Изобретение относится к сварке, в частности, к способам изготовления сварных конструкций и может быть применено в различных отраслях машиностроения.
Известны способы изготовления сварных конструкций, при которых в процессе сварки снижают погонную энергию источника тепла, управляют параметрами физико-механических свойств материала 1.
Эти способы имеют существенный недостаток. Они не позволяют получить одинаковыми по величине остаточные деформации вдоль шва.
Известен также способ изготовления сварных конструкций, наиболее близкий к изобретению по технической сущности и достигаемому эффекту, при котором в процессе сварки к изделию прикладывают растягивающую нагрузку (2).
Недостатком способа является малая точность изготовления, поскольку остаточные продольные деформации в сечениях шва по длине пластины распределяются неравномерно, т. е. присутствует переменная составляющая деформация. Такая неравномерность объясняется тем, что условия формирования пластических деформаций по сечению различны из-за неодновременности выполнения шва, изменения силового поля за счет накапливания пластических деформаций укорочения по мере движения дуги, краевых эффектов, колебаний режима сварки и других факторов, которые носят случайный характер.
Цель изобретения - повышение точности изготовления конструкций путем устранения остаточных сварочных деформаций.
Для достижения этого в процессе сварки измеряют деформации незаваренной части изделия, по ним определяют величину и знак нагрузки в каждый момент времени и прикладывают ее с обратным знаком к изделию.
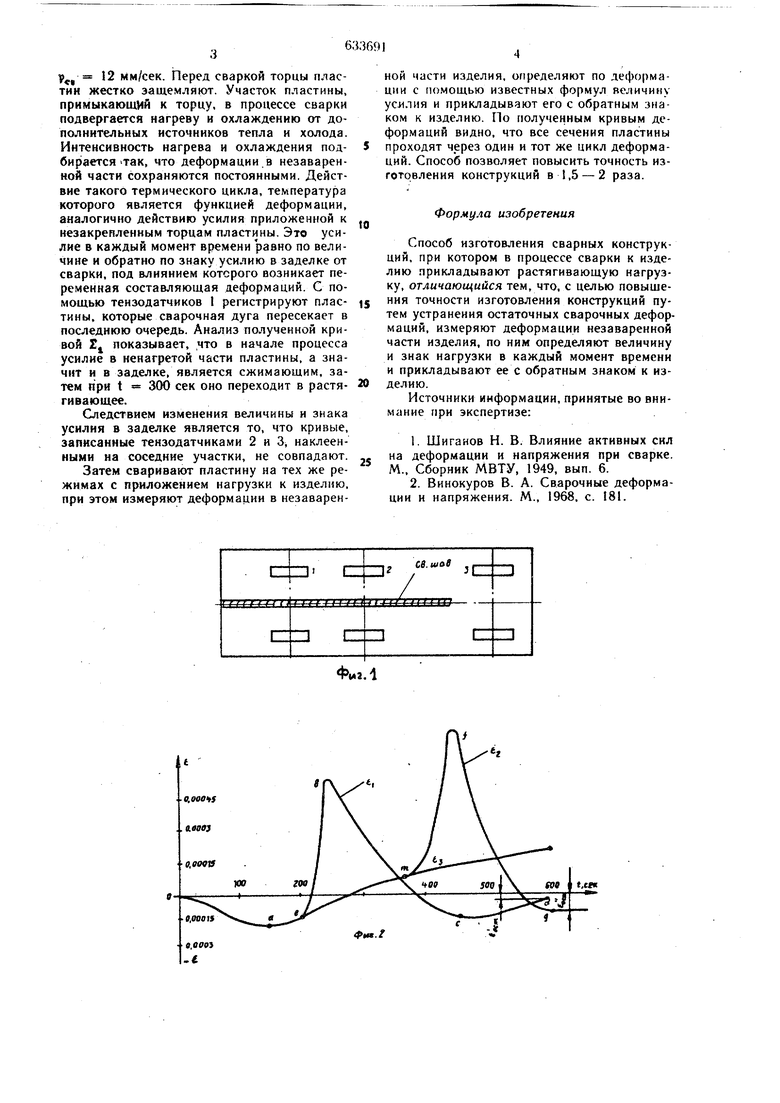
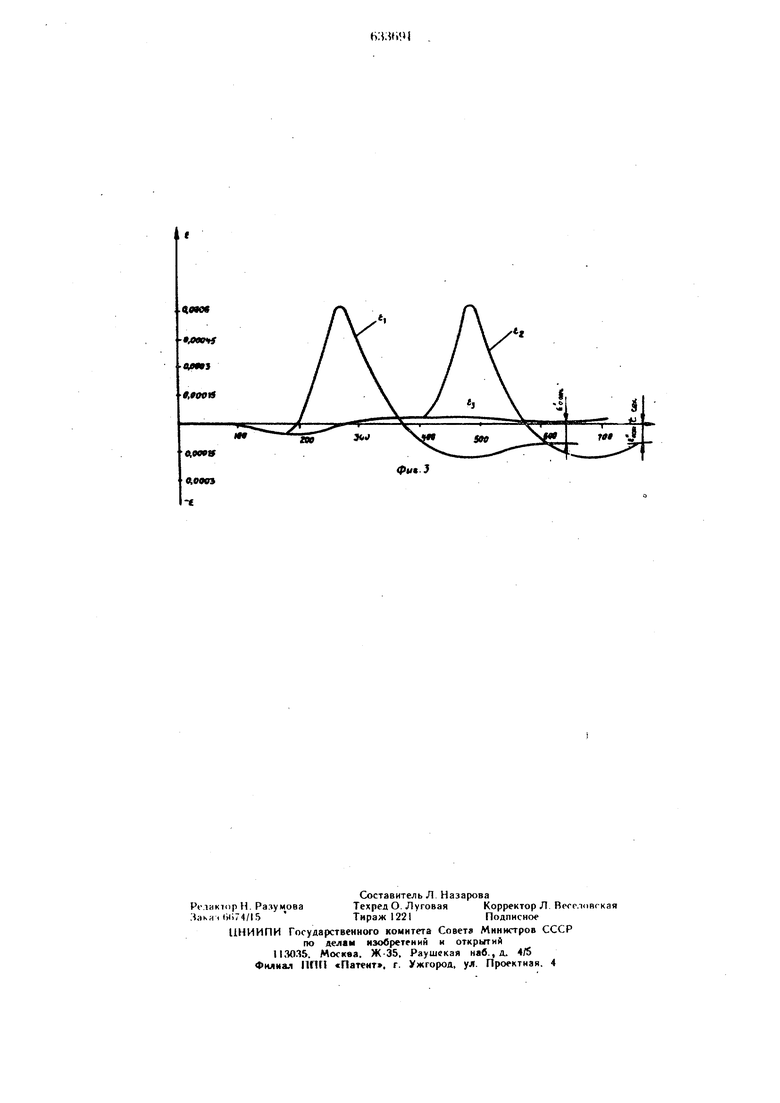
На фиг. 1 дана схема распапожения тензодатчиков для записи кривых деформаций, возникающих в процессе сварки; на фиг. 2 графическое изображение кривых деформаций, возникающих в соответствующих сечениях в процессе сварки без приложения нагрузки; на фиг. 3 - графическое изображение кривых деформаций, полученных в результате сварки по предложенному способу.
Пример. Сварка осуществляется дуговым способом на пластинах размером 1,580-620 мм, из материала ВНС-2, при режиме сварки i 155 А, U 11 Ом, у„ 12 мм/сек. Перед сваркой торцы пластин жестко защемляют. Участок пластины, прнмыкающий к торцу, в процессе сварки подвергается нагреву и охлаждению от дополнительных источников тепла и холода. Интенсивность нагрева и охлаждения подбирается так, что деформации в незаваренной части сохраняются постоянными. Действие такого термического цикла, температура которого является функцией деформации, аналогично действию усилия приложенной к незакрепленным торцам пластины. Это усилие в каждый момент времени равно по величине и обратно по знаку усилию в заделке от сварки, под влиянием которого возникает переменная составляющая деформаций. С помощью тензодатчиков I регистрируют пластины, которые сварочная дуга пересекает в последнюю очередь. Анализ полученной кривой Zj показывает, что в начале процесса усилие в ненагретой части пластины, а значит и в заделке, является сжимающим, затем при t 300 сек оно переходит в растягивающее. Следствием изменения величины и знака усилия в заделке является то, что кривые, записанные тензодатчиками 2 и 3 наклеенными на соседние участки, не совпадают. Затем сваривают пластину на тех же режимах с приложением нагрузки к изделию, при этом измеряют деформации в незаваренной частн изделия, определяют по деформации с помощью известных формул величину и прикладывают его с обратным знаком к изделию. По полученным кривым деформаций видно, что все сечения пластины проходят через один и тот же цикл деформаций. Способ позволяет повысить точность изготовления конструкций в 1,5 - 2 раза. Формула изобретения Способ изготовления сварных конструкций, при котором в процессе сварки к изделию прикладывают растягивающую нагрузку, отличающийся тем, что, с целью повышения точности изготовления конструкций путем устранения остаточных сварочных деформаций, измеряют деформации незаваренной части изделия, по ним определяют величину и знак нагрузки в каждый момент временн и прикладывают ее с обратным знаком к изделию. Источники информации, принятые во внимание при экспертизе: 1.Шиганов Н. В. Влияние активных сил на деформации и напряжения при сварке. М., Сборник МВТУ, 1949, вып. 6. 2.Винокуров В. А. Сварочные деформации и напряжения. М., 1968, с. 181.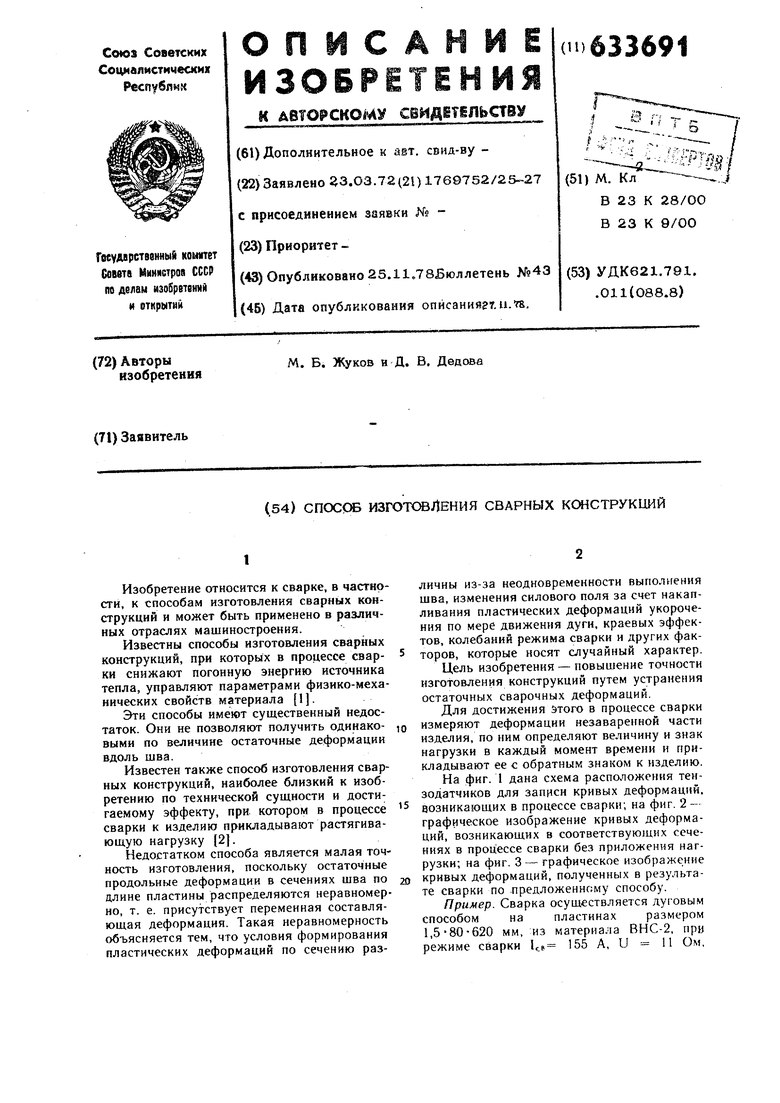
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных конструкций | 1980 |
|
SU925593A1 |
| Способ дуговой сварки стыковыхСОЕдиНЕНий | 1978 |
|
SU818785A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ изготовления сварных рамных конструкций | 1988 |
|
SU1563883A1 |
| Способ сварки стыков труб | 1980 |
|
SU893475A1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ ДЕФОРМИРОВАННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2015 |
|
RU2612463C2 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
«,««
