1
Изобретение относится к машиностроению, а именно к устройствам для поштучной выдачи деталей и может быть использовано для автоматизации и механизации процессов выдачи деталей в различных отраслях промышленности.
Цель изобретения - обеспечение поштучной выдачи деталей различной номенклатуры
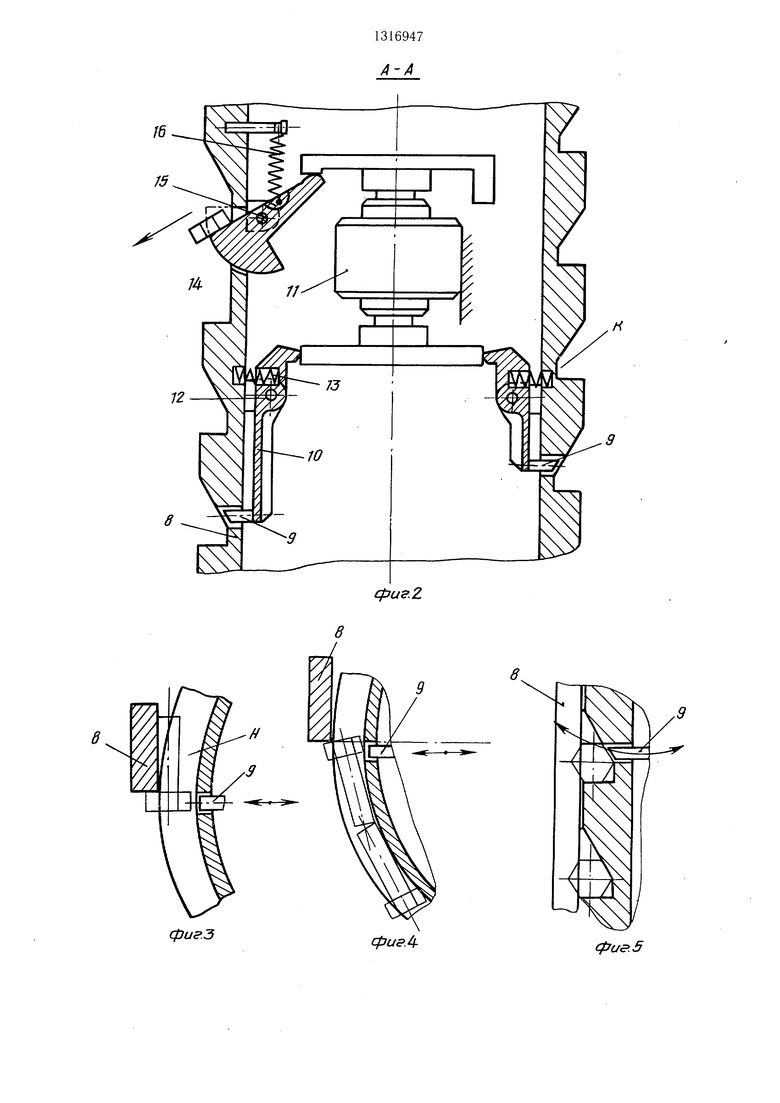
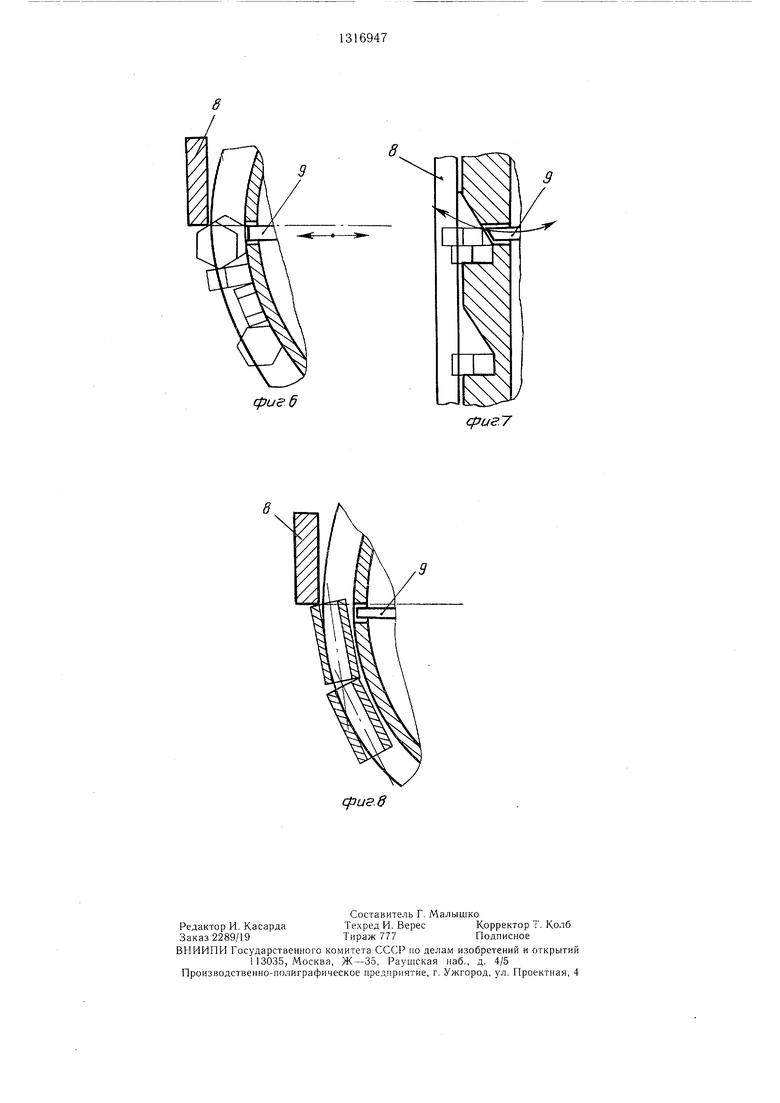
На фиг. 1 изображено загрузочное устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - положение правильно ориентированного болта, вид в плане; на фиг. 4 - транспортирование болтов на уровне толкателей, вид в плане; на фиг. 5 - взаимодействие толкателей с болтом, продольный разрез; на фиг. 6 - транспортирование гаек на уровне толкателей, вид в плане; на фиг. 7 - взаимодействие толкателей с гайками, продольный разрез; на фиг. 8 - транспортирование втулок, вид в плане.
Загрузочное устройство для поштучной выдачи деталей состоит из бункера 1, размещенного в нем транспортирующего винта 2, закрепленного на раме 3 и стойке 4 посредством пОл щипников 5 и 6. На стойке 4 закреплен привод 7, с которым связан транспортирующий винт 2. Параллельно оси винта 2 на стойке 4 установлен направляющий упор 8. Внутри радиально относительно его оси но винтовой линии над уровнем деталей в бункере 1 разме1цень толкатели 9. Последние с помощью рычага 10 С15Я- заны с приводом 11 управления. Рычаг 10 установлен на оси 12 и подпружинен пружиной 13.
Выше толкателей 9 часть витка винта вынолнена в виде новоротного рычага 14, установленного на оси 15, нодпружинернюго пружииой 16 и кинематически связанного с приводом 11 управления. В верхней части транспортирующего випта 2 установлен отводящий лоток 17.
Загрузочное устройство работает следующим образом.
Транспортируемые детали, например болты, навалом загружаются в бункер 1. При включении привода 7 транс 10ртиру1О1цнй винт 2 начинает вран1,аться5 болты в бункере 1 ворошатся и нонадают в нрострапство К между витками винта 2.
Скорость вращения транспортирующего винта 2 в каждом конкретном случае с помощью привода 7 устанавливается такой, что один оборот его Соответствует одному циклу работы рабочей маптпы.
Опираясь на нанравляющий упор 8 (фиг. 1) и находясь в сонрикосновении между собой болты, попавшие на витки вин-- та 2, поднимаются над уровнем бункера I. При этом возможны следующие варианты: болт находится го.човкой назад в кармане Н (фн1 . 3) между витками винта 2 и направляющим унором 7; болт находится головкой вперед, контактируя с направля- юпдим упором (фиг. 4).
Толкатели 9 совершают за один оборот транспортируемого винта 2 с помощью привода 11 управления одно возвратно-носту- нательное перемещение в заданном угловом положении транспортирующего винта 2 при подходе к направляющему упору 8. При этом болты, ориентированные головкой вперед (фиг. 4), сталкиваются с витка вин0 та 2 в бункер 1, а один из болтов, ориентированных головкой назад, попадает в карман Н (фиг. 3). Сталкивание болтов в бункер 1 головкой вперед повыщает вероятность попадания болта головкой назад в кар5 ман Н.
При дальнейшем вращении винта 2 болты поднимаются выше толкателей 9 и попадают на виток, выполненный в виде новоротного рычага 14. Поворотный рычаг 14 за направляющим упором 8 с помощью при0 вода 11 управления поворачивается на оси 5 и устанавливается в наклонном положении. При дальнейшем вращении винта 2 поворотный рычаг 14 сбрасывает поочередно болты, находящиеся вне кармана Н, в кер 1 и в зоне направляющего упора 8 занимает горизонтальное положение. Тем самым обеспечивается наличие на каждом витке по одному болту, что является достаточным условием согласованной поштучной выдачи болтов. В верхней части винта 2
Q болты понп учно выдаются в отводящий лоток 17.
Работа загрузочного устройства при транспортировании деталей типа «гайка аналогична работе при транспортировании болтов, только гайки не запад,ают в карман Н,
5 а находятся на поверхности витка и в контакте с направляющим упором 8. При вращении винта 2 толкатели 9 сталкивают второй ряд гаек (фиг. 7), а также гайки, расположенные на поверхности витка вертикально (фиг. 6 и 7).
При транспортировании деталей типа «втулка (фиг. 8) привод 11 управления толкателями отключается и они в работе не участвуют. В остальном работа устройства аналогична работе фи транспортировании
г болтов.
Формула изобретения
Загрузочное устройство для пощтучной выдачи деталей, содержащее бункер, транспортирующий винт, связанный с приводом и размещенный параллельно винту нанрав0 ляюший упор, отличающееся тем, что, с целью обеспечения поштучной выдачи деталей различной HOFvieHKJiaTypbi, оно снабжено толкателями и приводом их управле- пия, прн этом толкатели размещены внутри винта радиально относительно его оси над
5 уровнем деталей в бункере, а часть витка винта выше толкателей выполнена в виде поворотного рычага, кинематически связанного с приводом управления толкателями.
А-А
16
13
10
fpcie.Z
фиг.З
у9
фагЛ
фие.5
(риед
сриг.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1989 |
|
SU1615083A1 |
| Устройство для выдачи деталей | 1990 |
|
SU1763329A1 |
| Загрузочное устройство | 1981 |
|
SU1019756A1 |
| Устройство для транспортирования и ориентирования деталей | 1988 |
|
SU1590422A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Загрузочное устройство | 1982 |
|
SU1006339A1 |
| Устройство для навинчивания гаек на болты (винты) | 1979 |
|
SU770724A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1505748A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1986 |
|
RU1471421C |
| Загрузочный ротор | 1988 |
|
SU1673379A1 |
Изобретение относится к машиностроению и обеспечивает поштучную выдачу деталей различной номенклатуры. Загрузочное устройство включает бункер 1 и транспорти- руюший винт 2. Внутри винта 2 радиально относительно его оси над уровнем деталей в бункере 1 размеш.ены толкатели (Т). Выше Т часть витка винта 2 выполнена в виде поворотного рычага (ПР), кинематически связанного с приводом управления Т. Параллельно винту 2 размеш,ен направлящий упор 8, связанный с приводом винта 2. При врашении винта 2 детали, попавшие на витки винта 2, поднимаются над уровнем бункера I. При дальнейшем врашении винта 2 детали поднимаются выше Ти попадают на ПР, который с номош.ью привода управления поворачивается и устанавливается в наклонном положении. При дальнейшем вращении винта 2 ПР сбрасывает поочередно детали в бункер 1 и в зоне упора 8 занимает горизонтальное положение. Этим обеспечивается наличие на каждом витке по одной детали, что является достаточным условием согла- . сованной поштучной выдачи деталей. 8 ил. с (Р сл J фиг I со Oi со NJ 
cfjue.e
| Загрузочное устройство | 1982 |
|
SU1006339A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для подачи деталей | 1983 |
|
SU1092032A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
