Изобретение относится к области обработки металлов давлением, а именно к способам ковки поковок типа пластин, и может быть использовано в кузнечно-прессовых цехах заводов тя«5
20
25
желого и энергетического машиностроения.
Цель изобретения - повышение производительности ковки за счет увеличения интенсивности течения металла 0 в направлении, перпендикулярном оси слитка, а также уменьшение эксцентриситета деформирующей нагрузки.
На фиг. 1 представлена схема проковки продольной выемки; на фиг. 2 - схема расширения этой выемки.
Способ заключается в следующем.
Бойком 1, длина которого L составляет 0,4-0,7 длины тела слитка, проковывают в сбиллетированном слитке 2 продольную выемку шириной В, составляющей 0,25-0,60 диаметра сбиллети- рованного слитка. Расширение выемки осуществляют путем одновременного обжатия ее стенок на 0,3-1,3 ее первоначальной глубины с продольной подачей й В, составляющей 0,50-0,95 длины бойка L при поперечной подаче, составляющей 0,1-0,5 продольной. Нижний боек 3 на обоих этапах плоский.
Пример. Способ опробован при получении пластины: размерами 30005 1800 700 мм из слитка стали Б Ст 5 Сп массой 36 т, длина тела которого равна 2500 мм, а диаметр нижнего основания 1290 мм,
Нагретый слиток биллетируют на диаметр 1250 мм и на его поверхности проковывают продольную выемку глубиной 150 мм и шириной 500 мм. Ковку ведут от донной части бойком длш-юй 1000 мм с подачами 750-800 мм. В следующих двух проходах осуществляют обжатие одновременно обеих стенок выемки на первоначальную г-лубину. Ковку.ведут с продольной подачей, равной 850 мм, и поперечной подачей 150 мм. После кантовки на 180° вдоль противоположной стороны проковывают выемку глубиной 200 мм и шириной 500 мм с подачами 750-800 мм, которую 0,1-0,5 продольной.
После-ковки с одн ло слитка приобретае х1850 750 мм. После ти и подрубки в меру живают по широкой и плоских бойках до н ров 1800) 700 мм, пос пластины от рубают.
Предлагаемый спо зить трудоемкость и вок пластин с отнош высоте до 4,0-4,5, коэффициент использ за счет уменьшения вых граней поковки.
Формула из
Способ ковки пла ось слитка располаг ла пресса, включающ слитка с расположен оси стола пресса и разгонку за несколь стоящих из проковки оси слитка с послед выемки путем обжати промежуточными кант ними, отлича что, с целью повьш1е ности за счет увели ности течения метал перпендикулярном ос шения эксцентрисите нагрузки, проковку ширение осуществляю которых в направлен на 0,4-0,7 длины тел этом первоначальная составляет 0,25-0,6 45 тированного слитка, Ёыемки при ее расшир ют одновременно на 0 начальной г.лубины с чей, равной 0,50-0,
30
35
40
50 при поперечной подач
5
5
0
5
0
0,1-0,5 продольной.
затем расширяют ковкой за 3 прохода с продольными -подачами в 850 мм и поперечными в 150 мм.
После-ковки с одной кантовкой тело слитка приобретает размеры 3200 х- х1850 750 мм. После рубки донной части и подрубки в меру слиток проглаживают по широкой и узкой граням на плоских бойках до наковочных размеров 1800) 700 мм, после чего поковку пластины от рубают.
Предлагаемый способ позволяет снизить трудоемкость изготовления поковок пластин с отношением ширины к высоте до 4,0-4,5, а также, увеличить коэффициент использования металла за счет уменьшения сферичности боковых граней поковки.
Формула изобретения
Способ ковки пластин,при котором ось слитка располагают вдоль оси стола пресса, включающий биллетирование слитка с расположением его оси вдоль оси стола пресса и его поперечную разгонку за несколько проходов, состоящих из проковки выемки вдоль оси слитка с последующим расширением выемки путем обжатия ее стенок, с промежуточными кантовками 180° между ними, отличающийся тем, что, с целью повьш1ения производительности за счет увеличения интенсивности течения металла в направлении, перпендикулярном оси слитка, и умень-. шения эксцентриситета деформирующей нагрузки, проковку выемки и ее расширение осуществляют бойками, длина которых в направлении оси слитка равна 0,4-0,7 длины тела слитка, при этом первоначальная ширина выемки составляет 0,25-0,60 диаметра сбилле- 5 тированного слитка, обжатие стенок г- Ёыемки при ее расширении осуществляют одновременно на 0,3-1,3 ее первоначальной г.лубины с продольной подачей, равной 0,50-0,95 длины бойка
0
5
0
0,1-0,5 продольной.
50 при поперечной подаче, составляющей
А-/(
Фиг.1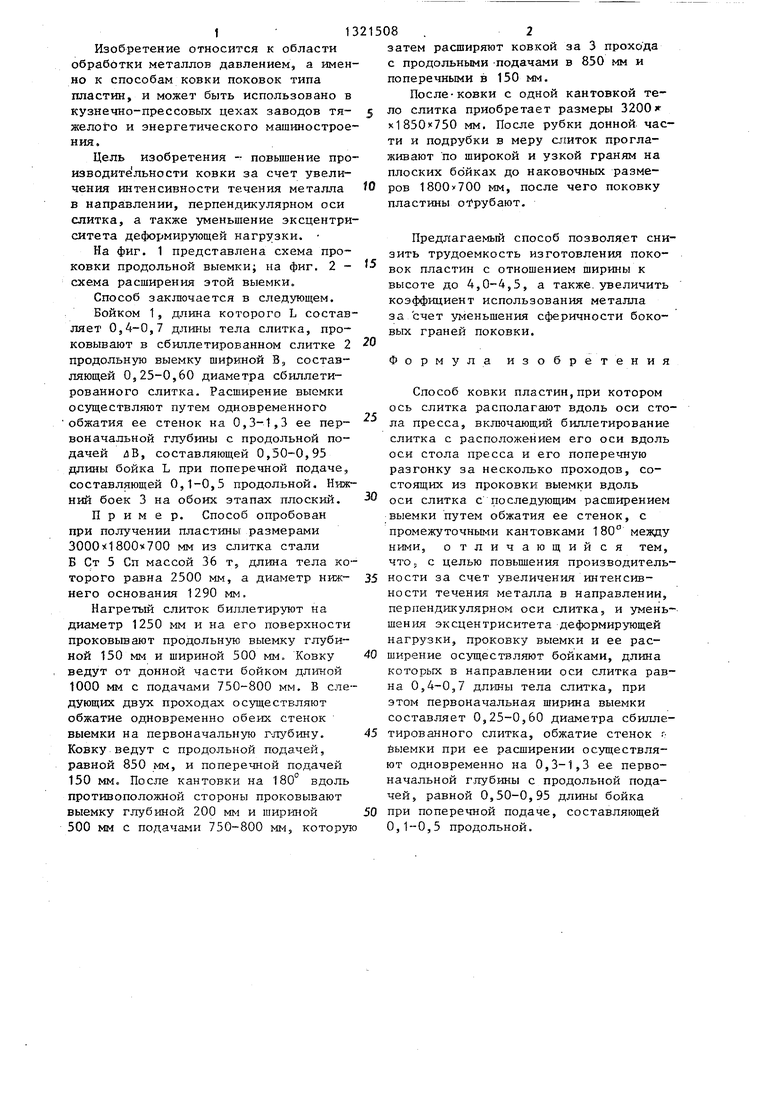
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки слитков | 1979 |
|
SU804155A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| Способ ковки пластин | 1983 |
|
SU1100032A1 |
| Способ изготовления пластин ковкой | 1984 |
|
SU1234024A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки | 1980 |
|
SU847585A1 |
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
Изобретение относится к области обработки металлов давлением, а именно к способам ковки поковок типа пластин. Цель изобретения - повышение производительности ковки за счет увеличения интенсивности течения Металла в направлении, перпендикулярном оси слитка, а также повьшение качества изделий, уменьшение эксцентриситета деформирующей нагрузки. Бойком, длина которого составляет 0,4- 0,7 длины тела слитка, проковывают в сбиллетированном слитке продольную выемку шириной, составляющей 0,25- 0,60 диаметра билета. Расширение выемки осуществляют путем одновременного обжатия ее стенок на 0,3-1,3 ее первоначальной глубины с продольной подачей, составляющей 0,50-0,95% дл1-шы бойка, при поперечной подаче, равной 0,1-0,5 продольной. Способ позволяет снизить трудоемкость изготовления поковок пластин с отношени- ем ширины к высоте до 4,0-4,5 за счет интенсификации течения металла в направлении, перпендикулярном оси слитка. 2 ил.
1 J
us.2
Редактор А.Ворович
Составитель Н.Тимофеева Техред м.Моргентал- .
Заказ 2702/7
Тираж 582Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С.Черни
| Сидоров Н.Е | |||
| Новая технология ковки поковок типа пластин | |||
| - Кузнеч- но-штамповочное производство, 1965, № 1, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
