Изобретение относится к ггрои-звод- ству конструкционных самосмазывающих ся материалов и деталей, предназначенных для использования в качестве элементов трения в центробежных насосах, транспортирующих нейтральные, агрессивные жидкости, а также жидкости, содержащие абразивные примеси, например, печка, окалины и другой различной дисперсности.
Известен способ получения самосма зьгаающегося материала путем пропитки углеродных изделий расплавленным металлом (медью, серебром), заключающийся в том, что углеродную основу и металл в твердом состоянии помещают в электропроводную оболочку и прямым пропусканием тока нагревают до температуры плавления металла.
Недостатком этого способа являетс неравномерность пропитки углеродной основы, что приводит к значительной разнице свойств материала по объему.
Наиболее близким к предлагаемому изобретению является способ получения антифрикционных самосмазывающихс материалов пропиткой металлами с температурой плавления ZOO-IOOO C. Пропитку углеродной основы плотностью 1,68-1,79 г/см осу0;ествляют в автоклаве под давлением инертного газа.
Недостатком способа является то, что полученные материалы обладают низкими физико-механическими свойствами, а также не удовлетворяют главному требованию, предъявляемому к самосмазывающимся материалам - высокой износостойкости при трении и в жидких средах при наличии в них абразивных примесей.
Целью изобретения является повышение прочности и износостойкости. Для достижения поставленной цели предложен способ получения антифрикционных материалов, отличающийся тем что в качестве углеродной основы используют силицированный графит, а перед пропиткой проводят термическую обработку основы в вакууме 10 - 10-3 мм рт.ст. при 1500-2000 С в течение 15-60 мин.
Силицированный графит по составу представляет собой соединение кремния, углерода и карбида кремния, получаемое по следующей технологии.
Углеродную основу в виде изделия- кольца помещают в электрическую цепь создают вакуум 10 мм рт.ст., наг
5
0
5
0
5
0
5
0
5
ревают до температуры 1800-2ЮО С и пропитывают кремнием. В -процессе пропитки кремний реагирует с углеродом основы, образуя прочный каркас из карбида кремния. Удаляют изделия из печи после охлаждения ее до температуры 100-800 с. Механическую обработку изделий производят алмазным инструментом.
Пример 1. Изделие-кольцо из силицированного графита помещают в электрическую цепь, создают вакуум 10 мм рт.ст., со скоростью 50 С/мин нагревают до температуры 1500 с и вьщерживают в течение 15 мин с последующим охлаждением вместе с печью до температуры 500 С. Затем в печь помещают графитовый тигель, в котб- рый загружают изделие совместно с медью и нагревают до температуры , с помощью приспособления гружают изделие в расплав меди и после 15 мин выдержки удаляют. После охлаждения печи до 500 °С кольцо выгружают и охлаждают на воздухе до комнатной температуры.
П р и м е р 2. Пропитку силицированного кольца производят по технологии, описанной в примере 1, с увеличением вакуума до 10 мм рт.ст. и выдержки кольца в расплаве меди
до 60 МИН;
П р и м е р 3. Кольцо из силицированного графита помещают в электрическую цепь, создают вакуум 10- мм рт.ст., со скоростью 50 С/мин нагревают до температуры 1800 с и выдерживают в течение 30 мин с пос- ледую1цим охлаждением вместе с печью до температуры . Пропитку коль- , ца антифрикционной бронзой БрСН60-2,5 1(РЬ 57-63%, Ni 6,6-1,0%, осталь- ное - Си) производят по технологии, описанной в примере 1.
П р и м е р 4. Кольцо из силицированного графита помещают в электропечь, создают вакуум 10 мм рт.ст., со скоростью 50 С/мин нагревают до температуры и выдерживают в течение 45 мин с последующим охлаждением вместе G печью до температуры 500 с. Пропитку кольца антифрикционной бронзой БрС-30 (РЬ 27-33%, остальное - Си) производят по технологии, описанной в примере 1.
П р и м е р 5. Кольцо из силицированного графита пропитывают расплавом сурьмы с железом в соотношении
85:15 по технологии, описанной в примере 3.
П р и м е р 6. Кольцо из силициро- ванного графита помещают в электропечь, создают вакуум Ю мм рт.ст., со скоростью 50 С/мин нагревают до температуры }вОО°С и выдерживают в течение 20, мин с последующим охлаждением вместе с печью до температуры . Затем в печь помещают графитовый тигель, в который загружают кольцо совместно с баббитом Б-83 (Sb 10- 12%; Си 5,5-6,5%, остальное - Sn) и
fO
до кольцо выгружают и охлажд ют на воздухе до комнатной темпера туры.
Пример 7. По технологии, о санной в примере 6, используют рас лав свинца с оловом в соотношении 95:5.
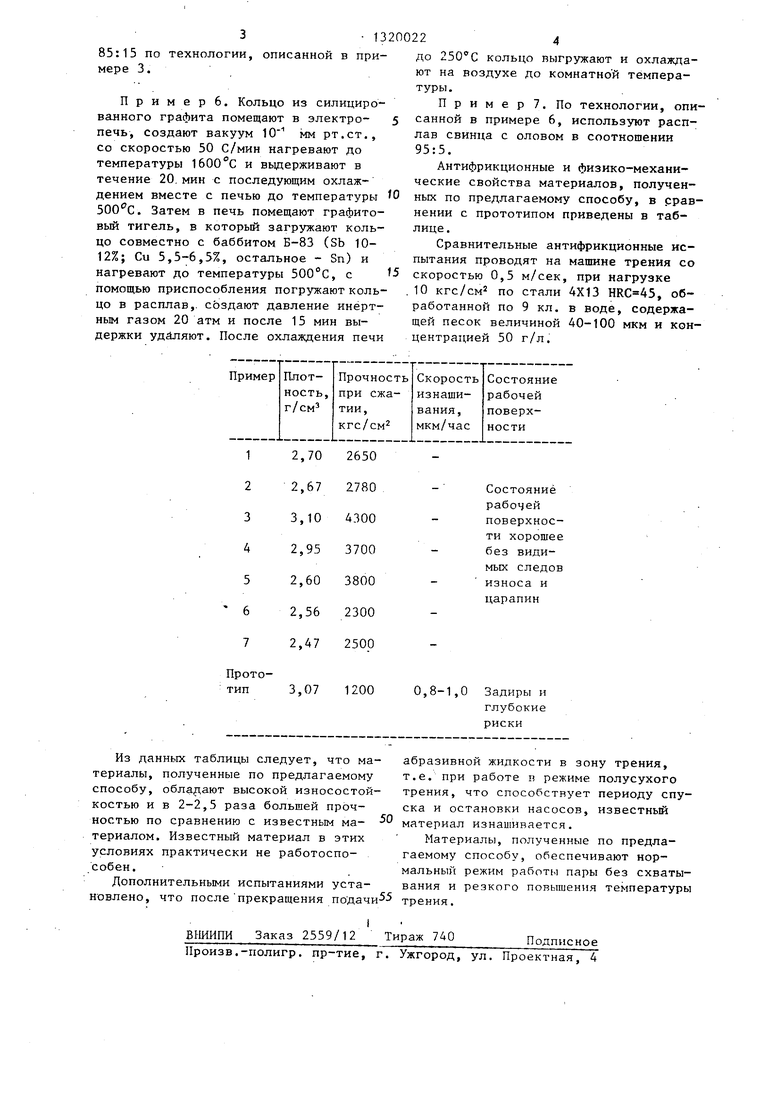
Антифрикционные и физико-механи ческие свойства материалов, получе ных по предлагаемому способу, в ср нении с прототипом приведены в таб лице .
Сравнительные антифрикционные и пытания проводят на машине трения
нагревают до температуры 500°С, с -5 скоростью 0,5 м/сек, при нагрузке
10 кгс/см по стали 4X13 , о работанной по 9 кл. в воде, содерж щей песок величиной 40-100 мкм и к центрацией 50 г/л.
помощью приспособления погружают кольцо в расплав,, создают давление инертным газом 20 атм и после 15 мин выдержки удйляют. После охлаждения печи
Прототип
3,07 1200
Из данных таблицы следует, что материалы, полученные по предлагаемому способу, обладают высокой износостойкостью и в 2-2,5 раза большей прочностью по сравнению с известным материалом. Известный материал в этих условиях практически не работоспособен.
Дополнительными испытаниями установлено, что после прекращения подачи
ВНИИПИ Заказ 2559/12 Тираж 740
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
до кольцо выгружают и охлаждают на воздухе до комнатной температуры.
Пример 7. По технологии, описанной в примере 6, используют расплав свинца с оловом в соотношении 95:5.
Антифрикционные и физико-механические свойства материалов, полученных по предлагаемому способу, в сравнении с прототипом приведены в таблице .
Сравнительные антифрикционные испытания проводят на машине трения со
скоростью 0,5 м/сек, при нагрузке
10 кгс/см по стали 4X13 , обработанной по 9 кл. в воде, содержащей песок величиной 40-100 мкм и концентрацией 50 г/л.
Состояние рабочей поверхности хорошее без видимых следов износа и царапин
0,8-1,0 Задиры и глубокие риски
абразивной жидкости в зону трения, т.е. при работе п режиме полусухого трения, что способствует периоду спуска и остановки насосов, известный материал изнашивается.
Материалы, полученные по предлагаемому способу, обеспечивают нормальный режим работы пары без схватывания и резкого повышения температуры трения.
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения антифрикационных изделий | 1980 |
|
SU973509A1 |
| Антифрикционный износостойкий материал | 1981 |
|
SU975683A1 |
| Антифрикционный самосмазывающийся материал | 1990 |
|
SU1712392A1 |
| Шихта для силицирования углеродных изделий | 1985 |
|
SU1303551A1 |
| Антифрикционный самосмазывающийся материал | 1983 |
|
SU1097656A1 |
| Способ изготовления изделия с фильтром для агрессивных жидкостей и газов | 2016 |
|
RU2617105C1 |
| Огнеупорный силицированный материал | 1982 |
|
SU1077869A1 |
| Композиция для получения углеродной основы под силицирование | 1978 |
|
SU975572A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРРОЗИОННОСТОЙКИХ ИЗДЕЛИЙ НА ОСНОВЕ УГЛЕРОДА | 1993 |
|
RU2085544C1 |
| Состав для пропитки углеродных изделий | 1989 |
|
SU1694550A1 |
| Устройство слежения за стыком при дуговой сварке | 1985 |
|
SU1368129A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Патент США № 3619430, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
