11
Изобретение относится к технологи изготовления коллекторов из углеродных кгатериалов и может быть использовано в электромашиностроении.
Цель изобретения - упрощение технологического процесса и понижение дефектности коллекторов.
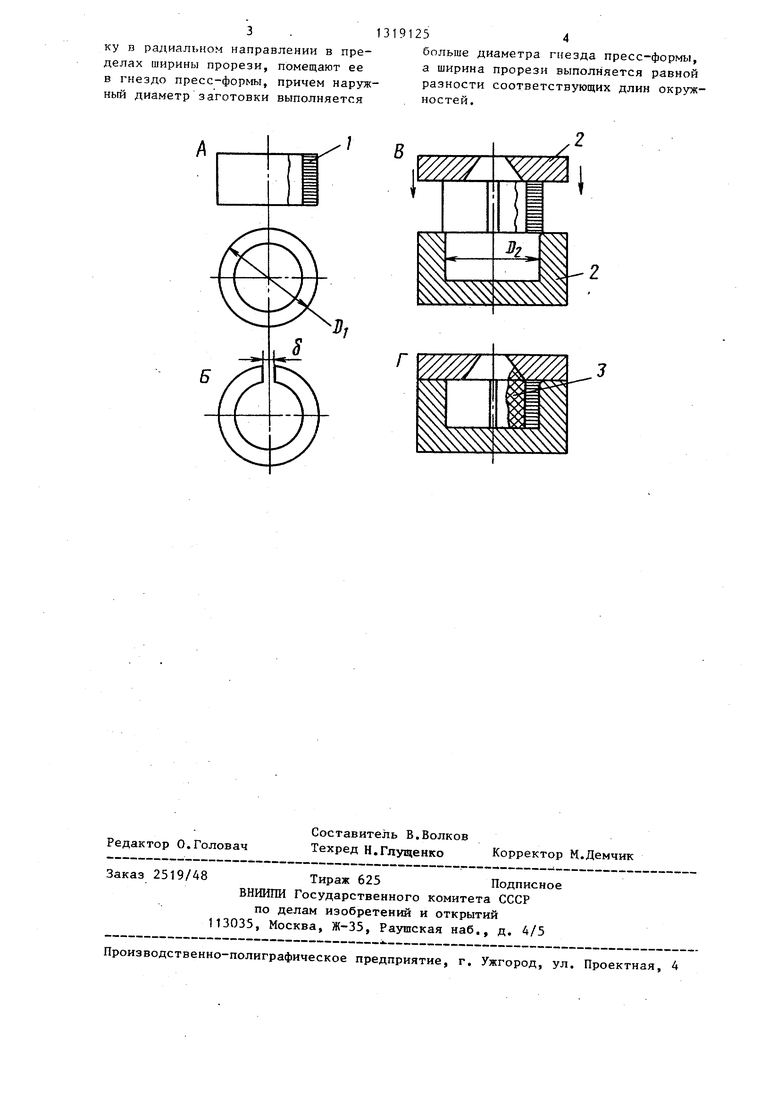
На чертеже дана схема осуществления способа.
Изготовление коллектора осуществляется следующим образом. Трубчатую углеродную заготовку 1 выполняют с наружным диаметром на 0,1-0,2 мм больще диаметра гнезда в пресс-форме 2, нагретой до рабочей температуры (позиция А). В заготовке 1 выполняют сквозной паз в аксиальном наорав- лении (позиция Б) шириной if (I),- - Dg), где D - наружный диаметр углеродной заготовки, Dj, - диаметр гнезда пресс-формы. Помещают заго- товку со сквозным пазом в гнездо пресс-формы 2, причем сжатие заготовки в пределах ширины паза происходит, например, за счет округления края гнезда пресс-формы в процессе погружения заготовки в гнездо (позиция В). Далее производят опрессов- ку заготовки пластмассой 3 (позиция г) и механическую обработку,,
Выполнение сквозного аксиального паза в трубчатой заготовке позволяет использовать упругие свойства углеродных материалов для обеспечения плотного прилегания заготовки к стенке гнезда пресс-формы. Способность разрезной заготовки к упругой деформации позволяет отказаться от опрес- совочных колец и в то же время избежать разрушения заготовок при оп- рессовке из-за технологического разброса наружного диаметра заготовки, диаметра гнезда и температуры пресс-формы.
Аксиальный паз в углеродной трубчатой заготовке может быть выполнен одновременно с получением заготовки, например, методами горячего прессования, экструзии и т.п., либо про- резанием паза в цельной заготовке.
Приме р. Изготавливают партию коллекторов для электродвигателя насоса Кама, Углеродные трубчатые заготовки получают методом прямого горячего прессования из пресс-материала углеграфитового класса Г21. Наружный диаметр заготовок 44,2+0,05 Для опрессовки пластмассой применяют пресс-форму с диаметром гнезда
52
44,06 мм. В каждой заготовке профре- зероЕ1Ывают сквозной паз, причем для обесггечения сохранности заготовок с наружным диаметром, равным верхнему
пределу поля допусков, в формуле для расчета ширины паза используют диаметр заготовки 44,25 мм. Расчетная ширина паза i/ 0,597 мм. Для фрезерования паза принимают
стандартный инструмент с шириной
реза 0,6 мм. Все заготовки после фрезерования паза поочередно помещают в пресс-форму и опрессовывают пластмассой АГ-4В методом прямого прессования. На поверхности углеродных заготовок после опрессовки их пластмассой сохраняются пазы, заполненные пластмассой из-за неполного смыкания краев. Наибольшая ширина оставшегося паза 0,32 мм. Оставшиеся пазы используют в качестве меток для фрезерования пазов в спрессованных заготовках при делении их на коллекторные пластины. Поскольку межламельное расстояние 0,6 мм, то предельная ширина оставшегося паза не препятствует дальнейшему формированию коллектора.
Использование предлагаемого способа изготовления углеродных коллекторов по сравнению с известным позво- . ляет исключить разрушение углеродных заготовок при опрессовке их пластмассой, понижает уровень дефектности коллекторов, повьшгает стабильность технологического процесса, понижает металлоемкость технологии в связи с исключением из технологического процесса технологических колец, сокращает количество операций, в том числе тех, для выполнения которых требуется высокая квалификация исполнителей, тем самым упрощает технологию изготовления коллектора в целом.
Формула изобретения
Способ изготовления коллектора электрических машин, включающий изготовление углеродной трубчатой заготовки, опрессовку ее пластмассой и механическую обработку, отличающийся тем, что, с целью упрощения технологического процесса и понижения дефектности коллекторов, в углеродной трубчатой заготовке выполняют сквозную прорезь в аксиальном направлении, сжимают заготов3 . 13191254
ку в радиальном направлении в пре- больше диаметра гнезда пресс-формы, делах ширины прорези, помещают ее а ширина прорези выполняется равной в гнездо пресс-формы, причем наруж- разности соответствующих длин окружный диаметр заготовки выполняется ностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1185463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041539C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Кольцевая заготовка коллекторов электрических машин | 1989 |
|
SU1721678A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Способ изготовления углеродного коллектора с контактными элементами | 1985 |
|
SU1365208A1 |
| Способ изготовления торцевого коллектора электрической машины | 1981 |
|
SU982123A1 |
| Способ изготовления цилиндрической трубчатой детали | 1986 |
|
SU1696060A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
Изобретение относится к электромашиностроению. Целью изобретения является упрощение технологического процесса и понижение дефектности коллекторов. Трубчатую углеродную заготовку выполняют с наружным диаметром на 0,1-0,2 мм больше диаметра гнезда в пресс-форме, нагретой до рабочей температуры. В заготовке выполняют паз в аксиальном направлении. Помещают заготовку со сквозным пазом в гнездо пресс-формы, причем сжатие заготовки в пределах ширины паза происходит, например, за счет округления края гнезда пресс-формы в процессе погружения заготовки в гнездо. Далее производят опрессовку заготовки пластмассой и механическую обработку. Способность разрезной заготовки к упругой деформации позволяет отказаться от опрессовочных колец и избежать разрушение заготовок при оп- рессовке. 1 ил. Ш (Л
Редактор О.Головач
Составитель В.Волков
Техред Н.Глущенко Корректор М.Демчик
2519/48
Тираж 625Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Полимерная композиция | 1974 |
|
SU886489A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
