11
Изобретение относится к машинам для сварки давлением, в которых требуется корректировка соосности соединяемых заготовок и является усовершенствованием машины по авт.св. № 1258659.
Цель изобретения -. расширение технологических возможностей и упрощение нападки машины, а также повьше- ние качества сварного соединения.
На фиг. 1 изображена машина для сварки давлением, общий вид, на фиг. 2 - узел I на фиг. 1; на фиг.З узел 11 на фиг. 1.
Машина для сварки давлением содержит неподвижные колонны, смонтированные на корпусе 1, подвижную колонну 2 с зажимом 3 для заготовки, ;установленну1о на связанных с неподвижными колоннами направляющих 4,ци- линдр 5 привода осевого сжатия и механизм центрирования свариваемых заготовок. Механизм центрирования свариваемым заготовок выполнен в виде установленной в подвижной колонне 2 с возможностью вращения цилиндрической шпонки б с эксцентричным выступом 7, образующим с зажимом 3 шар- нирное сферическое соединение. Шпон- ка 6 фиксируется гайкой 8, а зажим 3 для заготовки - болтами 9, при этом расстояние мелсду осью выступа 7 и осью зажима 3 равно расстоянию между осями шпонки 6 и выступа 7.
Машина имеет фрикционные элементы 10, установленные между подвижной колонной 2 и зажимом 3 для заготовки, контактирующие с подвижной колонной 2 и подпружиненные пружинами 11 относительно зажима 3 для заготовки 12
Фрикционные элементы 10 могут быть выполнены в виде втулок, установленных на гладких цилиндрических поверхностях болтов 9 (фиг.2). Если же длина гладкой цилиндрической части болтов 9 недостаточна для установки на них пружин 11 с необходимым усилием предварительного сжатия, то фрикционные элементы 10 могут быть вьтолнены в виде гильз, установленных с возможностью перемещения в зажиме 3 и равномерно размещерных по окружности в зажиме 3 между болтами 9 (фиг, 3).
Машина для сварки давлением работает следующим образом.
После фиксирования заготовок в зажимах для повышения качества сварного соединения перед сваркой произ12
водят корректировку соосности заготовок. С этой целью зажим 3 вместе с выступом 7 поворачивают вокруг оси шпонки 6. Одновременно зажим 3 поворачивают вокруг оси выступа 7 до
совмещения торца заготовки 12 с торцом заготовки, установленной на неподвижной колонне. При этом ось заготовки 1 2 может занять любое положение
в пределах круга, лежащего в плоскости, перпендикулярной оси заготовки 12, радиус которого равен удвоенному расстоянию между осями шпонки 6 и выступа 7.
В случае, если расстояние между осями шпонки и выступа не равно расстоянию между осью выступа 7 и осью зажима 3, то вокруг оси шпонки образуется нежелательная зона недрсягаемости оси заготовки 12.
Поскольку оба вращения происходят одновременно, то корректировка соосности заготовок в виде совмещения их торцов в вертикальной и горизонтальной плоскостях происходит достаточно быстро.
Далее производят корректировку соосности в виде непараллельности осей совмещенных торцов заготовок.
С этой целью на необходимую величину вкручивается каждый из болтов 9. . Взаимодействие болтов 9 с подвижной колонной 2 способствует повороту зажима 3 на опорной сферической поверхности выступа 7 в плоскости его оси.
Необходимое положение зажима 3, соответствующее совмещению торцов соединяемых заготовок и параллельности их осей, фиксируется болтами 9.
Поскольку шпонка 6 упирается в колонну 2 гайкой 8, а выступ 7 своей опор- ной сферической поверхностью упирается в зажим 3, то усилие болтов 9 замыкается на работающей на растяжение
шпонке 6.
После корректировки соосности соединяемых заготовок в виде несовмещения их торцов (когда болты 9 рас- стопорены и не уперты в колонну 2)
при ввинчивании болтов 9 в резьбовые отверстия зажима 3 для корректировки соосности в виде непараллельности осей заготовок и фиксирования уста- .новочного положения зажима 3 нет необходимости его удерживать от поворота на оси выступа 7, вызванной ие- уравновещенными массами зажима 3, поскольку он удерживается в заданном положении силами трения, возникающи313
ми между подвижной колонной 2 и фрикционными элементами 10, подпружиненными относительно зажима 3, что упрощает наладку машины.
После фиксирования заданного положения зажима 3, соответствующего откорректированному положению соединяемых заготовок, под действием усилия цилиндра 5 привода осевого сжатия начинается известный цикл сварки
Предлагаемая машина для сварки давлением имеет широкие технологические возможности, поскольку позволяет корректировать положение торцов заготовок и непараллельности их осей в любой плоскости, что улучшает качество сварного соединения и уменьшает припуск на механическую обработку перед сваркой.
1 .4
Применение в машине фрикционн ых элементов уменьшает время наладки машины и упрощает технологичеЬкий цикл наладки.
Формула изобретения
Машина для сварки давлением по авт.св. № 1258659, отличающаяся тем, что, с целью расширения технологических возможностей и упрощения наладки машины, а также повьш1ения качества сварного соединения, контактирующая поверхность эксцентричного выступа шпонки выполнена сферической, а машина снабжена подпружиненными относительно зажима для заготовки фрикционными элементами, смонтированными между под- . вижной колонной и зажимом для заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1985 |
|
SU1303319A1 |
| Машина для сварки давлением | 1985 |
|
SU1258659A1 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1386403A1 |
| Машина для сварки трением | 1985 |
|
SU1238929A1 |
| Машина для сварки дугой, вращающейся в магнитном поле | 1988 |
|
SU1712090A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1980 |
|
SU904941A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| Машина для сварки трением | 1985 |
|
SU1303332A1 |
| Машина для сварки трением | 1988 |
|
SU1611647A1 |
| Способ центрирования заготовок в стыковых машинах для сварки давлением | 1986 |
|
SU1481000A1 |
Изобретение относится к области сварки давлением. Изобретение расширяет технологические возможности машины, упрощает наладку и повышает качество сварного соединения. Это достигается за счет обеспечения корректировки положения торцов свариваемых заготовок и их осей. Для этого эксцентричный выступ 7 шпонки 6 вьтолнен в виде сферы и образует с зажимом 3 для заготовки 12 шарнирное сферическое соединение. Машина снабжена фрикционными элементами, установленными между подвижной колонной 2 и зажимом 3, контактирующими с колонной 2 и подпружиненными относительно зажима 3. Корректировка положения торцов свариваемых заготовок производится путем вращения выступа 7 относительно оси шпонки 6, а также вращением зажима 3 вокруг оси выступа 7. При расстопоренных болтах 9 зажим 3 удерживается силами трения между фрикционными элементами 10 и колонной 2. Корректировка соосности свариваемых заготовок производится с помощью болтов 9 при повороте зажима 3 на опорной сферической поверхности выступа 7 шпонки 6. 3 ил. (Л К N)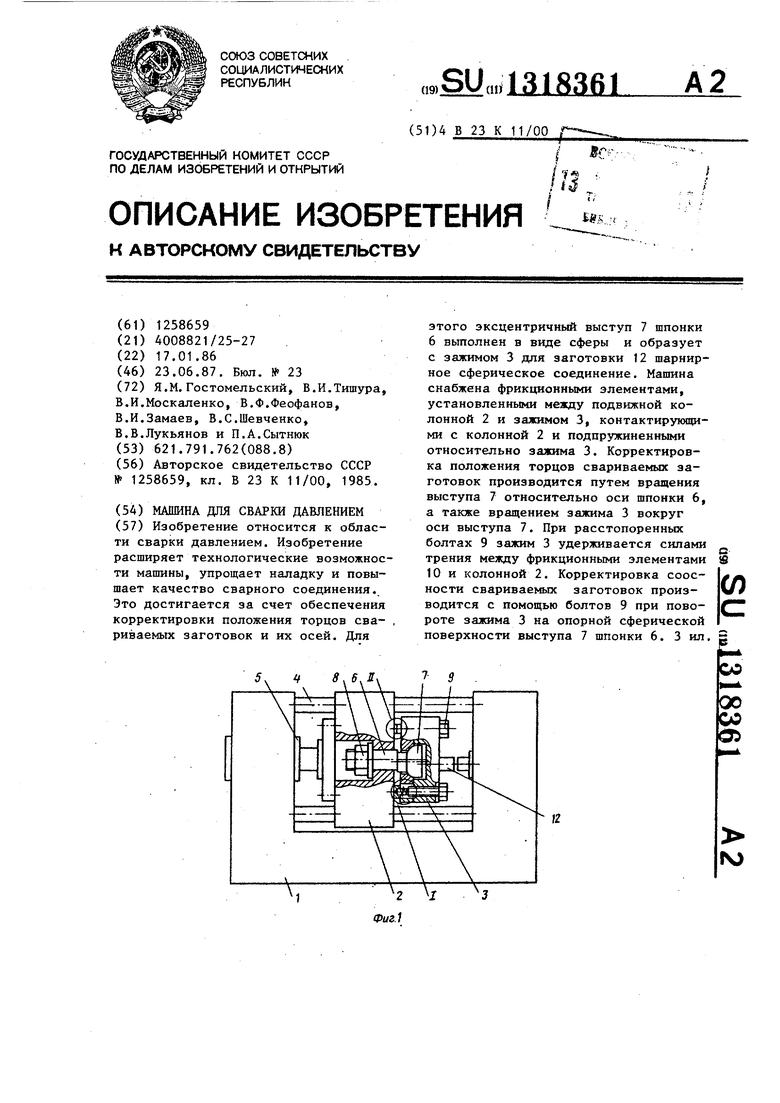
Составитель К. Быковец Редактор С. Патрушева Техред В.Кадар Корректор В.Бутяга
Заказ 2458/10 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород,.ул. Проектная, 4
| Машина для сварки давлением | 1985 |
|
SU1258659A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
