5
JO
Изобретение относится к комбини- ,. рованным методам электрохи 1икомеха- нической обработки и может быть использовано при финишной обработке металлов и сплавов.
Целью изобретения является повышение точности формообразования за счет управляемого перемещения локального электрода-инструмента по обрабатываемой поверхности.
На фиг, .1 изображено предлага;емое устройство, общий вид на фиг. 2 - разрез А-А на фиг, 1,
Устройство для электрохимикомеха- . нического полирования (фиг, 1) содер- жит корпус 1 , В корщ се 1 закреплена направляющая 2, на которой установлен локальный электрод-инструмент 3, сое- . диненный со стен кой паза посредством упругого элемента 4. На локальный электрод-инструмент 3 нанесен депас- . сивирующий слой 5, Токоподвод к ло- .кальному электроду-инструменту 3 содержит токоподводящий провод 6. На
1316761 . 2
В начальный момент времени локальный электрод-инструмент 3 находится в центре вращения обрабатываемой детали 10, но так как дентр масс его не совпадает с осью вращения, то при изменении частоты вращения оси будет перемещаться от центра к периферии по направляющей 2, причем закон движения локального электрода-инструмента 3 задается законом изменения частоты вращения, которая изменяется в зависимости от требования к микропрофилю обрабатываемой поверхности.
Электролит подается в зону обработки через трубопровод в шпинделе, а выводится через отверстие в сквозном пазу. При изменении кинематической схемы обработки электролит можно подавать в зонз обработки через сквоз- 1 юй паз,
20
25
Локальный электрод-инструмент име ет одну степень свободы и может перемещаться по направляющей, базируясь по ней и по боковым стенкам паза, что также повышает точность обработки.
Поверхность корпуса 1, находящуюся в контакте с обрабатываемой поверхностью, нанесен полировальный мате- риал 7, Локальньй электрод-инструмент 3 изолирован от корпуса 1 и шпинделя . , 8 изолирующими прокладками 9, Обрабатываемая деталь 10 вместе с оправкой 11 расположена на базовой поверхности 12.
Устройство работает следз ющим образом.
К корпусу 1 подведен отрицательный полюс от источника технологического напряжения. От привода станка корпус у 1 придают вращательное дви- -жение с частотой вращения, изменяемой в зависимости от условий, необходимых для выравнивания обрабатываемой поверхности. В начальньв момент обработки локальный электрод-инстру- мент 3 находится в цент ре вргидения и затем в процессе обработки перемещается по направляющей 2 в сквозном пазу, контактируя депассивир:, :1ощш участком 5 с обрабатываемой поверх25
30
35
40
45
Локальный электрод-инструмент имеет одну степень свободы и может перемещаться по направляющей, базируясь по ней и по боковым стенкам паза, что также повышает точность обработки.
Кроме того,- в начальный момент времени локальный электрод-инструмент находится в полюсе :вращения и из-за этого возможна рассинхронизация движения электрода-инструмента во времени при изменении частоты вращения по программе. Для предотвращения этого явления центр масс электрода- инструмента смещен от оси врап1ения на некоторое расстояние.
Формула изобретени -яУстройство для электрохимикомеха- нического полирования, содержащее привод, связанньй с корпусом, в котором -размещен локальный электрод- инструмент,,, изолированный от корпуса.
отличающееся тем,
что, с целью повышения точности формообразования, оно снабжено программным блоком изменения частоты вращения корпуса и направляющей скалкой,
ностью. Локальный электрод-инструмент размещенной в выполненном в корпусе 3 уравновешивается упругим элементом 4, закрепленным на стенке сквозного паза.
Проводником 6 осуп(ествляется непосредственный ТОКОПОДВОД к локальному электроду-инструменту 3,
пазу перпендикулярно оси вращения , на которой установлен локальный электрод-инструмент, который связан с корпусом введенным в уст- 55 ройство упругим элементом, при этом привод соединен с программным блоком.
25
30
35
40
45
Локальный электрод-инструмент имеет одну степень свободы и может перемещаться по направляющей, базируясь по ней и по боковым стенкам паза, что также повышает точность обработки.
Кроме того,- в начальный момент времени локальный электрод-инструмент находится в полюсе :вращения и из-за этого возможна рассинхронизация движения электрода-инструмента во времени при изменении частоты вращения по программе. Для предотвращения этого явления центр масс электрода- инструмента смещен от оси врап1ения на некоторое расстояние.
Формула изобретени -яУстройство для электрохимикомеха- нического полирования, содержащее привод, связанньй с корпусом, в котором -размещен локальный электрод- инструмент,,, изолированный от корпуса.
отличающееся тем,
размещенной в выполненном в корпусе
пазу перпендикулярно оси вращения , на которой установлен локальный электрод-инструмент, который связан с корпусом введенным в уст- 55 ройство упругим элементом, при этом привод соединен с программным блоком.
Редактор М.Бандура
Составитель Б.Кузнецов
Техред Л.Олийнык Корректор А.Ильин
Заказ 2383/10Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произовдственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,
/
7
Х.
фае.2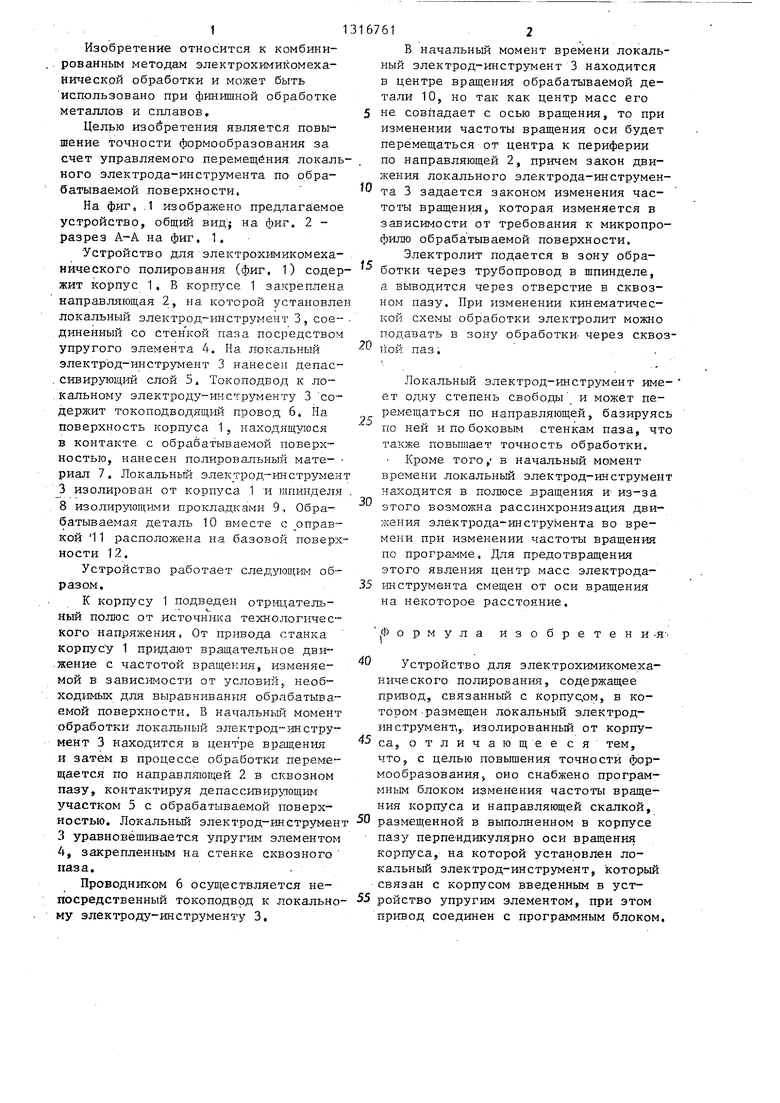
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Устройство для базирования и разгрузки крупногабаритных высокоточных зеркал при их формообразовании и контроле | 2017 |
|
RU2677036C2 |
| Способ электрохимикомеханического полирования | 1983 |
|
SU1279765A1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Полировальный инструмент | 1990 |
|
SU1717326A1 |
Изобретение относится к комбинированным методам финишной обра- . Целью изобретения является повышение точности формообразования, Цель достигается за счет управляемого перемещения локального электрода- инструмента по обрабатываемой поверх ности, для чего в устройстве, содержащем корпус 1, в котором размещен изолированный локальный электрод-инструмент 3, последний установлен в пазу на скалке 2 с возможностью ра- диального перемещения и соединен с упругим элементом 4, закрепленным на стенке паза. При этом центр масс электрода-инструмента смещен от оси вращения корпуса в-направлении действия упругого элемента, а привод вращения корпуса соединен с программным управлением изменения частоты вращения корпуса. 2 ил. сл оо чпсVQ /gqi ч X X X X У т 1л X X С , J J , . / ////////////// ////У//7//, ////////// Sч ifus-.J 1 / 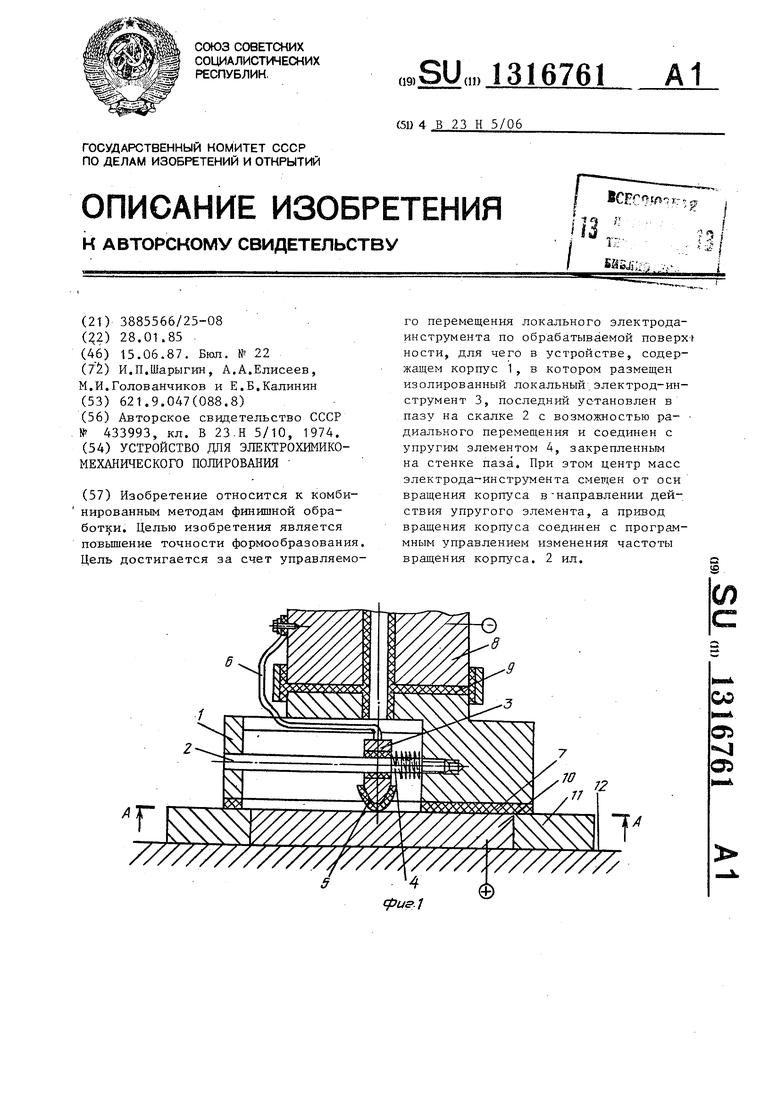
| ТОРЦОВАЯ ГОЛОВКА ДЛЯ АНОДНО-МЕХАНИЧЕСКОЙОБРАБОТКИ | 1971 |
|
SU433993A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
