11
Изобретение относится к металлургии, в частности,- к способам химико- термической обработки режущего инструмента из быстрорежущих сталей, Целью изобретения является повы,шение контактно-абразивной стойкости П р и м е р. Из сталей Р6М5-МП и Р6М5К5-МП серийного производства изготавливают мелкие резцовые вставки и расточные пластины для обработки керамики типа АБН. После формирования профиля по режущей части осуществляют нитроцементацию в течение 12 ч при 940-960 С, затем закаливают с нагревом в соляной ванне, раскисленной фтористым магнием, с температуры выше температуры начала плавления карбидного слоя. Для стали Р6М5-МП температура начала плавления карбидного слоя составляет 1180-1190°С, для стали Р6М5К5-МП - 11 70-1200°С в (зависимости от концентрации углерода в слое и количест ва карбидов). Охлаждение с температуры закалки проводят в масле. Отпуск перед доводкой режущих граней (проводят при 300-340°С в течение
После химико-термической обработки г Результаты испытания приведены в испытывают на ударную вязкость, мнк- таблице. Здесь же приведены результа- ротвердость и контактно-абразивный ты, полученные в результате химико- износ при обработке деталей из термической обработки по известному керамики БГП и АБН.способу, включающему нитроцементацию.
54932
4ч в печи СНОЛ, затем после снятия на алмазных кругах слоя внутреннего окисления путем заточки на глубину 0,1 мм проводят нитрооксидирование в 5 печи Ш-10ВНЦ при 300-340 С в течение 2 ч в продуктах пиролиза триэтанол- амина с 10% алюмината калия. Исходя из условий резания и условий износа пластмасс и керамики, количество аустенита в структуре стали как структурной составляющей с наибольшей энергией уноса должно быть максимальным, чтобы уменьшить контактньй износ. По этой причине температура от0
5
0
5 :
пуска после закалки выбрана в интервале ниже 350 С, как обеспечивающая максимальную стабилизацию аустенита и позволяющая получить после отпуска структуру с 35-40% J -фазы.
Температура нитрооксидирования выбрана .такой же (300-340 С) с тем, чтобы суммарное время отпуска и нитрооксидирования позволили максимально стабилизировать содержание аустенита и предотвратить его распад при резании.
закалку и тройной отпуск при 520- .
Как видно из данных таблицы, химико-термическая обработка с использованием отпуска при. 300-340°С с последующим нитрооксидированием в алюмо- содержащей атмосфере при таких же температурах позволяет в полтора-два раза повысить контактно-абразивную стойкость при сохранении высокой твердости и ударной вязкости.
Редактор Н. Егорова
Составитель В. Еременко
Техред М.Ходанкч Корректор С. Шекмар
Заказ 2318/27Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полигр-фическое предприятие, г. Ужгород, ул. Проектная,4
154934
Формула изобретения Способ термической обработки инструмента из порошковых быстрорежущих сталей включающий механическую обработку, нитроцементацию, закалку, отпуск и окончательную механическую обработку, отличающийся тем, что, с целью повьщ1ения контактно-абразивной стойкости, отпуск про- fO водят при 300-340 С, а после окончательной механической обработки проводят нитрооксидирование в алюмосо- держащей атмосфере при 300-340 с.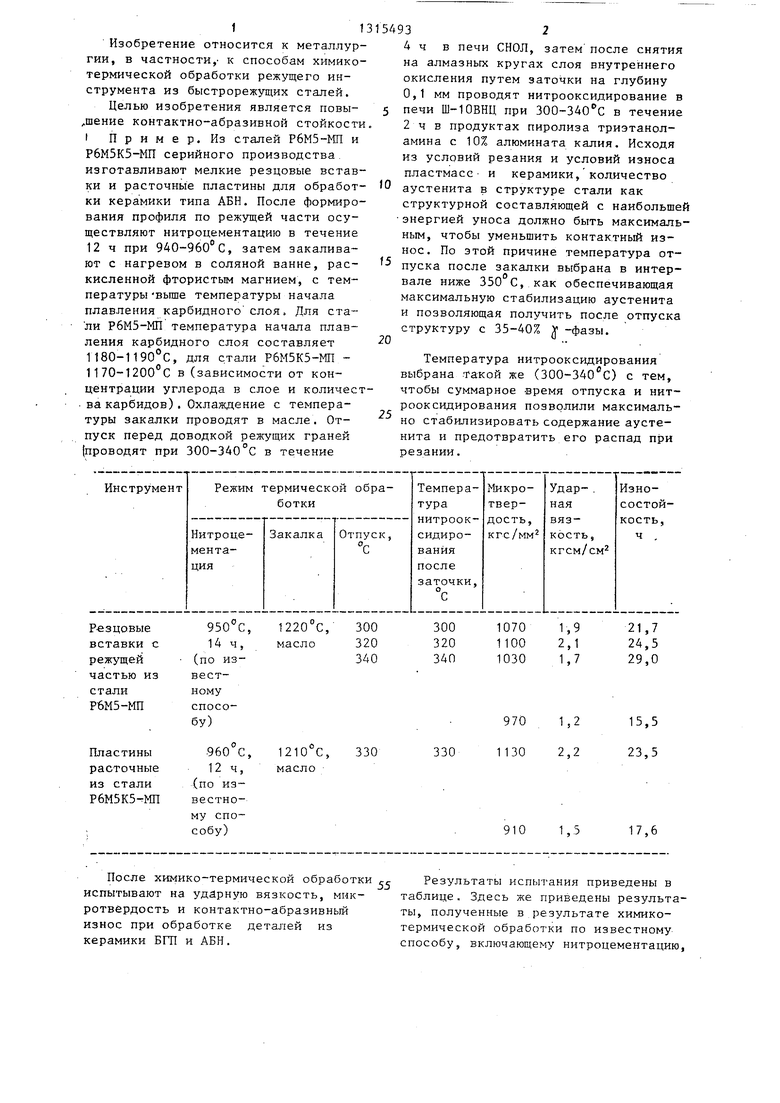
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2041280C1 |
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| Способ обработки стальных деталей | 1987 |
|
SU1477777A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ НИЗКОУГЛЕРОДИСТЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2041286C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО И ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА ИЗ ТЕПЛОСТОЙКИХ ХРОМИСТЫХ СТАЛЕЙ | 2001 |
|
RU2205892C1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
| Способ термической обработки изделий | 1982 |
|
SU1104174A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
Изобретение относится к области металлургии, в частности к способам химико-термической обработки режуще- го инструмента из быстрорежущих сталей. Целью изобретения является повышение контактно-абразивной стой- кости. Для достижения поставленной цели инструмент из быстрорежущих порошковых сталей подвергали нитро- цементации, закалке от температур выше температуры начала плавления карбидного слоя, отпуску при 300- 340 С в течение 2 ч, а затем после снятия слоя внутреннего окисления по режущим граням проводят нитрок- сидирование в алюмосодержащей атмосфере при той же температуре. 1 табл. сд 4; СО 00
| Станки и инструмент, 1981, № 2, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Способ обработки инструментальных сталей | 1976 |
|
SU655734A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| .ЩИХ СТАЛЕЙ | |||
