Изобретение относится к обработке металлов давлением, в частности к инструменту профилегибочного стана, и может быть использовано при нроиз- водстве деталей типа гнутых профилей из металлической сетки.
Целью изобретения является повышение качества изделий за счет исключения смятия проволок, образующих сетку
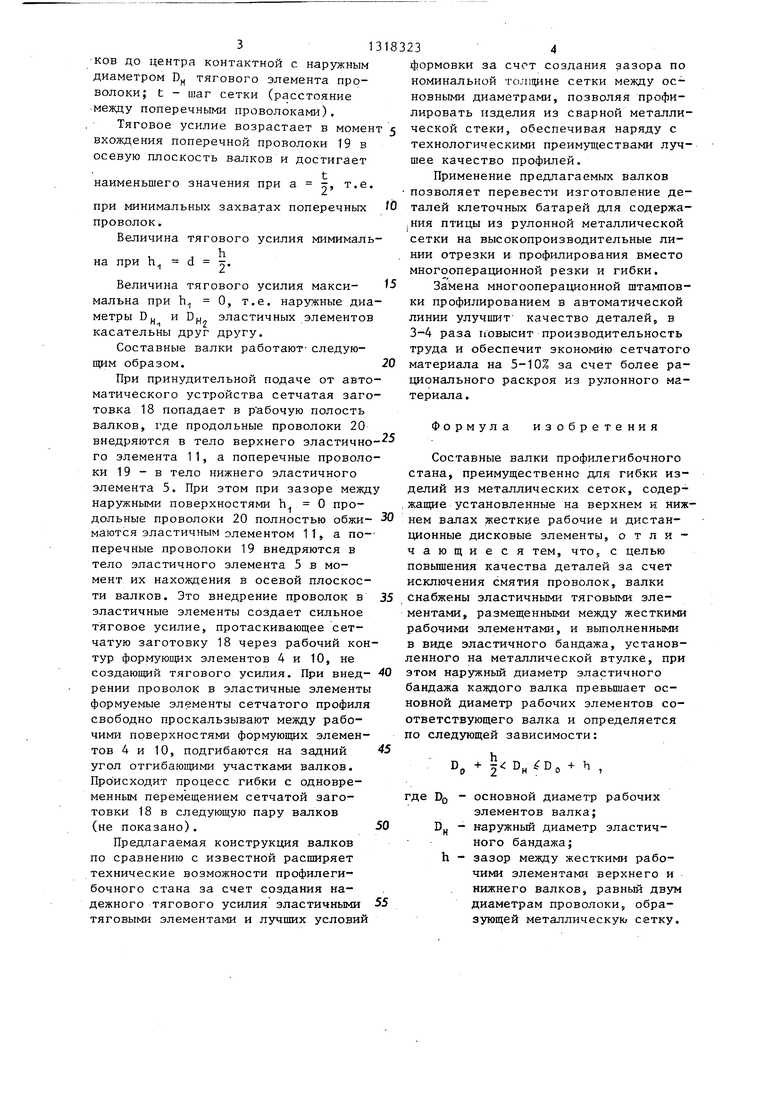
На фиг.1 изображены составные вал- ки, продольный разрез в осевой плоскости; на фиг.2 - сечение А-А на фиг.1.
Составные валки профилегибочного стана состоят из нижнего 1 и верхне- го 2 составных валков.
Нижний составной валок 1 установлен на рабочем валу 3 и состоит из формующих жестких дисковых элементов 4 с основным диаметром DQ, располо- женного между ними эластичного цилиндрического элемента .5 с наружным
диаметром D. , состоящего из жесткоп
го металлического основания 6 и эластичного бандажа 7 в виде литой втулки из твердой резины или полиуретана установленной с натягом на основание 6, и дистанционных втулок 8.
Верхний составной валок 2 установлен на рабочем валу 9 и состоит из формуюищх цилиндрическо-конусных жестких элементов 10 с основным диаметром D(,2 , расположенного между ними эластичного элемента 11с наружным диаметром D , состоящего из жесткого металлического основания 12 и эластичного бандажа 13 в виде литой втулки из твердой резины или полиуретана, установленной с натягом на основании 12.
Составные нижний 1 и верхний 2 валки кинематически связаны с соответствующими рабочими валами 3 и 9 посредством шпонок 14 и 15 и закреплены зажимными гайками 16 и 17. Верх НИИ и нижний валки, сведенные до зазора между формующими рабочими элементами: дисковыми 4 и конусно-цилиндрическими 10, равного толщине сетки по номинальному размеру в два диаметра сетки li, образуют рабочий контур валков. Нижний 1 и верхний 2 валки в сборе в сочетании с приводом рабочих валов образуют клеть.
Величина основных диаметров Dg и DOJ на соответствующих рабочих валах 3 и 9 зависит от соотношения угловых скоростей вращения со и Wi нижнего и верхнего рабочих валов и имеет обратно пропорциональную зависимость:
. 2
D
ог
W.
где и, - угловая скорость нижнего
вала;
W2- угловая скорость верхнего вала.
UJ,
При передаточном отношении 1
г
диаметры D и о равны между собой. Наружные диаметры эластичных элементов D и D находятся в следую-, щей зависимости от основных диаметров DO и DO : .
0,+ 2 , 0, + П;
.
D,
+ h.
При зазоре ручья между формующими элементами верхнего 2 и нижнего 1 валков, равном номинальной толщине сетчатой заготовки 18 по зависимости h 2 d, зазор между тяговыми элементами валков определяется зависимостью
O.h..|,
5 0
5 0
5
где h - зазор между рабочими поверхностями формующих элементов валков;
h. - зазор между наружными диаметрами тяговых эластичных элементов 5 и 11; d - диаметр проволоки сетки.
При гибке сетки в валках профилегибочного стана величина тягового усилия зависит от величины зазора между тяговыми элементами, диаметра тяговых элементов валков и расстоя- ния между поперечными проволоками 19 сетчатой заготовки 18.
При соотношениях зависимости
(, + h, если
проволока, перемещаемая по уровню формовки профиля, входит в контакт с наружным диаметром эластичного тягового элемента D,, на расстояние
И
от осевой плоскости валков, создается постоянное тяговое усилие для перемещения заготовки, при этом а- расстояние от осевой плоскости вал0 i h 2 и D,
ков до центра контактной с наружным диаметром D, тягового элемента проволоки; t - шаг сетки (расстояние между поперечными проволоками).
Тяговое усилие возрастает в момен вхождения поперечной проволоки 19 в осевую плоскость валков и достигает
t наименьшего значения при а , т.е.
при минимальных захватах поперечных проволок.
Величина тягового усилия мимимальна при h d .
Величина тягового усилия макси- мальна при h О, т.е. наружные диаметры D и D эластичных элементов касательны друг другу.
Составные валки работают-следующим образом.
При принудительной подаче от автоматического устройства сетчатая заготовка 18 попадает в р абочую полость валков, где продольные проволоки 20 внедряются в тело верхнего эластично го элемента 11, а поперечные проволоки 19 - в тело нижнего эластичного элемента 5. При этом при зазоре межд наружными поверхностями h. О продольные проволоки 20 полностью обжи- маются эластичным элементом 11, а поперечные проволоки 19 внедряются в тело эластичного элемента 5 в момент их нахождения в осевой плоскости валков. Это внедрение проволок в эластичные элементы создает сильное тяговое усилие, протаскивающее сетчатую заготовку 18 через рабочий контур формуюпр х элементов 4 и 10, не создаюпщй тягового усилия. При внед- рении проволок в эластичные элементы формуемые элементы сетчатого профиля свободно проскальзывают между рабочими поверхностями формующих элементов 4 и 10, подгибаются на задний угол отгибающими участками валков. Происходит процесс гибки с одновременным перемещением сетчатой заготовки 18 в следующую пару валков (не показано).
Предлагаемая конструкция валков по сравнению с известной расширяет технические возможности профилеги- бочного стана за счет создания надежного тягового усилия эластичными тяговыми элементами и лучших условий
формовки за счет создания зазора по номинальной .гпдине сетки между основными диаметрами, позволяя профилировать изделия из сварной металлической стеки, обеспечивая наряду с технологическими преимуществами лучшее качество профилей.
Применение предлагаемых валков позволяет перевести изготовление деталей клеточных батарей для содержа- .ния птицы из рулонной металлической сетки на высокопроизводительные линии отрезки и профилирования вместо многооперационной резки и гибки.
Замена многооперационной штамповки профилированием в автоматической линии улучшит качество деталей, в 3-4 раза повысит производительность труда и обеспечит экономию сетчатого материала на 5-10% за счет более рационального раскроя из рулонного материала.
Формула изобретения
Составные валки профилегибочного стана, преимущественно для гибки изделий из металлических сеток, содер- , жащие установленные на верхнем и ниж нем валах жесткие рабочие и дистанционные дисковые элементы, отличающиеся тем, что, с целью повьшения качества деталей за счет исключения смятия проволок, валки снабжены эластичными тяговыми элементами, размещенными между жесткими рабочими элементами, и выполненными в виде эластичного бандажа, установленного на металлической втулке, при этом наружный диаметр эластичного бандажа каждого валка превьшгает основной диаметр рабочих элементов соответствующего валка и определяется по следующей зависимости:
0„ + ,.D, + h ,
где DO - основной диаметр рабочих
элементов валка; Вц - наружный диаметр эластичного бандажа;
h - зазор между жесткими рабочими элементами верхнего и нижнего валков, равный двум диаметрам проволоки, образующей металлическую сетку.
10 12 13 15 IД I f I
Фиг.1
И-А
HH,
Фиг.г
Составитель Л.Самохвалова Редактор И.Николайчук Техред М.Ходанич .Корректор-С,Шекмар
Заказ 2456/8
Тираж 732Подписное
ВНИРШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4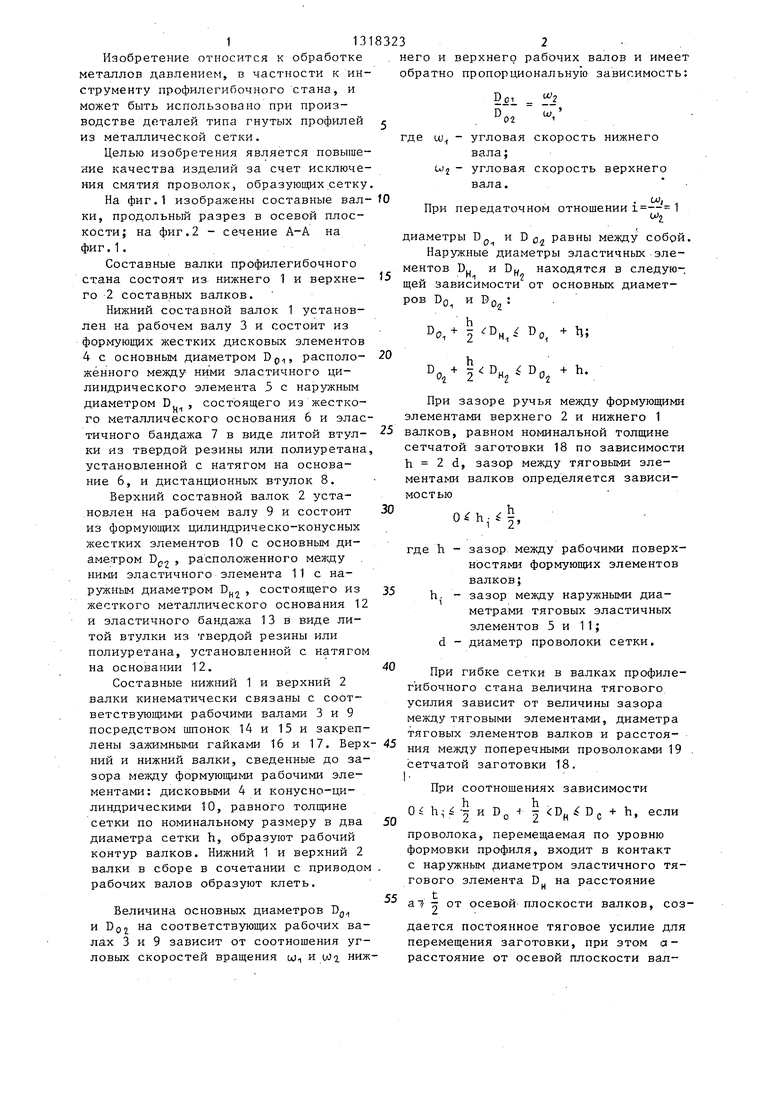
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть профилегибочного стана | 1982 |
|
SU1094641A2 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Валок профилегибочного стана | 1980 |
|
SU995972A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2374023C2 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2024 |
|
RU2834940C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Валок профилегибочного стана | 1988 |
|
SU1583201A1 |
Изобретение относится к обработке металлов давлением, в частности к инструменту профилегибочного стана, и может быть использовано при производстве деталей типа гнутых профилей из металлической сетки. Цель изобретения - повышение качества изделий за счет исключения смятия проволок, образующих сетку. Составные валки профилегибочного стана содержат краевые рабочие жесткие формующие элементы и эластичные тяговые элементы, размещенные между формующими элементами и вьтолненные в виде эластичного бандажа, установленного на металлической втулке. Наружный диаметр эластичного бандажа и основной диаметр формующих элементов каждого валка связаны расчетной зависимостью. При попадании заготовки в рабочую полость валков внедрение проволок в эластичные элементы создает тяговое усилие, протаскивающее заготовку через рабочий контур формующих элементов. 2 ил. с 5 (Л 00 00 со
| Валок профилегибочного стана | 1980 |
|
SU995972A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
