113
Изобретение относится к металлургии и может быть использовано в про- ;Катном производстве при изготовлении двутавров с изменяющимся по длине поперечным сечением, в частности равнопрочных двутавров. Такие профили могут найти применение при изготовлении узлов и элементов конструкций машин и сооружений, нагрузка на которые и зменяется по длине, в частности при изготовлении двухопорных балок в железнодорожных платформах, дизель- генераторах и т.д.
Целью изобретения является получение переменной по длине высоты стенки двутаврового профиля.
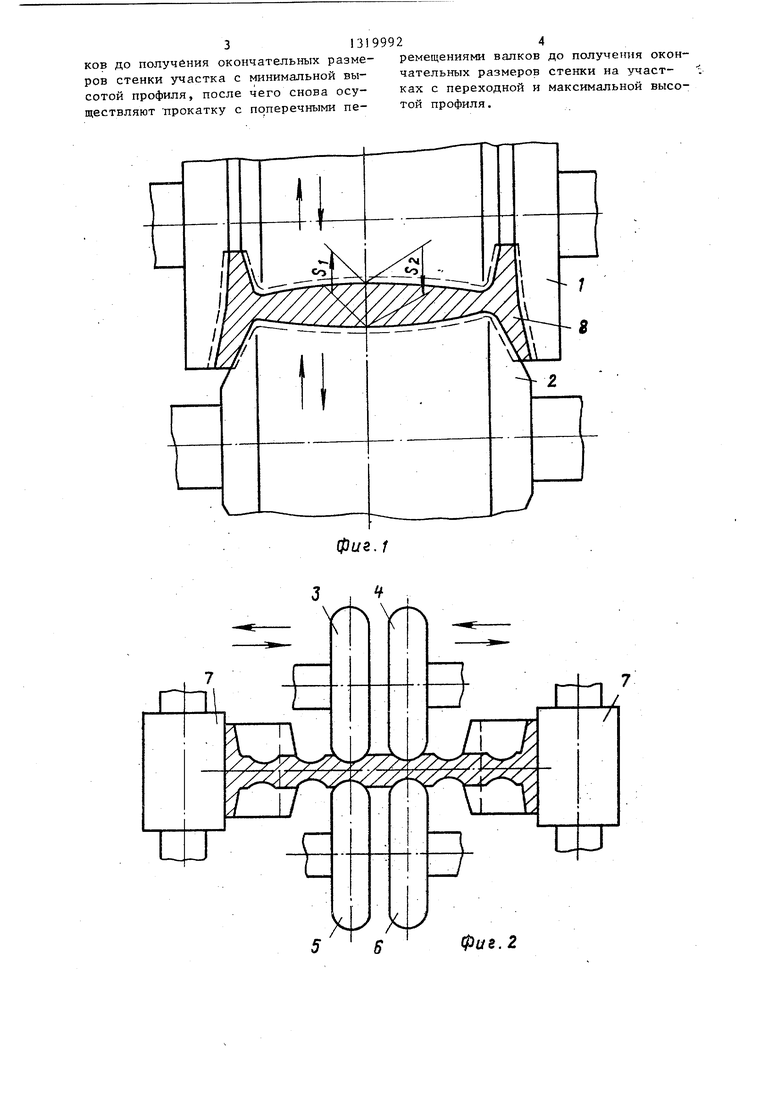
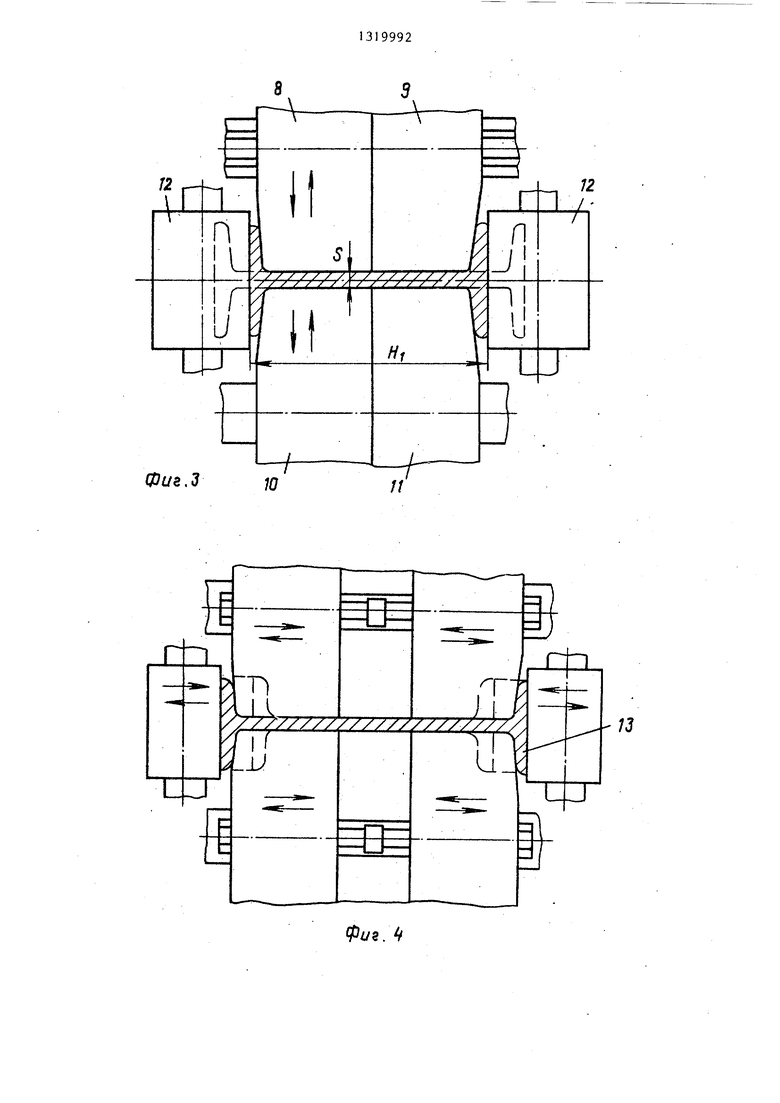
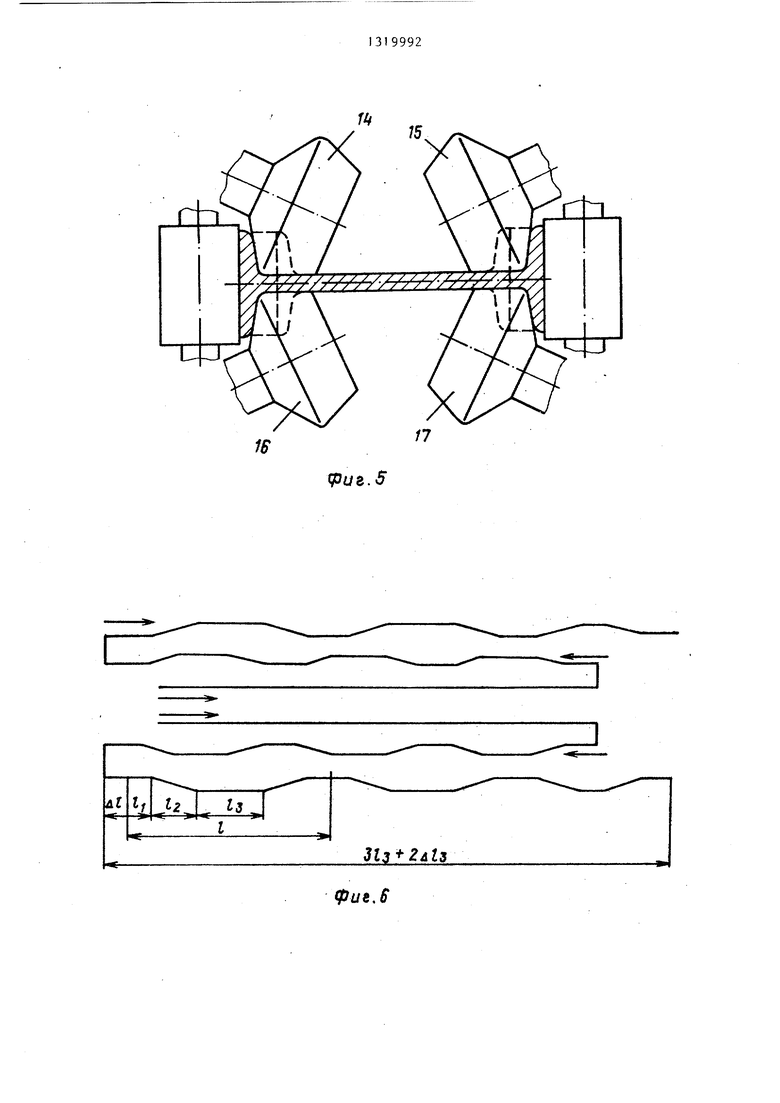
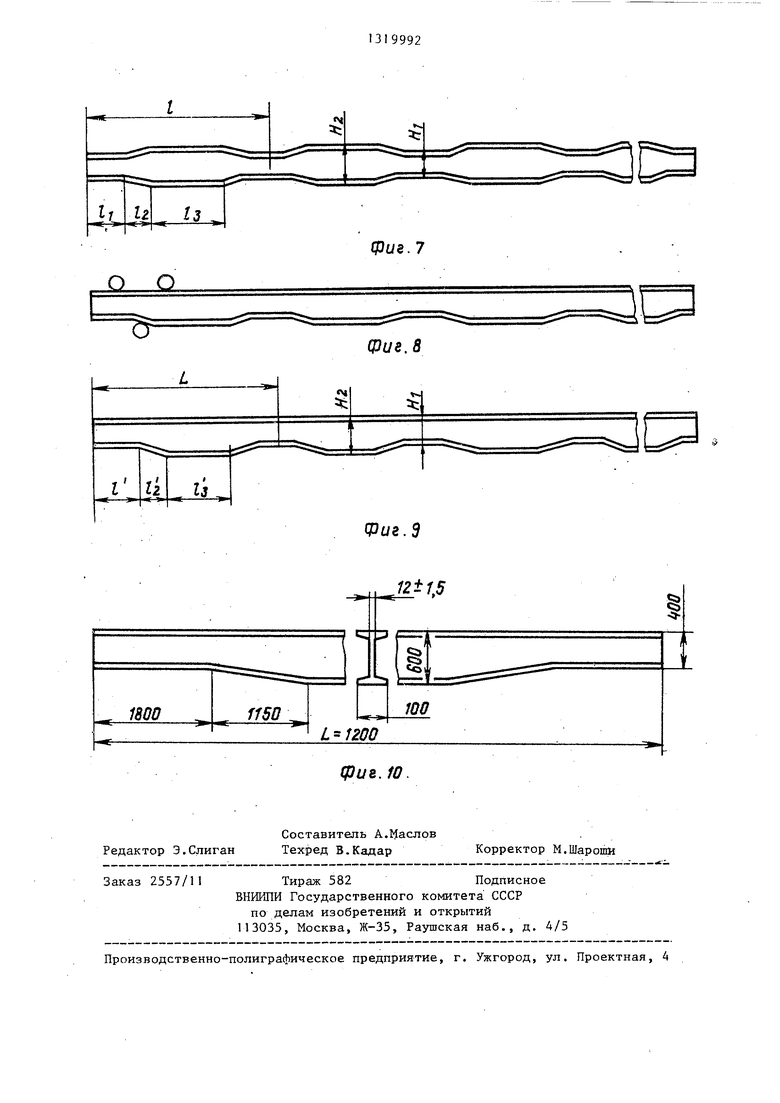
На фиг.1 схематически изображен черновой балочньй калибр; на фиг.2 - раздающий калибр; на фиг.3-5 - чистовой универсальный калибр; на фиг.6 - траектория относительного перемещения заготовки и валков в процессе прокатки; на фиг.7 и 9 - многобалочный профиль; на фиг.8 - рихтовка профиля; на фиг.10 - балочный профиль, после порезки на кратнзпо длину.
На чертежах приняты следующие обозначения: Н - минимальная высота профиля переменной высоты; Н - максимальная высота профиля; Н - Н - переходной участок профиля с переменной высотой; 1 - предварительная длина участка с минимальной высотой профиля; 2 предварительная длина участка с изменяющейся высотой профиля (переходного участка); 1 - предварительная длина участка с максимальной высотой профиля; 1 - окончательная длина участка с минимальной высотой профиля; 1 - окончательная длина переходного участка; 1 - окончательная длина участка с макси- мальной высотой профиля; L - длина готового изделия; S - толщина вертикальной стенки.
Предчистовой калибр образуют верхний i и нижний 2 валки. Раздающий калибр образуют верхние 3 и 4, нижние 5 и 6 и боковые 7 валки. Чистовой калибр образуют верхние валки 8 и 9, нижние валки 10 и 11 и боковые валки 12.
Способ прокатки осуществляют следующим образом.
Заготовку, прокатанную в предчис- товых калибрах одним из известных способов (фиг,1), раздают при поперечном челночном перемещении валков
2
(фиг.2) до размеров Н; Н ; Ij; 1, затем раскат I3 прокатывают в чистовых калибрах (фиг.З) при неизменном положении горизонтальных
валков до получения заданных размеров Н, 1( , S. Валки 14-17 применяются при наклоне переходных участков 1 (свыше Ш). После этого заго- товку прокатывают на размеры ;
Hj ; 1 ; Ij ; S при поперечном челночном перемещении валков (фиг.4). Затем профиль правят и разрезают на заданный размер L. . Сближение и раздвижение валков
при формировании вертикальной стенки, высот и длин всех участков профиля осуществляется автоматически за счет СИГНШ10В, поступающих от датчиков, регистр ирующих длину участков прокатываемого профиля и преобразования данных сигналов электронным вычислительным комплексом (не указан) в команды исполнительным органам прокатного стана.
На фиг.10 изображен двутавровый профиль равного сопротивления, полученный предлагаемым способом.
Применение предлагаемого способа прокатки дает возможность прокатывать экономичные равнопрочные двутавровые профили переменной высоты, что обеспечивает значительную экономию металла при их применении.
Формула изобретения
Способ производства двутавровых профилей переменной высоты, включающий обжатие профиля вертикальными и горизонтальными валками с поперечным горизонтальным перемещением вертикальных валков в процессе прокатки, отличающийся тем, что,
с целью получения переменной по длине высоты стенки двутаврового профи- дя, в процессе прокатки перемещают в поперечном горизонтальном направлении пару верхних горизонтальных и
пару нижних горизонтальных валков в соответствии с заданным законом изменения высоты стенки,причем вначале заготовку раздают путем прокатки с упомянутыми поперечными перемещениями валков до получения предварительных размеров участков с минимальной, переходной и максимальной высотой профиля, затем прокатывают при неизменном положении горизонтальных валков до получения окончательных размеров стенки участка с минимальной высотой профиля, после чего снова осуществляют прокатку с поперечными перемещениями валков до получения окончательных размеров стенки на участках с переходной и максимальной высотой профиля.
фие. 1
rh/
фиг, 2
И
Фие,3
12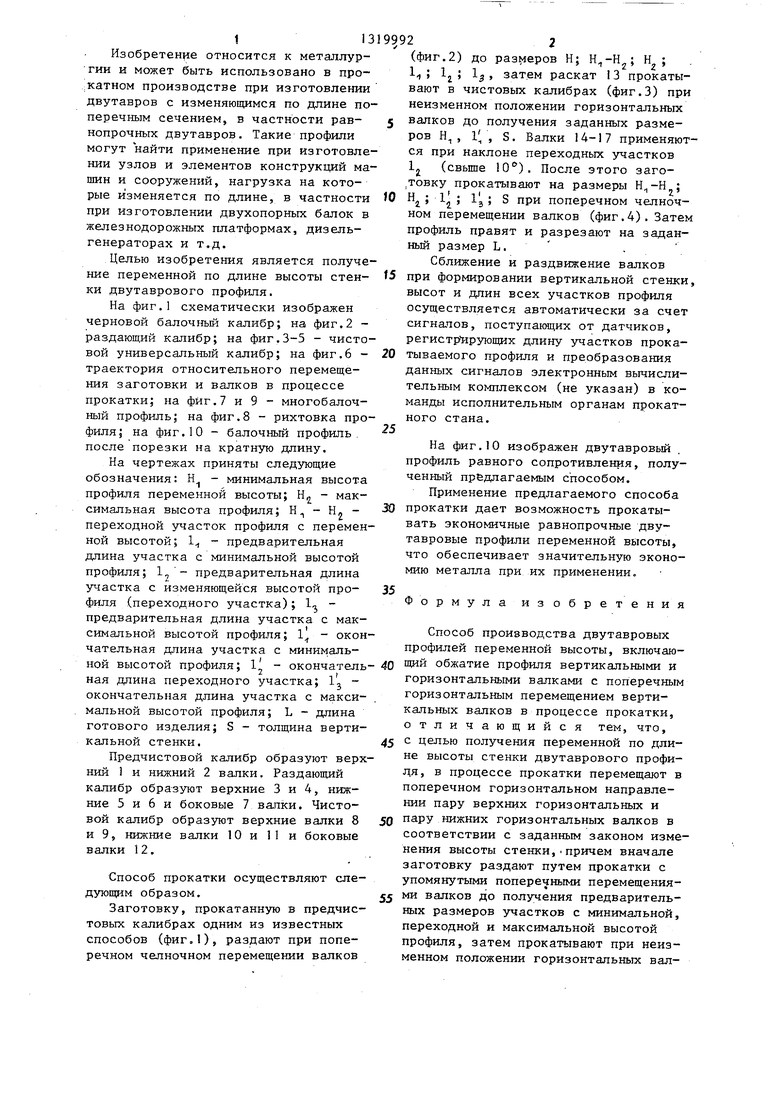
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ НА ДВУХВАЛКОВОМ РЕВЕРСИВНОМ СТАНЕ ФАСОННОЙ ЗАГОТОВКИ | 1973 |
|
SU389851A1 |
| Способ получения тавров | 1981 |
|
SU980877A1 |
| Способ изготовления двутавров | 1985 |
|
SU1380811A1 |
Изобретение относится к металлургии и может быть использовано в прокатном производстве при изготовлении двутавров с изменяющимся по длине поперечным сечением, в частности равнопрочных двутавров. Целью изобретения является получение переменной по длине высоты стенки двутаврового профиля. Пропитку двутавровых профилей переменной высоты осуществляют в черновых двухвалковых калибрах, а затем универсальных калибрах с парой верхних и парой нижних подвижных в поперечном горизонтальном направлении горизонтальных валков. В процессе прокатки эти валки совершают челночные поперечные перемещения в соответствии с заданным законом изменения высоты стенки профиля по ее высоте. Одновременно также в соответствии с заданным законом изменения высоты профиля автоматически изменяется раствор вертикальных валков . Способ обеспечивает получение балочных профилей переменной высоты, в частности равнопрочного сечения, что дает значительную экономию металла при использовании таких профилей в народном хозяйстве. 10 ил. с t (Л
13
Фи.
иг.5
фиб,$
О о
(fJus. 7
сг
Фив.8
:t:
Г2
Zj
Фиг.5
72 ±/,5
tfiuB. 10
Редактор Э.Сдиган
Составитель А.Маслов Техред В.Кадар
Заказ 2557/11 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Шароши
| Спсоб прокатки двутавровых балок | 1975 |
|
SU555921A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Воронцов Н.М | |||
| и др | |||
| Периодические профили продольной прокатки | |||
| М.: Металлургия, 1978, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
