113
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из листового материала.
Целью изобретения является повышение производительности процесса штамповки.
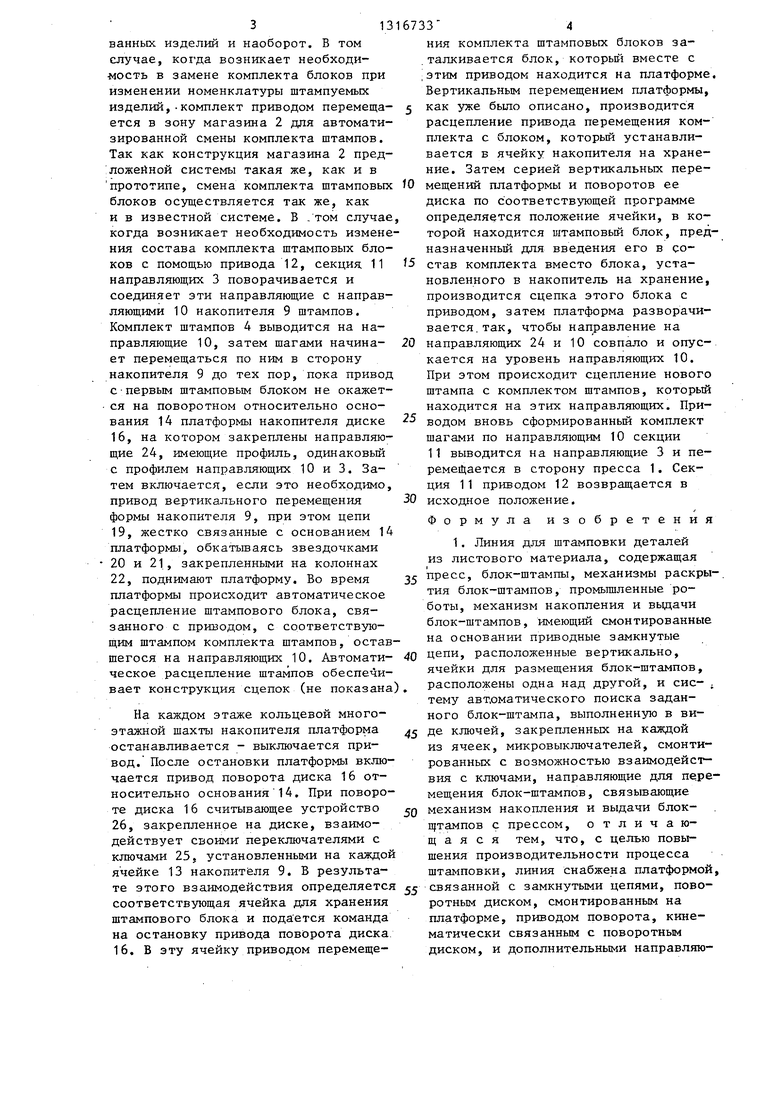
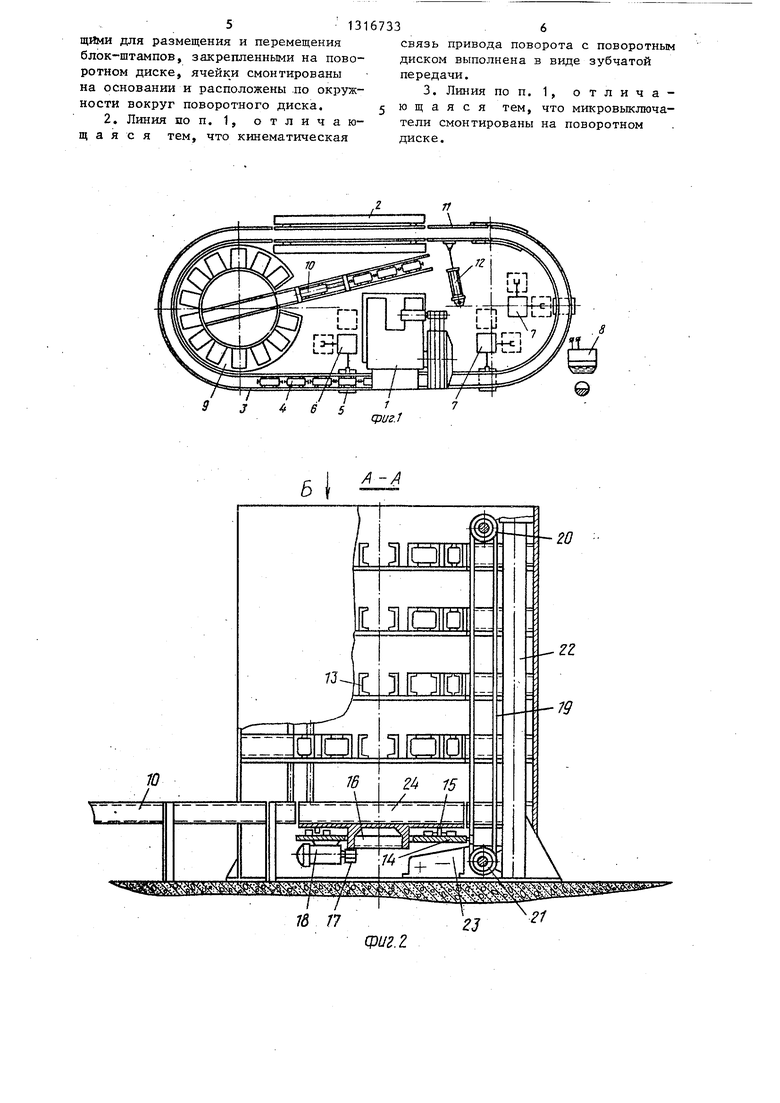
На фиг. 1 изображена линия для штамповки деталей из листового материала j на фиг. 2 - разрез А-А на фиг. 3; rfa фиг. 3 - вид Б на фиг. 2.
Линия для штамповки деталей из листового материала содержит пресс 1, магазин 2, замкнутые направляющие -3, штамповые блоки 4- (блок- штампы) , механизмы 5 раскрытия штам- новых блоков 4, роботы 6 и-7, систему управления 8, накопитель 9, направляющие 10, связьюающие накопитель 9 с направляющими 3,. поворотные секции 11 , снабл енные приводом поворота, выполненным в виде силового цилиндра 12.
Накопитель 9 является механизмом накопления и вьщачи штамповых блоков 4 (блок-штампов),
Накопитель 9 выполнен в виде закрепленной на фундаменте кольцевой многоэтажной шахты (фиг. 2, 3) с ячейками 13 для хранения штамповых блоков, предусмотренных на каждом этаже по всему периметру шахты, внутри которой смонтирована с возможностью приводного вертикального перемещения и поворота платформа, состоящая из основания 14, на верхнем торце которого смонтированы опоры качения 15, на которые установлен поворотный диск 16 с хвостовиком. Торец хвостовика выполнен в виде зубчатого колеса, взаимодействующего с. шестерней 17, смонтированной на валу электродвигателя 18, закрепленного на основании 14, выполненной в виде платформы. Основание 14 жестко связано с цепями 19, смонтированными на звездочках 20 и 21, установленных на колоннах 22, предусмотренных внут ри накопителя. Нижние звездочки 21, по крайней мере, для двух симметрично расположенных по разные стороны относительно центра платформы цепей кинематически связаны с мотор -редук- тором 23« На верхнем торце поворотного диска 16 закреплены направляющие 24, которые имеют профиль, одинаковый с профилем направляющих 3 и 10.
67332
Для автоматизированного поиска необходимого штампового блока накопитель 9 снабжен устройством (системой) автоматического поиска соответ5 ствующей ячейки для хранения блока, выполненный в виде ключей 25, закрепленных на каждой ячейке накопителя, взаимодействующих с микропереключателями считывающего устройства 26,
Ш установленного на поворотном диске 16 платформы.
Линия работает следующим образом. На направляющие 3 устанавливают15 ся необходимый комплект однотипных или разнотипных штамповых блоков 4, при -этом один из блоков (передний или задний) соединяется с приводом перемещения штампов. По команде от
20 . системы управления 8 робот 6 загружает заготовкой первый штамп комплекта штамповых блоков. Перед загрузкой заготовки штамповый блок раскрьгоает- ся механизмом 5 для раскрытия штам25 повых блоков. После загрузки заготовки в штамп и вывода руки из межштам- пового пространства подается команда на перемещение комплекта штамповых .блоков 4 приззодом в рабочую зону
30 пресса 1. Производится штамповка первого изделия. Параллельно с процессом штамповки осуществляется загрузка следующего штампового блока. После окончания штамповки, когда пол- J,- зун пресса 1 возвращается в верхнее положение, дается команда на перемещение комплекта штамповых блоков еще на один шаг, новый штамп вводится в рабочую зону пресса, произво д дится штамповка следующей заготовки и т.д. Когда первый штамп комплекта блока штампов,с отштампованным изделием достигнет механизма 5, параллельно со штамповкой заготовок в
одних штампах и загрузкой заготовками других блоков робот 7 начинает разгружать этот штамп,- при этом ort предварительно раскрывается аналогично раскрытию блоков в месте их
Q загрузки исходными заготовками. Если штампуются разнородные изделия, то одни из них могут разгружаться одним роботом, а другие другим. После окончания штамповки и разгрузки
CJ последнего блока комплекта блоков штампов 4 комплект начинает перемещаться по направляющим 3 в обратном направлении. Магазины с заготовками заменяются на поддоны для отштампованных изделий и наоборот. В том случае, когда возникает необходиость в замене комплекта блоков при изменении номенклатуры штампуемых изделий,-комплект приводом перемеща- 5 ется в зону магазина 2 для автоматизированной смены комплекта штампов. Так как конструкция магазина 2 пред- ложейной системы такая же, как и в прототипе, смена комплекта штамповых Ш блоков осуществляется так же, как и в известной системе. В .том случае, когда возникает необходимость изменения состава комплекта штамповых блоков с помощью привода 12, секция 11 5 направляющих 3 поворачивается и соединяет эти направляющие с направляющими 10 накопителя 9 штампов. Комплект штампов 4 выводится на направляющие 10, затем щагами начина- 20 ет перемещаться по ним в сторону накопителя 9 до тех пор, пока привод спервым штамповым блоком не окажет- ся на поворотном относительно основания 14 платформы накопителя диске 16, на котором закреплены направляющие 24, имеющие профиль, одинаковый с профилем направляющих 10 и 3. Затем включается, если это необходимо, привод вертикального перемещения 30 формы накопителя 9, при этом цепи 19, жестко связанные с основанием 14 платформы, обкатываясь звездочками 20 и 21, закрепленными на колоннах 22, поднимают платформу. Во время 35 платформы происходит автоматическое расцепление штампового блока, свяанного с приводом, с соответствуюим штампом комплекта штампов, оставегося на направляющих 10, Автомати- 40 еское расцепление штампов обеспечиает конструкция сцепок (не показана).
На каждом этаже кольцевой многоэтажной шахты накопителя платформа останавливается - выключается привод. После остановки платформы включается привод поворота диска 16 относительно основания 14. При повороте диска 16 считывающее устройство Q 26, закрепленное на диске, взаимодействует своими переключателями с ключами 25J установленными на каждой ячейке 13 накопителя 9. В результате этого взаимодействия определяется соответствующая ячейка для хранения щтампового блока и пода ется команда на остановку привода поворота диска 16. В эту ячейку приводом перемещения комплекта штамповых блоков заталкивается блок, который вместе с этим приводом находится на платформе Вертикальным перемещением платформы, как уже было описано, производится расцепление привода перемещения комплекта с блоком, который устанавливается в ячейку накопителя на хранение. Затем серией вертикальных перемещений платформы и поворотов ее диска по соответствующей программе определяется положение ячейки, в которой находится штамповый блок, предназначенный для введения его в состав комплекта вместо блока, установленного в накопитель на хранение, производится сцепка этого блока с приводом, затем платформа разворачивается, так, чтобы направление на направляющих 24 и 10 совпало и опускается на уровень направляющих 10. При этом происходит сцепление нового щтампа с комплектом штампов, которьтй находится на этих направляющих. Приводом вновь сформированный комплект шагами по направляющим 10 секции 11 выводится на направляющие 3 и перемещается в сторону пресса 1. Секция 11 приводом 12 возвращается в исходное положение.
Формула изобретения
1. Линия для штамповки деталей из листового материала, содержащая пресс, блок-штампы, механизмы раскры тия блок-штампов, промьш1ленные роботы, механизм накопления и выдачи блок-штампов, имеющий смонтированные на основании приводные замкнутые цепи, расположенные вертикально, ячейки для размещения блок-штампов, расположены одна над другой, и сие- ; тему автоматического поиска заданного блок-штампа, выполненную в виде ключей, закрепленных на каждой из ячеек, микровыключателей, смонтированных с возможностью взаимодействия с ключами, направляющие для перемещения блок-штампов, связывающие механизм накопления и выдачи блок- щтампов с прессом, о т л и ч а ю- щ а я с я тем, что, с целью повышения производительности процесса штамповки, линия снабжена платформой связанной с замкнутыми цепями, поворотным диском, смонтированным на платформе, приводом поворота, кинематически связанным с поворотным диском, и дополнительными направляющйми для размещения и перемещения блок-штампов, закрепленньми на поворотном диске, ячейки смонтированы на основании и расположены .по окружности вокруг поворотного диска.
2. Линия по п. 1, отличающаяся тем, что кинематическая
связь привода поворота с поворотным диском выполнена в виде зубчатой передачи.
3. Линия по п. 1, отлича- ю щ а я с я тем, что микровыключатели смонтированы на поворотном диске.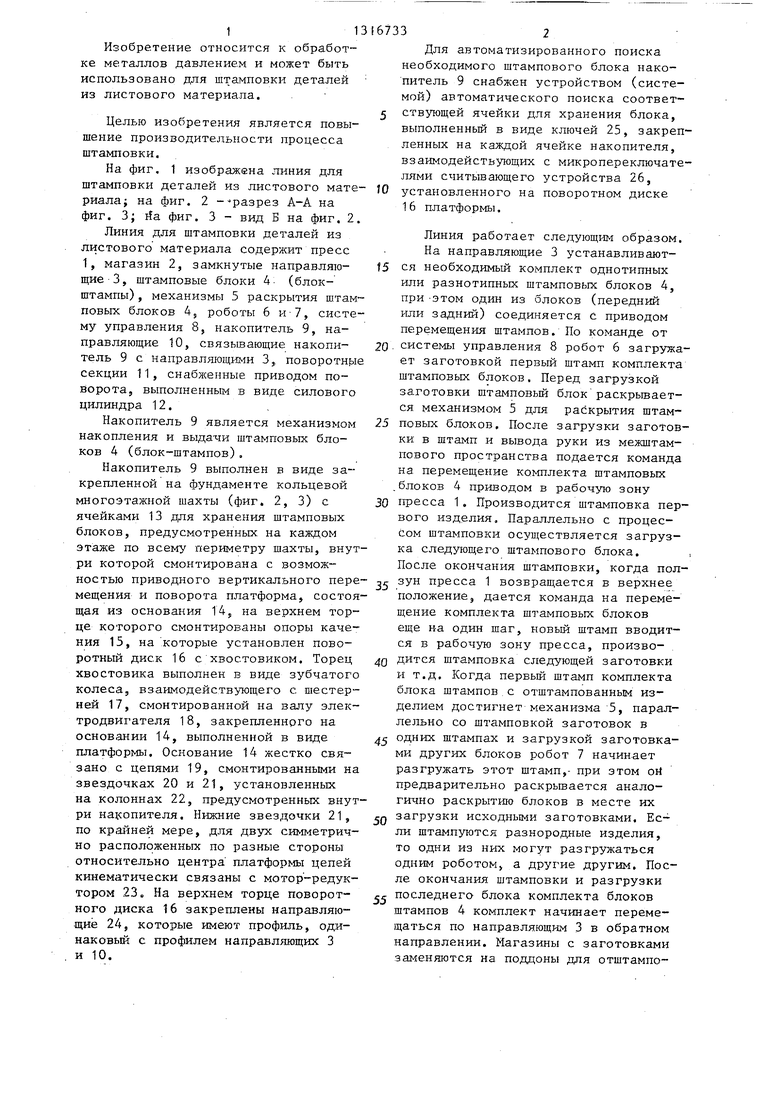
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Роботизированный комплекс для листовой штамповки | 1983 |
|
SU1230722A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Загрузочное устройство к роботизированному комплексу | 1986 |
|
SU1470401A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Робототехнический комплекс | 1986 |
|
SU1349972A1 |
Изобретение относится к обработке металлов да влением и может быть использовано для штамповки деталей из листового материала. Целью изобретения является повьшение производительности процесса штамповки. На направляющие устанавливается необходимый комплект штамповых блоков. Комплекты блоков могут перемещаться от привода относительно фронта пресса, где осуществляется штамповка. Для осуществления перекомплектации самого комплекта штамповых блоков, линия для штамповки деталей снабжена дополнительным накопителем штампов. 2 з.п. ф-лы, 3 ил. DO а оо 00
/ 7 Т ,
85 ,
(ригЛ
/I -А
7JО
10
да 1 гб 15 / I
L
ШОВ
С
ЮЕ
ДОС
в п
fpuz.i
бидб
IB
13
ар и 2. 5
Редактор М.Бандура
Составитель Ю.Жаворонков Техред М.Ходанич
Заказ 2382/9Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Демчик
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
