Изобретение относится к переработке пластмасс, в частности, к прессованию из композиционных материалов изделий тина тройник.
Цель изобретения - унрон ение пресс- формы путем исключения индивидуальных приводов для перементения боков1з1х знаков и средств согласования этих нерсме- щений.
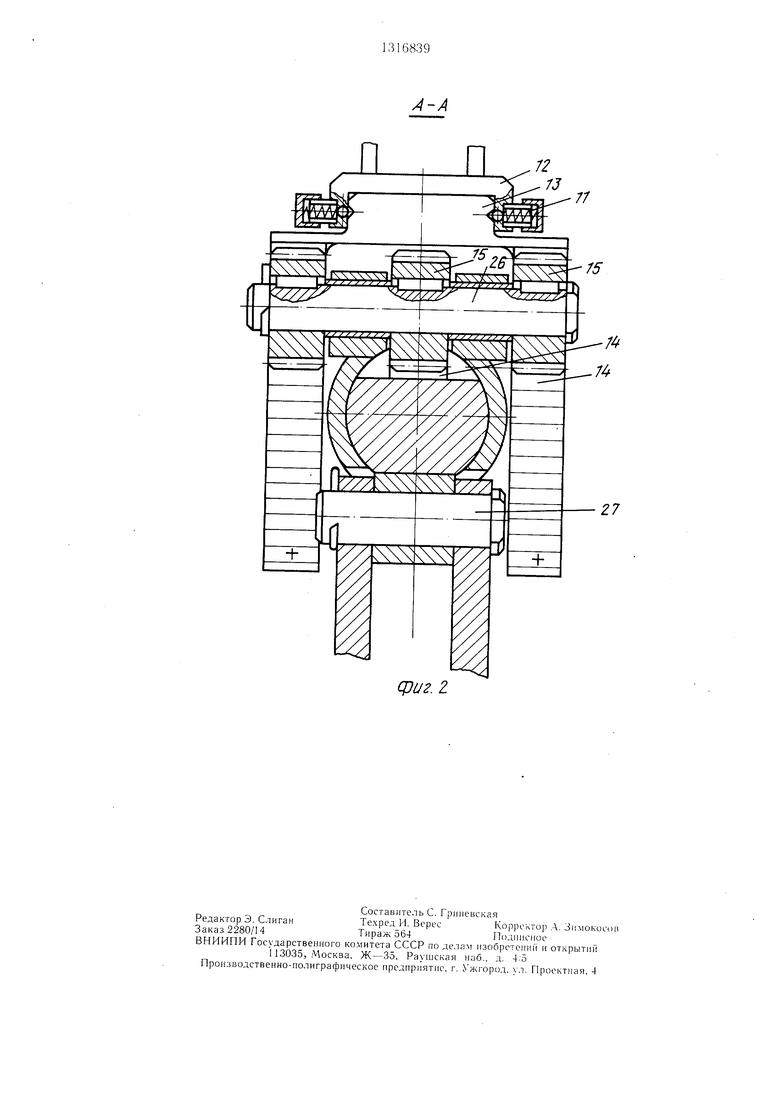
На фиг. схематически изображена пресс- форма для прессования изделий типа тройник; на фиг. 2 - разрез А-А на фиг. I.
Пресс-форма содержит верхнюю подвижную плиту 1 с опорной рамкой 2, неподвижную плиту 3, .матрицу 4, пуансон о, боковые 6 и центральный 7 знаки, телескопическую тягу, один из элементов 8 которой закреплен на подвижной плите 1, а другой элемент 9 - на нуансоне 5 при помощи прижи.мной плиты 10. Телескопическая тяга имеет средство для фиксации ее элементом 8 и 9, выполненное, например, в виде шарикового фиксатора 11. Пресс- форма содержит также средство для нере- меидения каждого из боковых знаков 6, выполненное в виде захвата 12, установленного на подвижной плите 1, и взаимодействующей с ним вилки 13. Захват 12 и вилка 13 имеют щариковый фиксатор П. Вилка 13 соединена с боковым знаком 6 иосредством реек 14, находящихся в зацеплении с щестернями 15. На боковых стенках матрицы 4 кренятся стаканы 16 и втулки 17. На опорной раме 2 закреплены копиры 18, взаимодействующие с ползупгками 19 вставок 20. Пресс-форма также содержит опоры 21 с роликами 22, разъемную вставку 23, нагревательные элементы 24, направляющие колонки 25 и осн 26 и 27.
Пресс-форма работает следующим образом.
В загрузочную камеру матрицы 4 загружают материал и включают пресс на рабочий ход. При ходе ползупа пресса вниз вместе с ним движется и верхняя подвижная плита 1, с которой соединен элемент 8 телескопической тяги. Когда нуансон 5 доходит до матрицы 4 и упирается в верхний ее край, срабатывают фиксаторы II, а вощедн ие в пазы матрицы 4 вставки 20 замыкаются ползуп1ками 19 от воздействия на них копиров 18. Затем элемепт 8 перемещается по элементу 9. При этом боковые знаки 6 начинают входить, нере.мещаясь в стаканах 16, в формующую полость матрицы 4. Эти движения обеспечиваются ходом прикрепленных к верхней подвижной плите захватов 12 и соединенных с ними при помощи фиксаторов II вилок 13 с рейками 14, которые взаимодействуют через щестер- пи 15 с рейками 14, закрепленными на
знаках 6. При этом захваты 12 фиксируются фиксатором 11. После необходимой выдержки нресс пускают на обратный ход. При этом сначала выходят боковые знаки 6 на свое исходное положение, затем срываются фиксаторы 11 захватов 12 и вилок 13, а фиксаторы 11, установленные на элементах 8 и 9, фиксируют последние.
ДaльнeйнJИЙ подъем пуансона 5 сопровождается размыканием вставок 20 под воздействием коииров 18 в результате отвода ползуи ек 19. Затем включается выталкивающая систе.ма пресса (не показана), выводит центральнЕяй знак 7, разъемную вставку 23 и готовое изделие из матрицы 4. Ориентация опорной рамки 2 и пуансона 5 относительно матрицы 4 осуществляется
направляю1цими колонками 25.
Формула изобретения
Пресс-форма для прессования изделий типа тройник, содержаидая верхнюю подвиж- иую нлиту, неподвижную плиту, матрицу, нуансон, боковые и центральный знаки и средство для их нере.мещения, отличающаяся те.м, что, с целью упрощения пресс- формы путем исключения индивидуальных приводов для переме цения боковых знаков и средств согласования этих пере.ме- щений, она снабжена телескопической тягой, имеющей средство для фиксации ее элементов, один из которых закреплен на подвижной плите, другой - на пуансоне, а средство
для пере.мещения каждого из боковых знаков выно;1нено в виде захвата, установленного на подвижной нлите, и вилки, взаимодействующих .между собой и имеющих средство для их фиксации, приче.м илка соединена с боковым знако.м посредством .механической передачи, а неподвижная плита по месту расположения бокового знака снабжена опорой с ро. гиком.
cpuz.z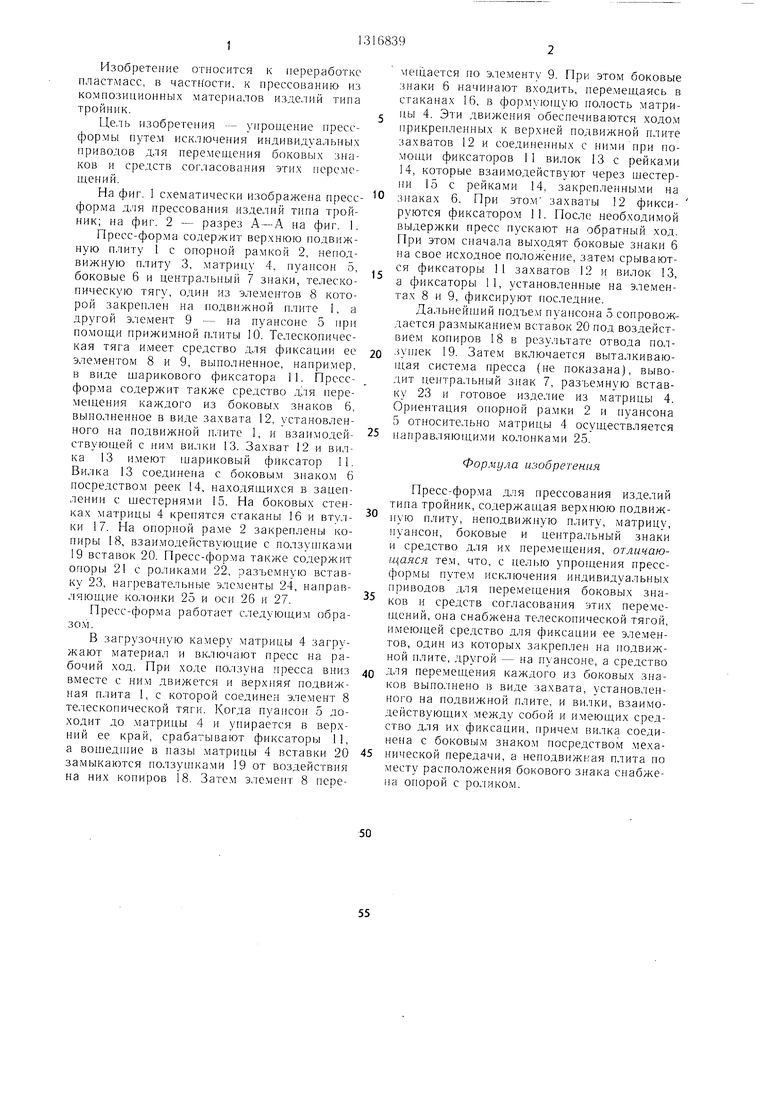
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями из полимерных материалов | 1980 |
|
SU887221A1 |
| Штамп для изготовления деталей типа втулок | 1985 |
|
SU1400752A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Гидравлический пресс для вытяжки | 1980 |
|
SU863079A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ САМОТВЕРДЕЮЩЕЙ ПЕНООБРАЗУЮЩЕЙ СМЕСИ | 2003 |
|
RU2219057C1 |
| Устройство для изготовления деталей из песчано-цементной смеси | 1971 |
|
SU727435A1 |
| Универсальный блок для изготовления изделий из пластмасс | 1980 |
|
SU956279A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
Изобретение относится к области переработки пластмасс, в частности к прессованию композиционных материалов изделий типа тройник. Цель изобретения - упрощение пресс-формы путем исключения индивидуальных нриводов для перемещения боковых знаков и средств согласования этих перемещений. Пресс-форма содержит верхнюю подвижную плиту 1, неподвижную плиту 3, матрицу 4, пуансон 5, боковые знаки 6 и центральный знак 7, телескопическую тягу, один из элементов 8 которой закреплен на подвижной плите 1, а другой элемент 9 - на пуансоне 5. Телескопическая тяга имеет средство для фиксации ее элементов 8 и 9. Пресс-форма имеет также средство для перемещения каждого из боковых знаков 6, выполненное в виде за.- вата 12, установленного на подвижной п,1И- те 1, и взаимодействующей с ним вилки 13. Захват 12 и вилка 13 имеют шариковый фиксатор 11. Вилка 13 соединена с боковым знаком 6 посредством механической пере- с дачи. 2 ил. ( сл со 05 00 со со фиг.1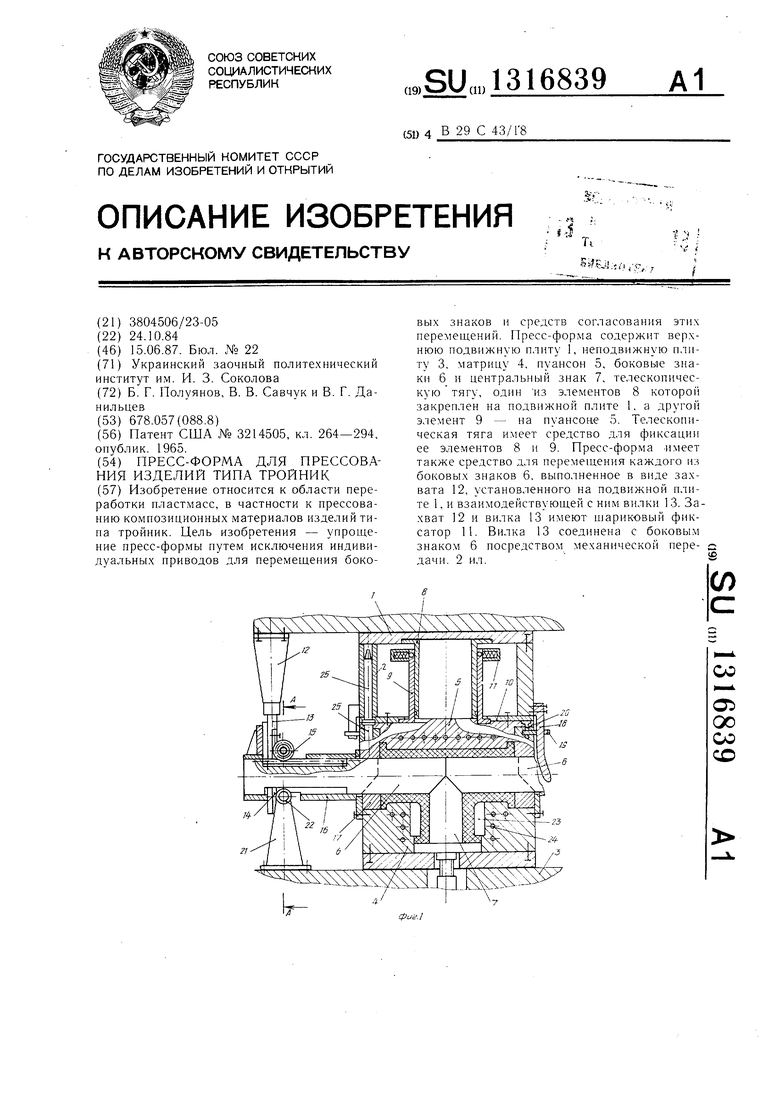
| Патент США № 3214505, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
