Изобретение относится к оборудованию для обработки давлением и может быть использовано для перфорирования крупногабаритных изделий из неметаллических материалов в химической, судостроительной и других отраслях промьшшенности.
Цель изобретения - повышение качества изделий за счет исключения относительного смещения инструмента для пробивки и изделия о
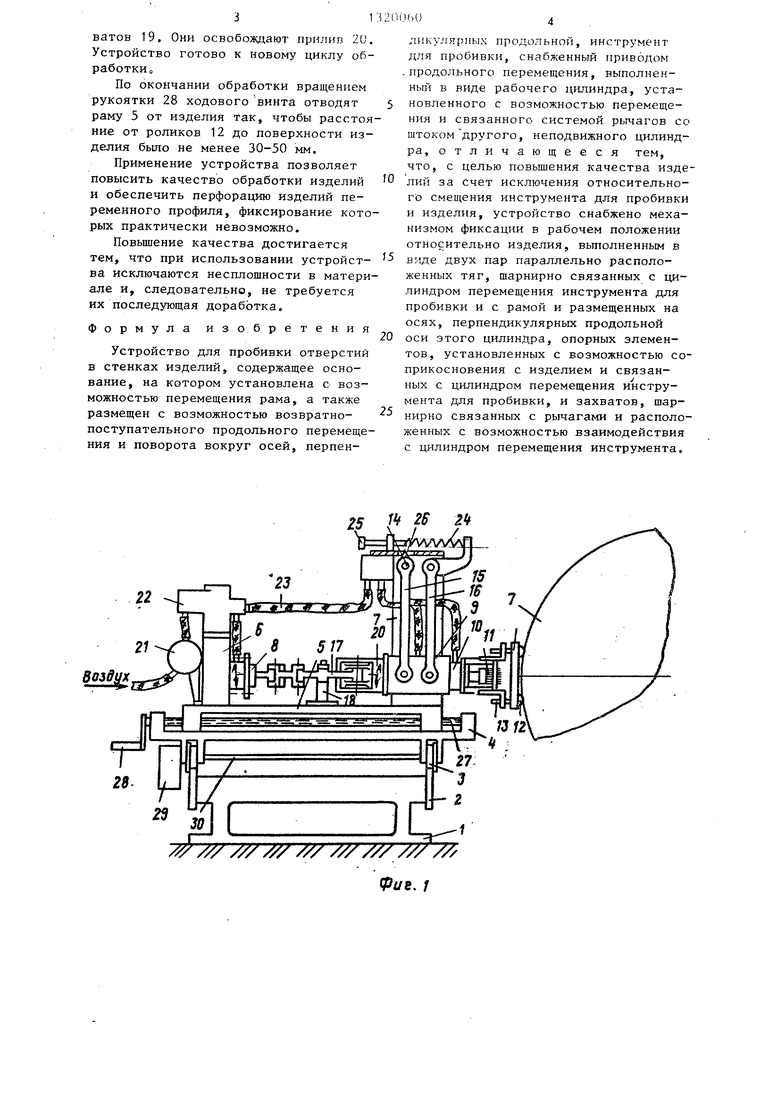
На фиг. 1 показано устройство, общий вид; на фиго 2 - разрез А-А на фиг. 1 о
Устройство содержит основание 1 с направляющими 2, на которых на опорных роликах 3 установлена платфор- ма 4, несущая раму 5 с П- образными кронштейнами 6 и 7, жестко закрепленный на кронштейне 6 пневмоци- линдр 8, траверсу 9, на которой размещен пневмоцилиндр 10, связанный с инструментом 11 для перфорирования. Устройство снабжено механизмом фиксации инструмента 11 для перфорирования в рабочем положении. Этот меха- низм выполнен в виде опорных цилиндрических элементов 12, в частности роликов, связанных резьбовыми деталями 13 с пневмоцилиндром 10, двух пар параллельно установленных на осях 14 тяг 15 и 16, шарнирно связанных с траверсой 9, а также рычагов 17, смонтированных на общей оси 18, закрепленной на раме 5, связывающих между собой пневмоцилиндры 8 и 10 и несущих захваты 19.
Связь между рычагом 17 и пневмоцилиндром 10 осуществлена посредством траверсы 9 с приливом 20.
На кронштейне 6 расположен коллектор 21 и воздухораспределитель 22 с системой воздухопроводов 23, соединенных с пневмоцилиндрами 8 и 10 „ На кронштейне 7 расположена пружина 24 и регулировочный винт 25. На тяге 15 укреплен указатель 26 угла наклонао Рама 5 связана с платформой 4 ходовым винтом 27, на котором расположена рукоятка 28. Опорные ролики 3., на которых установлена платформа 4, перемещаются по направляющим (рельсам) 2, уложенным вдоль изделия с. На платформе 4 установлен . электропривод 29, соединенный с осью 30 опорных роликов 3.
Инструмент .11 для пробивки выполнен в виде набора игл преимущественно диаметром 0,6-1,2 мм.
Устройство работает следующим образом.
Электропривод 29, вращая опорные ролики 3, перемещает платформу 4 по рельсам 2, устанавливая устройство в исходную позицию. С помощью пружины 24 и регулировочного винта 25-тяги 15 и 16 выставляются в вертикальное положение. Затем вращением рукоятки 28 ходового винта 27 рама 5-перемещается по направлению к изделию до тех пор, пока ролики 12 не коснутся поверхности изделия, при этом тяги 15 и 16 отклоняются от вертикальной оси на угол, определяемый по указателю 26. Угол выбирается таким чтобы было обеспечено движение тяг 15 и 16 под действием силы тяжести в пределах отклонения контура изделия (обычно угол составляет 3-5°). Возможны отклонения контура изделия относительно вертикальной и горизонтальной осей, лежащих в плоскости чертежа. Это отклонение поперечного сечения (диаметра) изделия от правильной окружности, например искажение правильной окружности в эллипс. Возможны и другие более сложные формы отклонения, такие как отклонение горизонтальной плоскости чертежа. Это отклонение проявляется как изгиб изделия относительно оси и характеризуется стрелой прогиба.
Указанные отклонения непостоянны в направлении, перпендикулярном плоскости чертежа,
В коллектор 21 подается воздух, который поступает затем в воздухораспределитель 22 и из него подается в пневмоцилиндр В, и шток его, двигаясь вперед, воздействует на рычаги 17, захваты 19 которого фиксируют (зажимают) прилив 20 и, следовательно, тяги 15 и 16 в определенном положении. Воздух из воздухораспределителя 22 поступает в пневмоцилиндр
10 с некоторой задержкой по времени, вследствие чего ввод инструментов 11 для пробивки в изделие производится только при зафиксированном положении .тяг 15 и 16 и траверсы 9.
55
Затем инструменты 11 удаляются из изделия, а воздухораспределитель 22 получает команду на подачу воздуха в пневмоцилиндр 10 и на разжим захватов 19. Они освобождают прилив 20. Устройство готово к новому циклу об- работкио
По окончании обработки вращением рукоятки 28 ходового винта отводят раму 5 от изделия так, чтобы расстояние от роликов 12 до поверхности изделия было не менее 30-50 мм.
Применение устройства позволяет повысить качество обработки изделий и обеспечить перфорацию изделий переменного профиля, фиксирование которых практически невозможно.
Повьшение качества достигается тем, что при использовании устройства исключаются несплошности в материале и, следовательно, не требуется их последующая доработка.
Формула изобретения
Устройство для пробивки отверстий в стенках изделий, содержащее основание, на котором установлена с возможностью перемещения рама, а также размещен с возможностью возвратно- поступательного продольного перемещения и поворота вокруг осей, перпен0
5
0
5
днкуляриых продольной, инструмент для пробивки, снабженный приводом -Продольного перемещения, выполненный в виде рабочего цилиндра, установленного с возможностью перемещения и связанного системой рычагов со штоком другого, неподвижного цилиндра, отличающееся тем, что, с целью повышения качества изделий за счет исключения относительного смещения инструмента для пробивки и изделия, устройство снабжено механизмом фиксации в рабочем положении относительно изделия, вьтолненным в виде двух пар параллельно расположенных тяг, шарнирно связанных с цилиндром перемещения инструмента для пробивки и с рамой и размещенных на осях, перпендикулярных продольной оси этого цилиндра, опорных элементов, установленных с возможностью соприкосновения с изделием и связанных с цилиндром перемещения инструмента для пробивки, и захватов, шарнирно связанных с рычагами и расположенных с возможностью взаимодействия с цилиндром перемещения инструмента.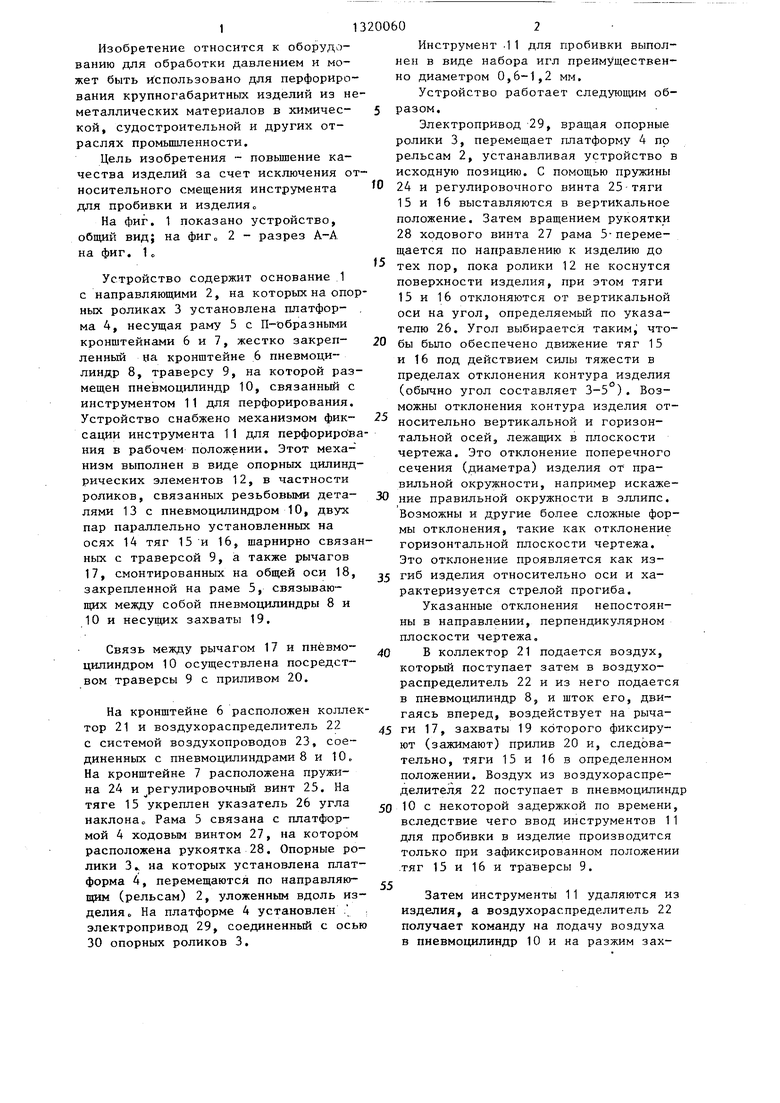
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки заусениц с плоских формованных подошв | 1975 |
|
SU547207A1 |
| Устройство для подачи пялец к стегальной машине | 1979 |
|
SU1028749A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Консольный кран | 1979 |
|
SU929534A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Установка для пробивки отверстий | 1985 |
|
SU1393503A1 |
| Устройство для удаления выпрессовок с валов | 1981 |
|
SU939240A1 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2526349C1 |
| Подвесной грузонесущий конвейер | 1988 |
|
SU1548115A1 |
Изобретение относится к оборудованию для перфорирования изделий, преимущественно крупногабаритных, из неметаллического материала. Цель его - повьшение качества изделий за счет исключения относительного сме- . щения инструмента для пробивки и изделия. Для ее достижения устройство для пробивки отверстий снабжено механизмом фиксации инструмента (И) для пробивки относительно изделия. . Механизм содержит две пары параллельно установленных тяг (Т). Каждая Т одним концом установлена на оси, связанной с цилиндром (ц) перемещения И, а другим - на раме. Этот Ц системой рычагов связан с другим Ц, неподвижно закрепленным на раме, а также с опорными элементами, которые перед началом пробивки подводят к стенке изделия. При этом Т отклоняются от вертикального положения на угол, обеспечивающий движение Т под действием силы тяжести в направлении изделия. Шток неподвижного Ц через систему рычагов корректирует положение Ц перемещения И, после чего производится пробивка. 2 ил. с S6 (Л
Возд
Z5 / ; «
///////// /// ////// /Л
«Pi/e. 7
.1320060
Л-/1
. Z
Редактор Т, Лаэаренко
Составитель Ю. Цейтлин Техред М.Моргентал Заказ 2562/14 Тираж 660Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж--35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Со Шекмар
| Патент Англии № 1507101, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Устройство формирования сигнала изображения | 1988 |
|
SU1564736A1 |
| УСТАНОВКА ДЛЯ КЛЕПКИ | 0 |
|
SU327962A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
