Изобретение относится к загрузоч- но-разгрузочным устройствам обрабатывающих машин и может найти примене- | ние в гибких автоматизированных устройствах для ориентации деталей типа болтов разных размеров.
Цель изобретения - расширение технологических возможностей путем обеспечения подачи деталей типа болтов различных типоразмеров.
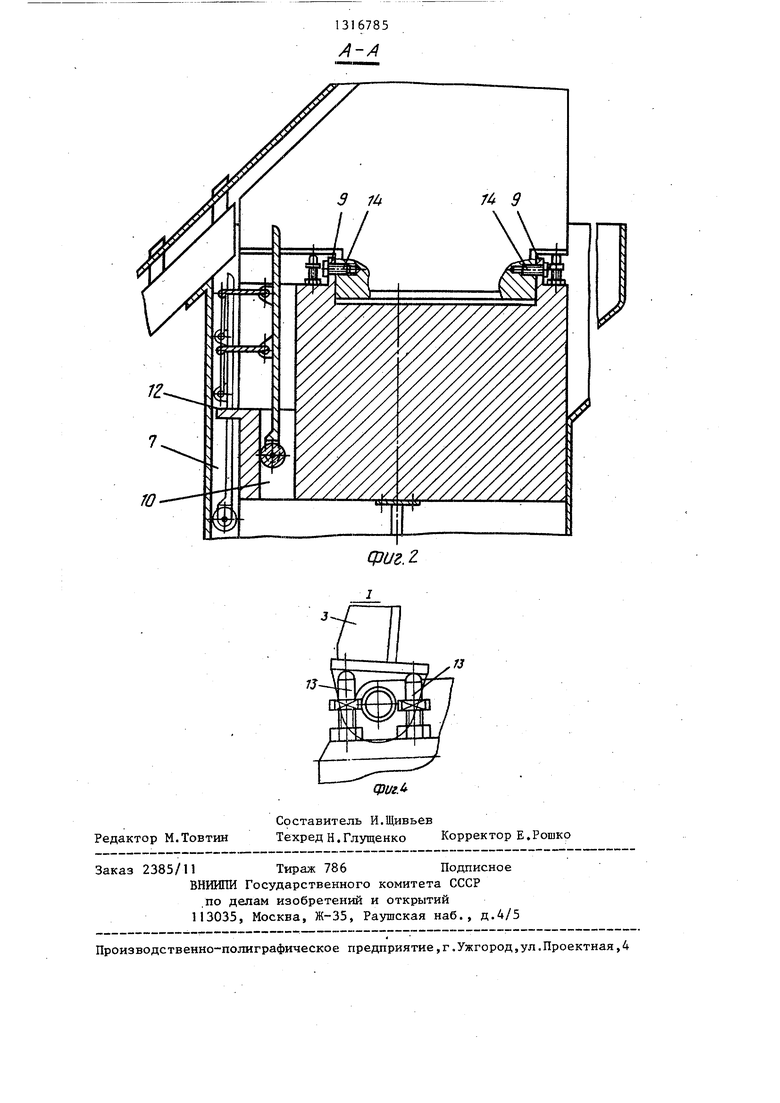
На фиг.1 изображено загрузочное устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1; на фиг.4 - узел 1 на фиг.1.
Загрузочное устройство содержит бункер 1, корпус ножевого захвата 2 с двумя регулируемыми пластинами 3, отводящий лоток 4 с планкой 5. Бун кер 1 имеет вертикальную стенку 6, возле которой размещен ножевой зах ват. По всей высоте вертикальной стенки 6 выполнен параллельный ножевому захвату продольньй паз 7, ширина которого меньше наименьшего размера ориентируемых деталей 8. В корпусе ножевого захвата 2, которьй имеет проушины 9, выполнено отверстие . 10 с вертикальной стенкой 11 в нижней части корпуса 2 на верхней поверхности выступа 12, расположенного в проеме. Регулировочные упоры 13 служат для регулировки угла наклона регулируемых пластин 3. Пластины 3, рабочие поверхности которых расположены под углом к горизонтальной плос кости, с помощью осей 14 и проущин 9 шарнирно закреплены на корпусе ножевого захвата 2. При вертикальном положении регулируемых пластин 3 их боковые поверхности параллельны. В продольном пазу 7 шарнирно закреплена планка 15 посредством двух тяг 16, одни концы которых шарнирно закреплены на внутренней стенке продольного паза 7, а вторые шарнирно закреплены на планке 15. На нижнем конце планки 15 на оси свободно насажен ролик 17. В качестве привода ножевого захвата используется цилиндр-18.
Перед заполнением емкости бункера деталями 8 шарнирно установленные регулируемые пластины 3 с помощью регулируемых упоров 13 поворачиваются на осях 14 и фиксируются на размер соответствующей детали.
Загрузочное устройство работает следующим образом.
0
5
В бункер 1, когда ножевой захват находится в-крайнем нижнем положении загружаются навалом детали 8 типа болтов. При этом под действием веса
5 тяги 16 планка 15 вместе с роликом 17 находится внизу продольного паза 7 и не выступает из его габаритов, между роликом 17 и выступом 12 имеется зазор. Под действием привода
О (цилиндра 18) ножевой захват переме- щается вверх, поднимая регулируемые пластинами 3 детали 8, часть из которых при этом ориентируется.
Во время ориентации детали 8, за висая головками на рабочих наклонных поверхностях регулируемых пластин 3, принимают вертикальное положение, при котором их стержни располагаются между пластинами. .При движении вверх ножевого захвата поднимаемые пластинами 3 детали 8, которые находятся возле вертикальной стенки 6, скользят по ней, не проваливаясь в продольный паз 7.
В результате движения корпуса ножевого захвата 2 выбирается зазор и ролик 17, соприкасаясь с выступом 12, поднимает планку 15. Вследствие подъема планки 15 параллельные тяги
16 поворачиваются,. занимая горизонтальное положение. Поворот параллельных тяг 16 обеспечивает выход планок 15 из проема в емкость бункера 1, при котором ролик 17, перекатываясь
5 по выступу 12, закатывается в отверстие 10, а планка 15 располагается между регулируемыми пластинами 3.
Во время перемещения планки 15 в сторону емкости бункера 1 детали 8
0 смещаются от вертикальной стенки 6, а при дальнейшем подъеме ножевого захвата планка 15 останавливается, перекатываясь роликом 17 по вертикальной стенке 12 отверстия 10.
5 При перемещении ножевого захвата в крайнее положение сориентированные детали 8 поднимаются вместе с регулируемыми пластинами 3, а несориентиро- ванИые детали сползают в емкость бун0 кера 1.
Во время подъема ножевого захвата, когда прекращается контакт планки 15 с ориентированной деталью 8, 5 последняя под действием своего веса и рядом расположенных на рабочих поверхностях регулируемых пластин 3 деталей 8 возвращается в первоначальное положение.
в крайнем верхнем положении ножевой захват останавливается и детали 8, находящиеся на регулируемых пластинах 3, последовательно перемещаются по наклонным рабочим поверхностям в лоток; выдачи 4, планка 5 которого препятствует зависанию деталей при их повороте от.собственного веса. Затем ножевой захват возвращается вниз, а планка 15 в исходное положение .
При полностью заполненном лотке выдачи 4 деталями, имеющими значительную длину, стержень крайней детали 8 выступает за габарит лотка. Этот выступающий стержень препятствует подъему деталей, находящихся возле вертикальной стенки чаши бункера 1.
Формула изобретения
Загрузочное устройство, содержаще бункер, ножевой захват с наклонным..
167854
заборным участком, установленный с возможностью возвратно-поступательного перемещения в вертикальной плоскости, и отводящий лоток, о т л и 5 чающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено планкой с закрепленным на ее нижнем торце роликом, щарнирно установленной в
fO продольном пазу, который вьшолнен в стенке бункера перед отводящим лотком, а в нижней части ножевого захвата вьтолнен выступ с отверстием на его верхней поверхности, размеf5 щенный в продольном пазу, причем ролик установлен с возможностью взаимодействия с верхней поверхностью выступа и отверстием, а ножевой захват снабжен двумя регулируемыми пластина- ми шарнирно установленными на егр боковых стенках и образующими с верхним торцом ножевого захвата наклонный заборный участок.
Г8
ff fffjfffffff
1316785
A-/I
Ю
We. 2.
фиг.
Редактор М.Товтин
Составитель И.Щивьев
Техред Н.Глущенко Корректор Е.Рошко
Заказ 2385/11 Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
.по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4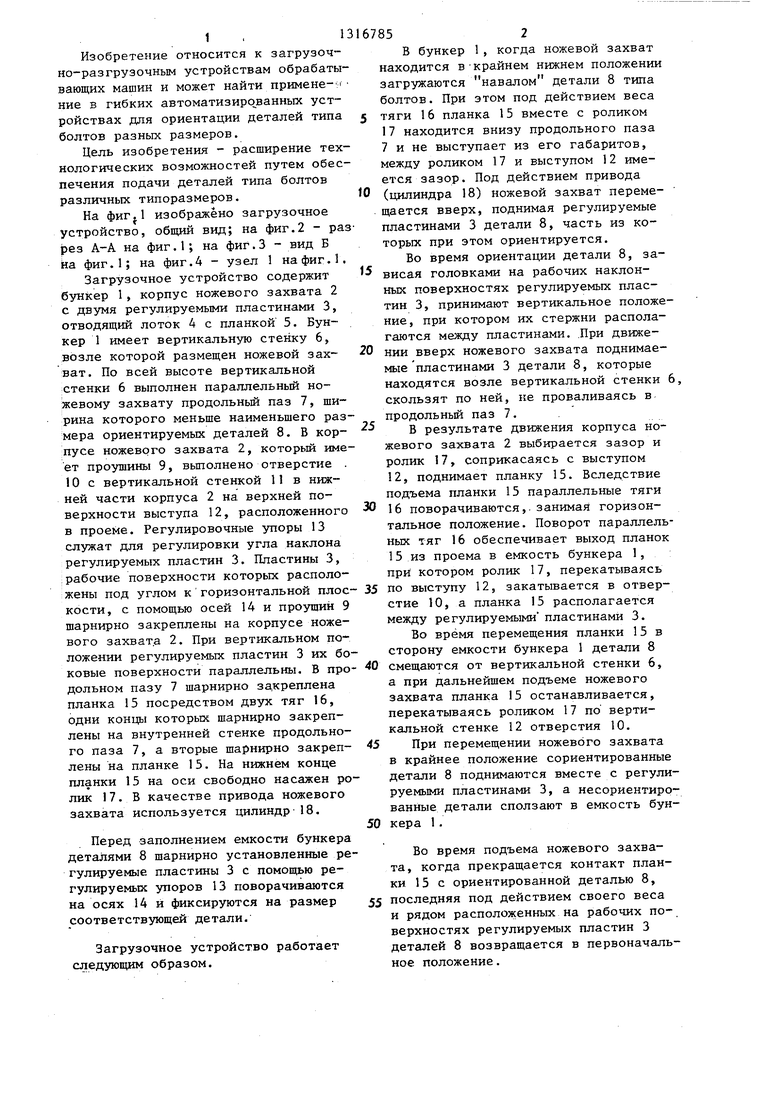

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдачи ступенчатых цилиндрических деталей | 1985 |
|
SU1301634A1 |
| Устройство для выдачи ступенчатых цилиндрических заготовок | 1981 |
|
SU961921A1 |
| Автоматическое загрузочное устройство | 1986 |
|
SU1368159A1 |
| Станок ю.в.потапова для снятия эластичных покрытий с нажимных валиков текстильной машины | 1975 |
|
SU705016A1 |
| Загрузочное устройство | 1975 |
|
SU575203A1 |
| Загрузочное устройство | 1991 |
|
SU1821332A1 |
| Устройство для подачи деталей | 1988 |
|
SU1548004A1 |
| Загрузочное устройство | 1991 |
|
SU1814607A3 |
| Автомат для разбраковки электрических сопротивлений | 1956 |
|
SU108000A1 |
| Загрузочное устройство | 1990 |
|
SU1710290A1 |
Изобретение относится к загру- зочно-разгрузочным устройствам обрабатывающих машин и может найти применение в гибких автоматизированных устройствах для ориентации деталей типа болтов. Целью изобретения является расширение технологических возможностей путем обеспечения подачи деталей типа болтов различных ти-г поразмеров. При движении .вверх ножевого захвата поднимаемые пластинами 3 детали 8 скользят по стенке 6, не проваливаясь в продольный паз, ролик 17 скользит по верхней поверхности : выступа 12, поднимая планку 15, параллельные тяги 16 поворачиваются, занимая горизонтальное положение, а планка 15 заходит между пластинами 3, перекрывая движение деталям 8 по наклонному заборному участку ножевого захвата. При последующем подъеме ножевого захвата прекращается контакт планки 15 с деталью 8 и последняя, под действием своего веса и рядом расположенных на наклонном заборном участке ножевого захвата деталей, последовательно перемещается в лоток 4. Затем ножевой захват возвращается в исходное положение. Регулировочные винты 13 для регулировки угла наклона пластин 3 шарнирно закреплены на боковых стенках корпуса ножевого захвата, что позволяет подавать по пластинам 3 различные типоразмеры деталей 8. 4 ил. а $ (Л f. Sag6 : 00 ел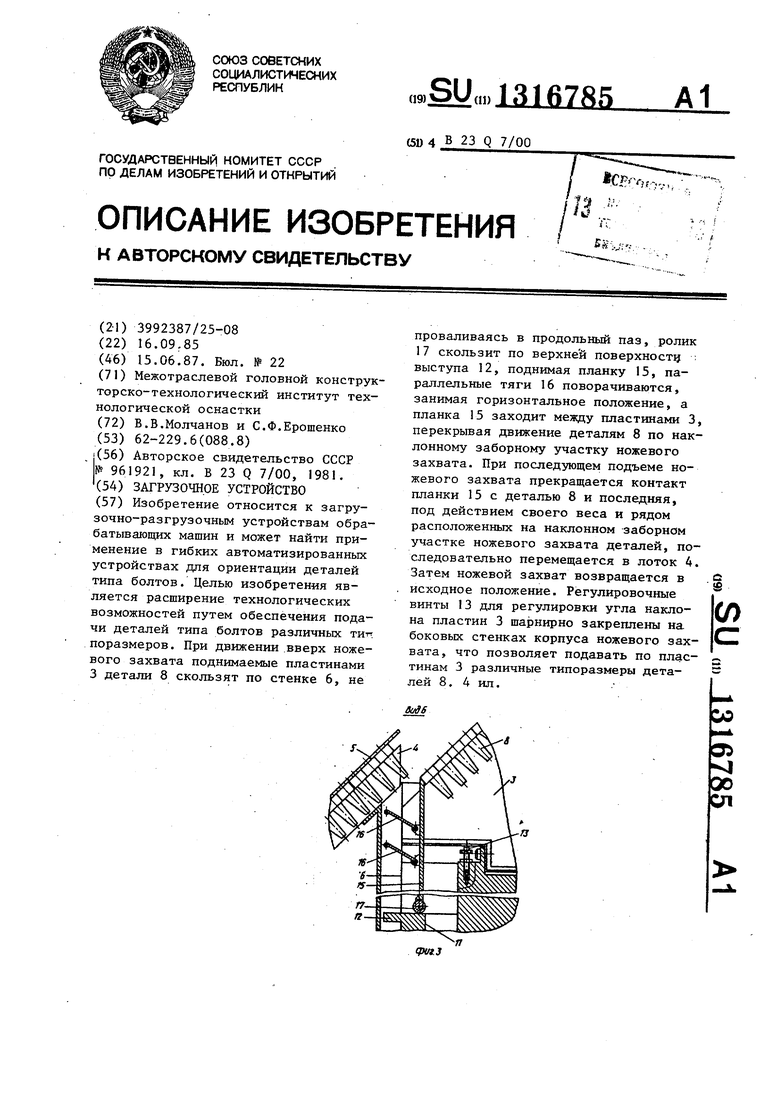
| Устройство для выдачи ступенчатых цилиндрических заготовок | 1981 |
|
SU961921A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
