Изобретение относится к области виброобработки и может быть использовано в MaiLiHiiocTpoeHUH для отделочно-упрочияющей обработки плоскостных деталей. Целью изобретения является повышение качества обработки за счет повышения 00 равномерности но поверхности детали iiyiOM обеспечения равного уровня рабочей среды над обрабатываемыми поверхностями деталей но всей их плоскости. На чорте 1 е схематично показан вариант реализации нред.чагаемого снособа. Обрабатываемая деталь 1 закреплена в контейнере 2 посредством зажимных элементов 3. В контейнере 2 находится гранулироваичая рабочая среда j4. Крнтейнер 2 зачр.пло: па платформе 5 вибромашины, сн; бжснпой инерционными вибровозбудителя.51 (), имеющими горизонтальные оси врашопии. Соединение контейнера 2 и платформы 5 выполнено посредством шарннрно-кренежных элементов 7, обеспечивающих возможность поворота контейнера в плоскости вибрации и фиксации его в необходимых УГЛОВЫХ положениях. сред обработкой деталь 1 закрепляют в положени, полученным ее поворотом, вместе с контейнером 2, из горизонтального положонпи н направлении, противоположном вргицеиию вибровозбудителей, на угол сИ, patuib--i углу естественного откоса верхнего c;K)i .У.брируюшей рабочей среды 4. После этого р;.и ) Среду загружают в контейнер и пр()и:яи)дят виброобработку детали. Под .ийсгтнкм вибрации гранулированная рабочая среда переходит в псевдоожиженноо еостоянио. Величина сс зависит от статического угла естественного откоса и параметров вибрации (амплитуды, частоты и формы траектории колебаний). Во время обработки рабочая среда в результате вибротранспортируюшего действия днища контейнера совершает циркуляционное движение вокруг детали направлении, противоположном направлению вращения вибровозбуд;1телой, при этом поверхность уровня рабочей срел.ы параллельна плоскости обрабатываемой детали. Это обеспечивает равенство высот столбов рабочей среды, находяшихся в процессе обработки над каждым участком поверхности детали, что обеспечивает одинаковую интенсивность обработки этих участков, и, как следствие, повышение равномерности и, тем самым, качества обработки поверхности детали. Пример. Проводят сравнительную обработку согласно известному и предлагаемому способам. В качестве обрабатываемой детали используют плиту, в центре которой и по краям (в плоскости вибрации) закрепляют образцы-свидетели. Шаг расположения образцов 240 мм. Материал образцоы Д16Т, размеры: длина 100 мм, ширина 20 мм, толщина 2 мм. Амплитуда колебаний по вертикали составляет 5 мм, частота колебаний 24 Гц. Форма траектории - вытянутый по вертикали эллипс с коэффициентом эллипсности 0,5. Рабочая среда - формованные абразивные гранулы ПТ 10x10. Экспериментально определяют угол естественного откоса вибрируюшей рабочей среды. Он составляет 22°. При обработке известным способом положение плоскости плиты горизонтальное. При обработке предлагаемым способом плоскость плиты вместе с контейнером поворачивают на 22° в направлении, противоположном врашению вибровозбдителей. Каждую обработку производят в течение 60 мин с реверсированием вращения вибровозбудителей через каждые 15 мин. При обработке предлагаемым способом вместе с реверсированием вращения вибровозбудителей осуществляют противоположный поворот детали на 22° от ее горизонтального положения. В таблице представлены результаты сравнительной обработки детали предлагаемы.м и известным способами. Из таблицы видно, что равномерность отделочно-упрочняющей обработки существенно повышается при обработке предлагаемым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вибрационной обработки деталей | 1980 |
|
SU952546A1 |
| Устройство для вибрационной обработки деталей | 1985 |
|
SU1298052A1 |
| Устройство для вибрационной обработки деталей | 1982 |
|
SU1076264A1 |
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| Способ вибрационной обработки деталей | 1980 |
|
SU876389A1 |
| Устройство для вибрационной обработки | 1984 |
|
SU1178571A1 |
| Установка для виброобработки деталей | 1981 |
|
SU971633A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1999 |
|
RU2173627C2 |
| Способ вибрационной обработки | 1978 |
|
SU781031A1 |
| СПОСОБ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2341364C2 |
СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ, осуществляемый в контейнере с гранулированной рабочей средой,при котором крупногабаритные детали закрепляют в плоскости, перпендикулярной вертикальной плоскости вибрации, отличающий ся тем, что, с целью повышения качества обработки плоских деталей, последние устанавливают с наклоном к горизонтальной плоскости под углом, равным углу откоса вибрационного перемещения верхнего слоя рабочей среды. & (Л М N со СП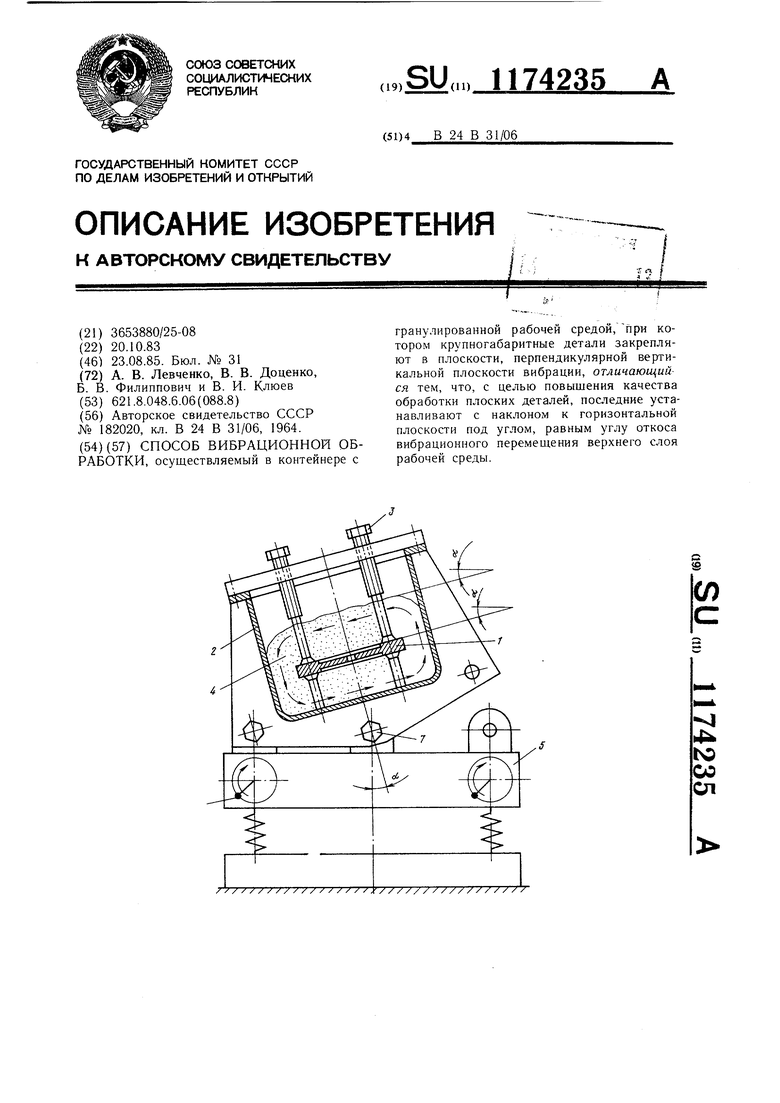
Прогиб образцов, мм: крайних (средний)
0,37
0,35
центрального
Неравномерность обработки по
съему металла, %
Неравномерность обработки по
наклепу (прогибу) образцов, %
Продолжение таблицы
rzzzi
| 0 |
|
SU182020A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
