I
Изобретение относится к автоматизации технологических процессов и может быть использовано в гибких производственных системах для штамповки деталей из штучных листовых заготовок.
Цель изобретения - расширение технологических возможностей за счет повышения полезной емкости.
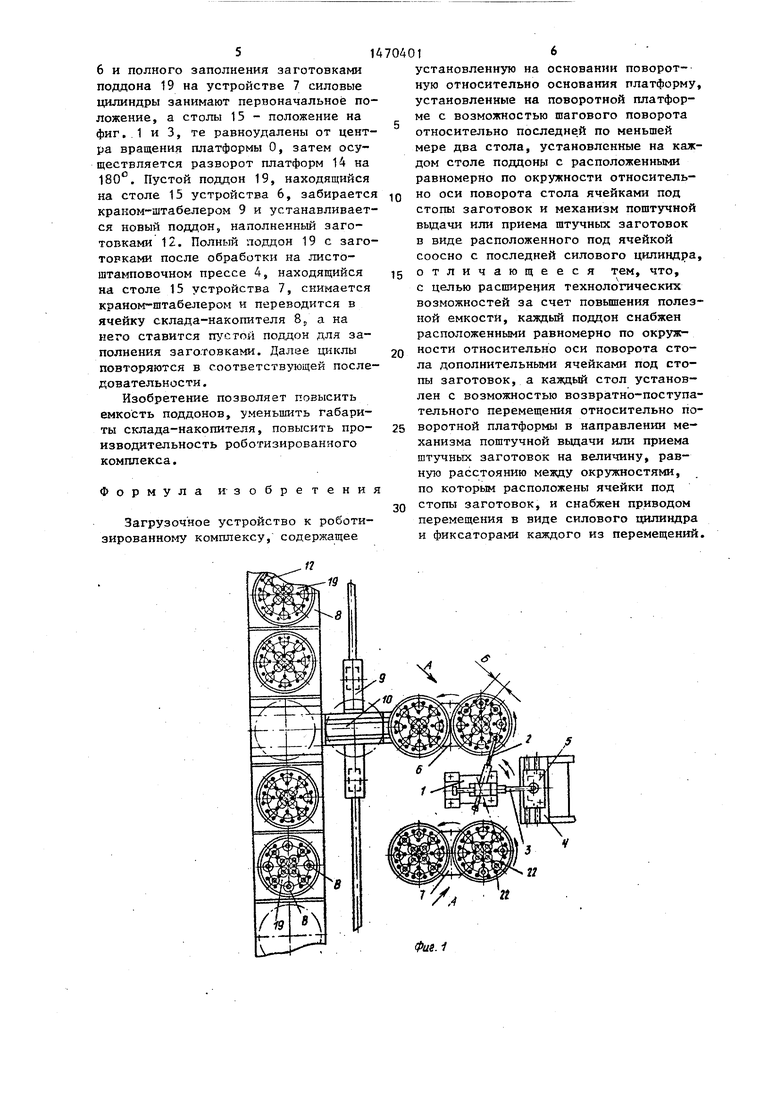
На фиг. 1 представлен робототехни- ческий комплекс, в котором может использоваться загрузочное устройство, заготовки извлекаются и укладываются роботом из поддона по наружной окружности, вид сверху; на фиг. 2 - то же, заготовки извлекаются и укладываются роботом по внутренней окружности поддона, где установлены стопы заготовок; на фиг. 3 - загрузочные устройства без поддонов.
Роботизированный комплекс в общем случае состоит из промышленного робота 1 с двумя руками 2 и 3, листо- штамповочного пресса 4 со штампом 5, двух устройств загрузки 6 и разгрузки 7, склада-накопителя 8 с автоматическим краном-штабелером 9 и. телескопическим столом 10. Устройство 6 загрузки имеет механизм 11 поштучной выдачи заготовок 12, устройство разгрузки 7 снабжено механизмом 13 поштучного приема заготовок после обработки на листоштамповочном прессе 4. Каждое устройство 6 и 7 имеет поворотную платформу 14 с возможностью разворота на 180° вокруг центра
4
0. На платформе 14 расположены на равном расстоянии один от другого два стола 15 и 16 с возможностью поворотов на углы 45 и 90 вокруг цент- ра. Каждый из столов 15 и 16 снабжается двумя фиксаторами 17 от углового и линейного перемещения (фиг.З), кроме того, ОКИ имеют возможность возвратно-поступательного перемеще- JQ ния в направлении по стрелке А (фиг.З) относительно платформы 14 и приводятся силовыми цилиндра1-1И 18, установленными на платформе 14. Столы могут смещаться на величину Б. 55 Склад-накопитель 8 принимает в свои ячейки как поддоны 19 с заготовками 12, так и с готовыми изделиями после обработки на.листоштамповочном прессе 4,-а также и пустые поддоны. За- 20 готовки и готовые изделия формируются в стопы на поддоне 19. Поддон 19
и столы 15 и 16 имеют отверстия В под штоки 20 и 21 соответственно механизмов выдачи 11 и приема 13 заго- 25
товок. Ориентация заготовок 12 на поддоне 19 осуществляется направляющими штырями 22..
Загрузочное устройство в роботизированном комплексе работает следующимjg образом.
Из ячейки склада-накопителя 8 телескопическим столом 10 крана-штабе- лера 9 извлекается поддон 19с заготовками 12 и устанавливается на пово- ротный стол 15 устройства 6 загрузки. После фиксации поддона 19 с заготовками платформа 14 разворачивается на 180°. Столы 15 и 16 меняются местами. Стол 16 готов к приему следующего поддона с заготовками. Стол 15 подготавливается к выдаче заготовок из поддона. При этом шток 20 механизма 11 поштучной вьщачи занимает крайнее нижнее положение (не показано) . Из другой ячейки склада-накопителя 8 извлекается пустой поддон (без заготовок) и телескопическим столом 10 крана-штабелера 9 устанавливается на поворотный стол 15 устройства 7 разгрузки. После фиксации пустого поддона 19 платформа 14 осуществляет разворот на 180 . Столы 15 и 16 меняются местами. Стол 16 готов принять следующий пустой поддон. Стол 15 подготавливается к приему заготовок после обработки на листоштамповочном прессе 4.
При этом щток 21 механизма 13 поштучного приема заготовок выходит на исходную позицию и занимает крайнее верхнее положение (не показано). Когда устройства 6 и 7 подготовлены к приему и вьщаче заготовок, включается в работу двурукий робот 1, Рукой 2 робот 1 переносит заготовку из устройства 6 в штамп 5 пресса 4, другой рукой 3 обработанную после штамповки заготовку укладывает в устройство 7. Затем руки робота возвращаются на исходную позицию. При этом казкдый раз после взятия и укладки заготовок в соответствующие места ориентирующих устройств щток 20 механизма 11 поштучной вьщачи осуществляет подъем стопы на величину толщины заготовки, а шток 21 механизма 13 поштучного приема опускает стопу на ту же величину. После выработки стопы на ориентирующем устройстве 6 и полной укладки стопы на устройство 7 штоки 20 и 21 занимают крайнее нижнее положение. Осуществляется разворот столов 16 на угол 45°. Далее цикл выработки и наполнения стоп по наружному диаметру поддона аналогичны.- Когда все стопы по наружному диаметру поддона 19 выработаны на ориентирующем устройстве 7,, штоки 20 и 21 механизмов поштучной вьщачи 11 и приема-13 занимают крайнее нижнее положение. Вступают в работу силовые цилиндры 18, которые располагаются у столов 15. Так как платформы 14 ориентирую1прх устройств развернулись, они находятся ближе к листоштамповочному прессу 4. Силовые цилиндры 18 осуществляют перемещение столов 16 по стрелке А (фиг.1 и 3) на величину Б, т.е. на расстояние между стопами заготовок, установленных на разных окружностях, с одновременным разворотом столов на 45. При этом одно из отверстий В стола устройства 6 устанавливается напротив штока 20 механизма 11 поштучной вьщачи, другое отверстие В - против штока 21 механизма 13 поштучного приема заготовок устройства 7. Операции по вьщаче и приему заготово по внутренней окружности поддона в центральной части аналогичны работе этих устройств по наружной выработке и приему заготовок с той лишь разницей, что поворот столов осуществляется на величину, равную 90. После опорожнения поддона 19 на устройстве
2i
Фu8.i
Фиг г
1 13 г
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный технологический комплекс | 1986 |
|
SU1532148A1 |
| Робототехнический комплекс | 1986 |
|
SU1349972A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1988 |
|
SU1516198A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |

Изобретение касается автоматизации технологических процессов и может быть использовано в гибких производственных системах для штамповки деталей из штучных листовых заготовок. Цель изобретения - расширение технологических возможностей за счет повышения полезной емкости загрузочного устройства. Поворотный стол снабжен дополнительными ячейками под стопы заготовок. Ячейки расположены по двум окружностям равномерно относительно центра шагового поворота стола. Стол при этом установлен с возможностью линейного перемещения к механизму поштучной выдачи заготовок. Находящийся на столе полный поддон с заготовками после обработки на прессе снимается краном-штабелером и переводится в ячейку склада-накопителя. 3 ил.
| Магазинное устройство | 1985 |
|
SU1326376A1 |
