Известные грейферные подачи сложны но CBoeii конструкции, ч го затрудняет их применениеВ описываемой грейферной подаче механизм зажима и перемещения совмещены и выполнены в виде возвратно-поступательно движущихся копирных линеек. Когсирные линейки помещены в ползунах, несущих зажимные губки, расположенных в направлекии подачи. Губки установлены в ползунах в попереч-ных направляющих и снабжены пружинами, допускающими губок (ограничивающими усилие зажима).
Такое выполнение упрощает конструкцию грейферной подачи и дает возможность удерживать заготовку губками во время рабочей операции, например, осадки.
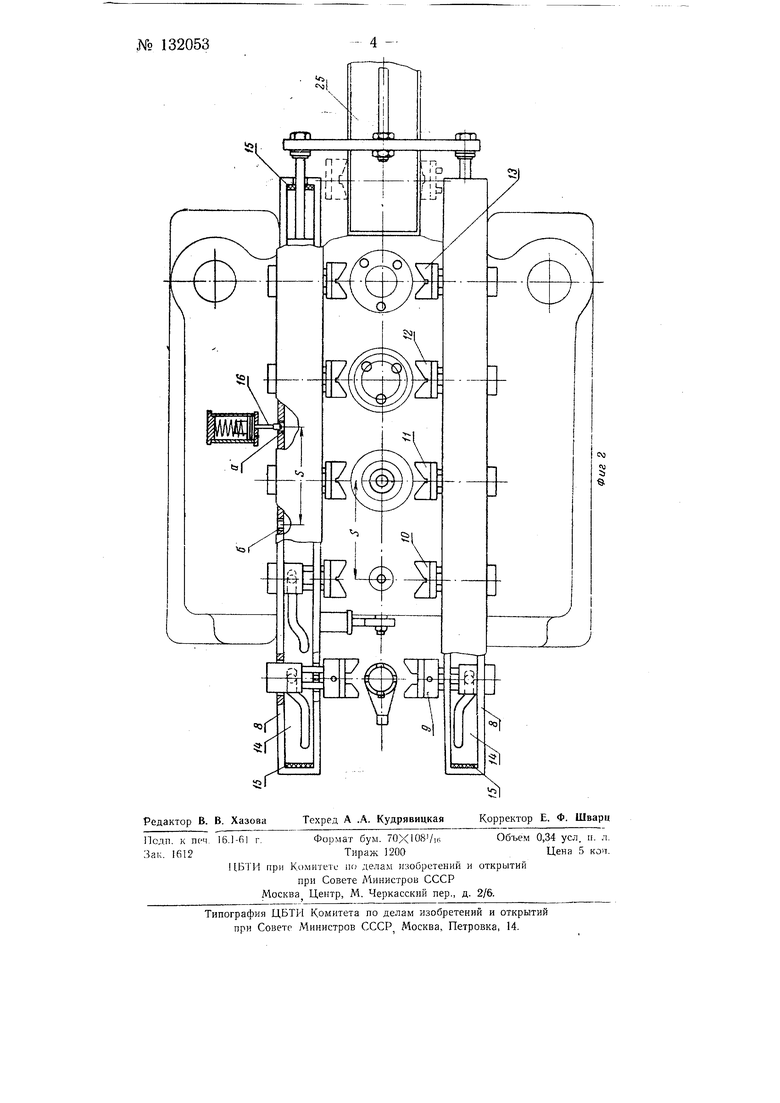
На фиг. 1 изображен схематический п зодол),ный разрез описыва мой грейферной подачи; па фиг. 2-то же, вид сверху.
Нагретая до ковочной температуры поковка по транспортеру / подается по лотку-склизу 2 до упора 3, где она задерживается, будучи переориеитирова нной продольной осью в вертикальное положение. В это время пневмоцилиндр 4 поднимает щток порщня вверх. На конце штока порщня укреплена кассета 5 с четырьмя стержнями, образующими емкость для заготовки, и клин 6, который, взаимодействуя с клином 7 упора 3, сдвигает упор 3 влево, и освобожденная заготовка падает на дно кассеты 5.
На направляющих нижней плиты штампа установлены две каретки S, имеющие возвратно-поступательное движение, с пятью парами грейферных захватов 9, 10, 11, 12 и 13, губки которых установлены в ползунах в поперечных направляющих и снабжены прулсинами, допускающими смещение губок. В ползунах, несущих зажмм ные губки, расположены в направлении подачи копирные линейки М. перемещающиеся в направляющих каретки.
В момент загрузки заготовки в кассету 5 каретки 8 и копирные линейки 14 находятся в крайнем левом положении- Затем начинают перемещаться вправо копирные линейки 14, перемещая губки захватов 5, 10, 11, 12 и 13 к центру- Первая пара захватов 9 зажмет находящуюся н кассете 5 заготовку, и шток пневмоцилиндра 4 с кассетой 5 опустится вниз. Копирные линейки 14, дойдя до правого упора 15, выведут фиксаторы 16 из гнезда «а, и каретки 8 вместе с захватами переместятся на расстояние 5. Фиксаторы 16 войдут в гнезда «б и зафиксируют каретки 1 в этом положении.
jYo 132053 2 Одновременно включится муфта пресса, и ползун начнет опускаться. Верхний боек, прикоснувшись к заготовке, опустит ее вместе с захватами в фиксирующее гнездо матрицы и произведет осадку заготовки. Поперечные размеры заготовки увеличатся, и губки зажимающих захватов разойдутся за счет сжатия оружии. При обратном перемещении копирных линеек 14 влево губки захватов разожмутся. Копирные линейки 14, дойдя до левых упоров 15, выведут фиксаторы 16 из гнезд «б, и каретки 8 вместе с захватами 9, 10, И, 12 и 13 переместятся влево на расстояние S. Фиксаторы 16 войдут в гнезда «а и зафиксируют первоначальное иолол ение кареток 8.
При ходе ползуна пресса вверх срабатывает нижний механизм выталкивателя пресса. Рычагн /7, 18, 19 и 20 поднимут стержни ручьевых выталкивателей 21, 22, 23 и 24 вверх. Обжатая заготовка окажется приподнятой иад осадочной матрицей.
При втором ходе копириых линеек 14 вправо обжатую заготовку зажмут захваты 10 и перенесут ее на следующую операцию, а захваты 9 подадут в обжимную матрицу следующую заготовку- Ручьевые выталкиватели 21, 22, 23 и 24 опустятся вниз. Цикл затем повторяется. С последней операции захваты 13 перенесут готовую поковку иа лоток 25, откуда поковка попадет на транспортер.
Предмет л з обретения
1.Грейферная подача, от л и ч а ю ща я с я тем, что, с целью упрощения ее конструкции, механизмы зажима и перемещения совмещены и выполнены в виде возвратно-поступательно движущихся копирных линеек, номещенных в ползунах, несущих зажимные губки, расположенных в направлении подачи, причем губки установлены в ползунах в поперечных направляющих.
2.Форма вьшолнения подачи по п. 1, отличающаяся тем, что, с целью возможности удержания заготовок губками во время рабочей операции, например, осадки, губки снабжены пружинами, допускающими смещение губок (ограничивающими усилие зажима).
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1989 |
|
SU1706764A1 |
| Грейферное подающее устройство к многопозиционному прессу | 1987 |
|
SU1547926A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Устройство для грейферной подачи | 1983 |
|
SU1109226A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Грейферная подача | 1981 |
|
SU963634A1 |