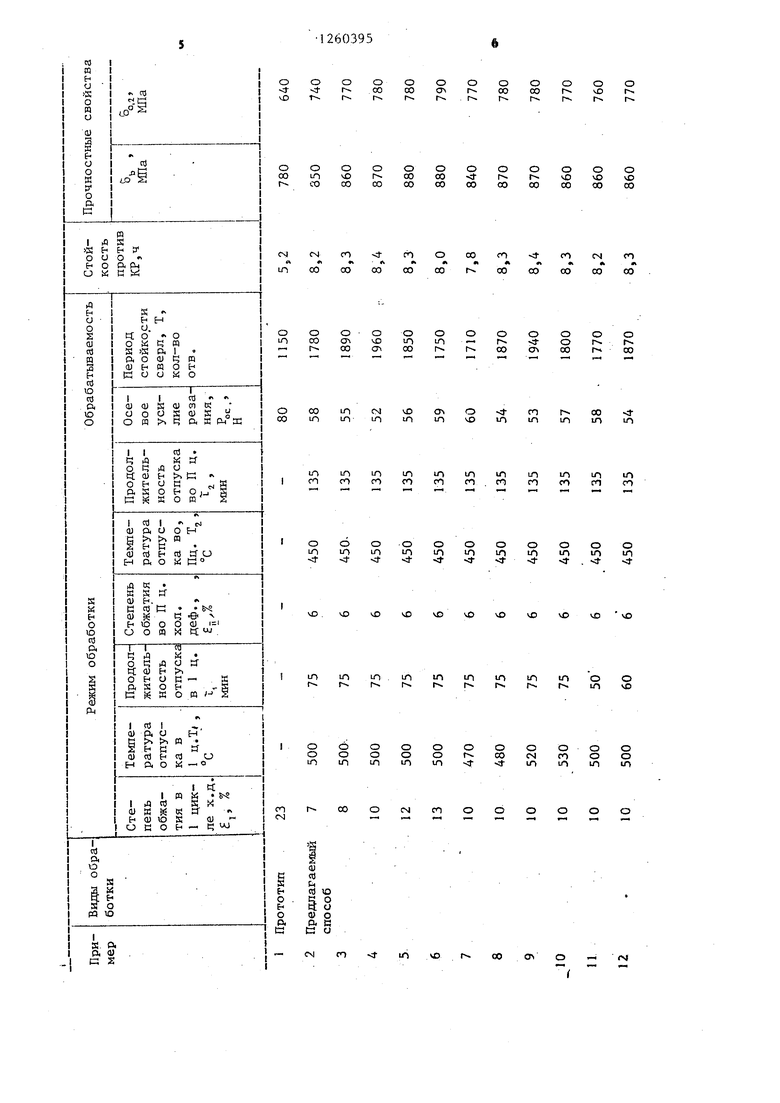
Конкретные примеры осуществления предлагаемого способа и полученные экспериментальные результаты представлены в таблице.
Оценку обрабатываемости резанием проводили по осевому усилию резания PJ на установке УДМ-100 с использованием стандартных сверл 0195 мм из стали РбМ5. Геометрические парамет- .ры заточки сверл: задний уголо.30°, угол в плане 24 135°, разность длин режущих кромок не более 0,05 мм.Для испытаний были взяты сверла одной партии с длиной спиральной части 12 15мм, вылет сверла в цанговом патроне был постоянным и составлял 13 16мм. При сверлении использовалась смазочно-охлаждающая жидкость:5%-ная водная эмульсия ЭТ-2. Режим резания: частота вращения шпинделя 1200 об/ /мин, минутная подача S 64 мм/мин. Средняя стойкость сверл Т определялась по количеству просверленных отверстий в сталях разных способов
2603952
производства, одним сверлом без пепс- - заточки.
Определение механических свойств осуществлялось в соответствии с тре- 5 бованиями ГОСТ 1497-73.
Стойкость против коррозионного растрескивания оценивалась временем до разрущения образца в 42%-ном кипящем растворе хлористого магния в ус- 5 О ловиях растяжения при напряжении 150 М1а и поляризации образца анодным током 0,57 мА/см .
. В таблице примеры 2-6 показывают влияние на свойства автоматной стали . 15 степени обжатия при холодной прокатке в 1 цикле. Оптимальной суммарной степенью обжатия следует считать 8-12%, обеспечивающую достижение высокой обрабатываемости резанием, 20 стойкости против коррозионного растрескивания и прочностных свойств (примеры 3,4 и 5). Снижение степени обжатия в первом цикле холодного деформирования до 7% (пример 2) и повы- 25 шение до 13% (пример 6) вызывает тенденцию к снижению положительного эффекта.
I , -.:
Примеры 4 и 7-10 показывают влкя- 3Q ние на достижение положительных свойств стали температуры отпуска после холодной деформации в 1 цикле. Из экспериментальных данных следует, что оптимальным температурным диапазоном отпуска является 480-520°С, при котором достигается максимальный эффект улучшения обрабатываемости резанием (примеры 4, 8 и 9). Снижение температуры отпуска до 470°С (пример 7) и повьшение ее до (пример.10) приводит к ухудшению обрабатываемости.
35
40
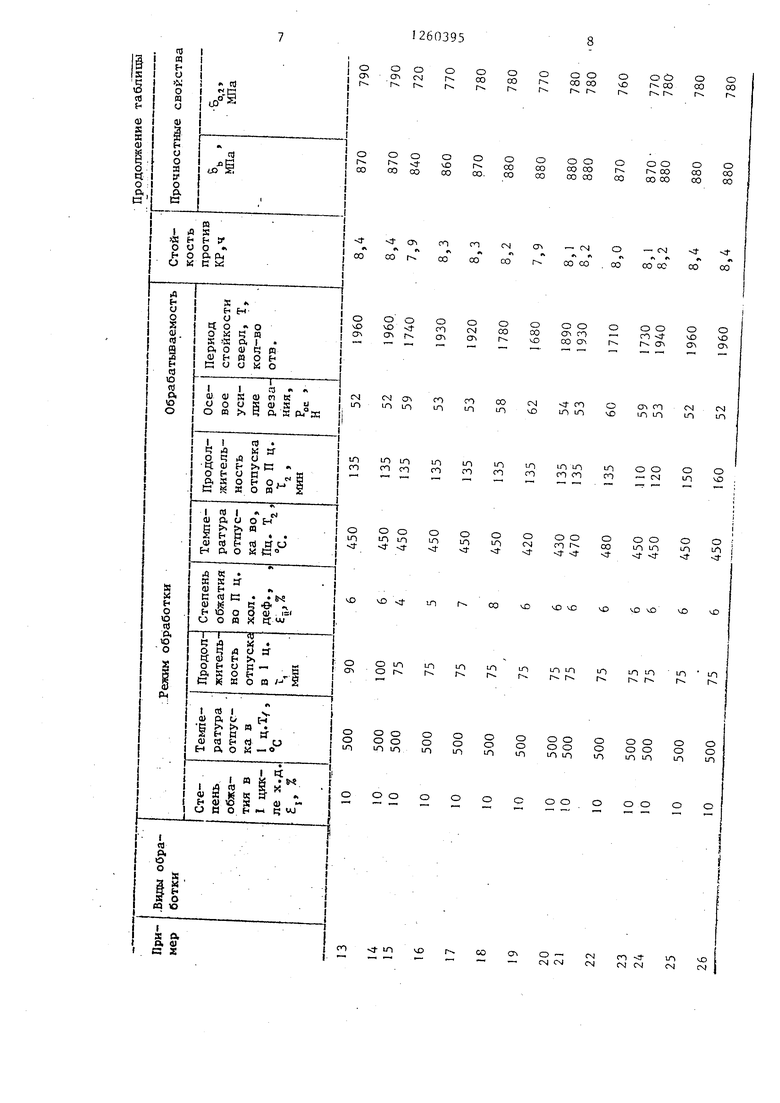
Примеры 4 и 11-14 показывают влияние продолаштельности отпуска после
1 цикла холодного деформирования на достигаемый уровень положительных свойств автоматной стали. Оптимальный временной интервал отпуска в 1 цикле составляет 60-90 мин (приме50 ры 4,12,13).Снижение продолжительности вьщержки до 50 мин вызывает ухудшение обрабатываемости (при- мёр 11). Увеличение продолжительности отпуска до 100 мин
55 (пример 14) не приводит к улучшению обрабатываемости, коррозионных и прочностных свойств, поэтому экономически нерационально.
Примеры 4 и 11-14 показывают влияние продолаштельности отпуска после
1 цикла холодного деформирования на достигаемый уровень положительных свойств автоматной стали. Оптимальный временной интервал отпуска в 1 цикле составляет 60-90 мин (примеры 4,12,13).Снижение продолжительности вьщержки до 50 мин вызывает ухудшение обрабатываемости (при- мёр 11). Увеличение продолжительности отпуска до 100 мин
(пример 14) не приводит к улучшению обрабатываемости, коррозионных и прочностных свойств, поэтому экономически нерационально.
3
Примеры 4,15-18, показывают влияние степени холодного деформирования во Г1 цикле обработки. Наилучшая обрабатываемость резанием наблюдается при холодном деформировании со степенями обжатия 5-7% (примеры 4,16, 17). При понижении обжатия до 4% (пример 15) или его повышение до 8% (пример 18) выэьшают ухудшение обрабатываемости резанием.
Примеры 4,19-22 позволяют судить о влиянии температуры отпуска во 11 цикле. Наилучшие результаты достигаются при отпуске в области темпера- тур 430-470°С (примеры 4,20 и 21 ). При понижении температуры отпуска до (пример 19), а также при ее по- вьшении до 480 С (пример 22) ухудшается обрабатываемость резанием и снижается стойкость против коррозионного растрескивания.
Примеры 4,23-26 показывают влияние продолжительности выдержки во Г Г цикле обработки на свойства автоматной стали.
Экспериментальные результаты пока- зьшают, что оптимальным временным интервалом является продолжительность
2603954
выдержки 120-150 мин (примеры 24 и 25).
Снижение продолжительности выдержки вызывает тенденщш к ухудшению об- 5 рабатываемости резанием, снижение стойкости против коррозионного растрескивания (пример 23), Увеличение продолжительности выдержки не дает улучшения получаемых свойств, поэто 0 му нерационально (пример 26).
Формула изобретения
Способ производства автоматных нержавеющих сталей, включающий вып- - лавку,- аустенитизацию, горячую про- катку, закалку с 1050-1100°С и холодную прокатку, отличающий- с я тем, что, с целью улучшения обрабатываемости резанием, повышения стойкости против коррозионного растрескивания и прочностных свойств, холодную прокатку осуществляют в два этапа с отпуском в конце каждого этапа, причем на первом этапе степень обжатия составляет 8-12%, на втором - 5-7%, отпуск на первом этапе проводят при 480-520°С в течение 60 - 80 мин, на втором - при 430-470°С в течение 120-150 fflн,
000 } 4t г vD г-rОir,
CO
О v) 00
чО
1Л г1Л Г-о о о о
1Г)1Г|
en N
00
о
00
r
о
OS r
о r-
r
о 00 r
о
00
го о о
Г vO t
г r г-
о
00
00
о 00
CO
о ч)- 00
о
г
00
о г
00
о
чО
00
о о 00
о
чО
00
чО
ЧС
чО
чО
vri
vO
ЧО
чО
1Л h-.
in r
in t
in t
tn
I-
in tО
in
О vO
О
о in
о о in
о г
о 00 JО
CV|
(П
о
rO
m
о о in
О О
in
о
IN
СП
О
-CM
со
о
00
ON
о
гМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства автоматных нержавеющих сталей | 1985 |
|
SU1285026A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1266600A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1258846A1 |
| Способ обработки автоматной нержавеющей стали | 1984 |
|
SU1227693A1 |
| Способ обработки автоматной нержавеющей стали | 1984 |
|
SU1227695A1 |
| Способ производства автоматных нержавеющих сталей | 1985 |
|
SU1315488A2 |
| Способ обработки автоматной нержавеющей стали | 1985 |
|
SU1298253A1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА ИЗ АВТОМАТНОЙ СТАЛИ | 2012 |
|
RU2493267C1 |
| СРЕДНЕУГЛЕРОДИСТАЯ АВТОМАТНАЯ СТАЛЬ | 2014 |
|
RU2544981C1 |
| Изделие в виде прутка для изготовления деталей электропогружных установок для добычи нефти из сплава на основе железа и хрома | 2023 |
|
RU2823412C1 |
Изобретение относится к области металлургии, преимущественно к. области производства нержавеюпцтх сталей повышенной обрабатываемости.Цель изобретения - улучшение обрабатываемости резанием, повьшшние стойкости против коррозионного растрескивания и прочностных свойств. После горячей прокатки и закалки с 1050-1ЮО С проводят холодную прокатку со степенью обжатия 8-12% с отпуском при 480 - 520°С в течение 60-80 мин, а затем холодную прокатку со степенью обжатия 5-7% с отпуском при 430-470 0 продолжительностью 120-150 мин. 1 табл. ЦЭ
| Ксензук Ф.А., Павлищев В.В., Трощенков Н.А | |||
| Производство листовой нержавеющей стали | |||
| М.: Металлургия, 1975, с.287, 352-353. |
